Ё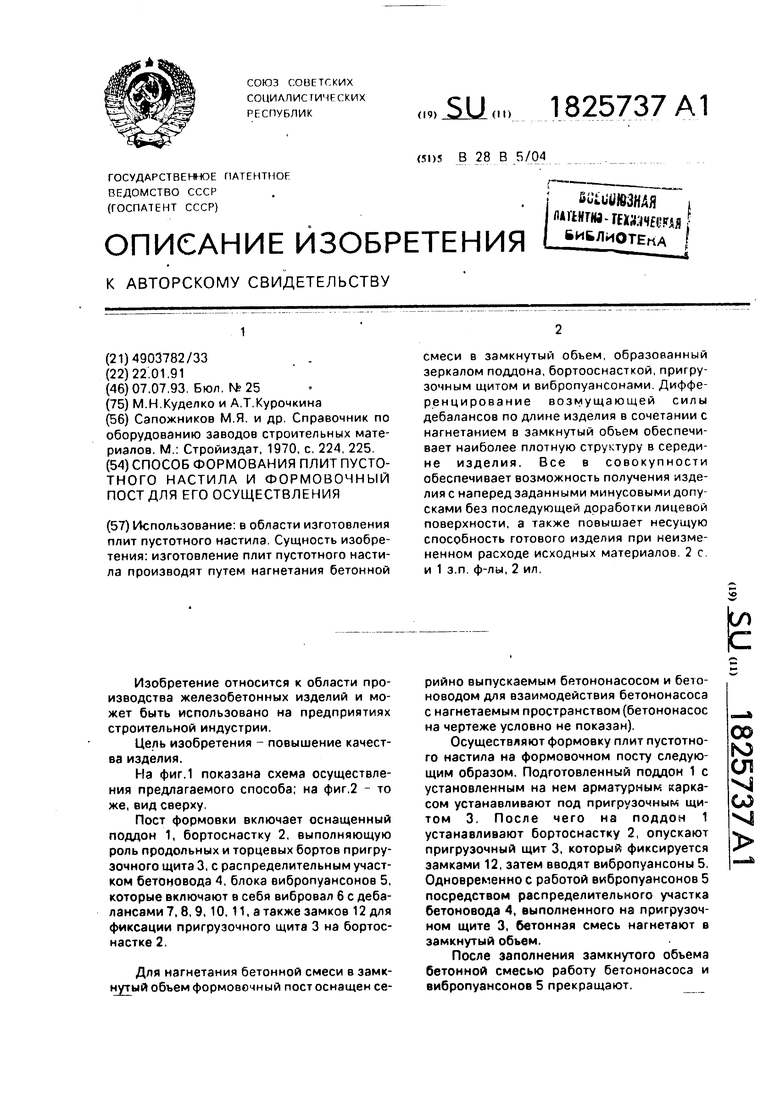
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования железобетонных трубчатых изделий и формовочный пост для его осуществления | 1991 |
|
SU1837008A1 |
| СПОСОБ ФОРМОВАНИЯ НАПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1991 |
|
RU2026784C1 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| Установка для формования лестничного блока | 1980 |
|
SU895675A1 |
| Способ усиления концевой части свежеотформованного пустотного строительного изделия | 1980 |
|
SU1100099A1 |
| Форма-вагонетка для изготовления длинномерных строительных изделий | 1981 |
|
SU1004101A1 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| ВИБРОАГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АРХИТЕКТУРНОГО БЕТОНА | 1999 |
|
RU2140354C1 |
| Способ возведения подземного сооружения и устройство для его осуществления | 1982 |
|
SU1239339A1 |
Использование: в области изготовления плит пустотного настила. Сущность изобретения: изготовление плит пустотного настила производят путем нагнетания бетонной смеси в замкнутый объем, образованный зеркалом поддона, бортооснасткой, пригру- зочным щитом и вибропуансонами. Дифференцирование возмущающей силы дебалансов по длине изделия в сочетании с нагнетанием в замкнутый объем обеспечивает наиболее плотную структуру в середине изделия. Все в совокупности обеспечивает возможность получения изде- лияс наперед заданными минусовыми допусками без последующей доработки лицевой поверхности, а также повышает несущую способность готового изделия при неизмененном расходе исходных материалов 2 с и 1 з.п. ф-лы, 2 ил.
Изобретение относится к области производства железобетонных изделий и может быть использовано на предприятиях строительной индустрии.
Цель изобретения - повышение качества изделия.
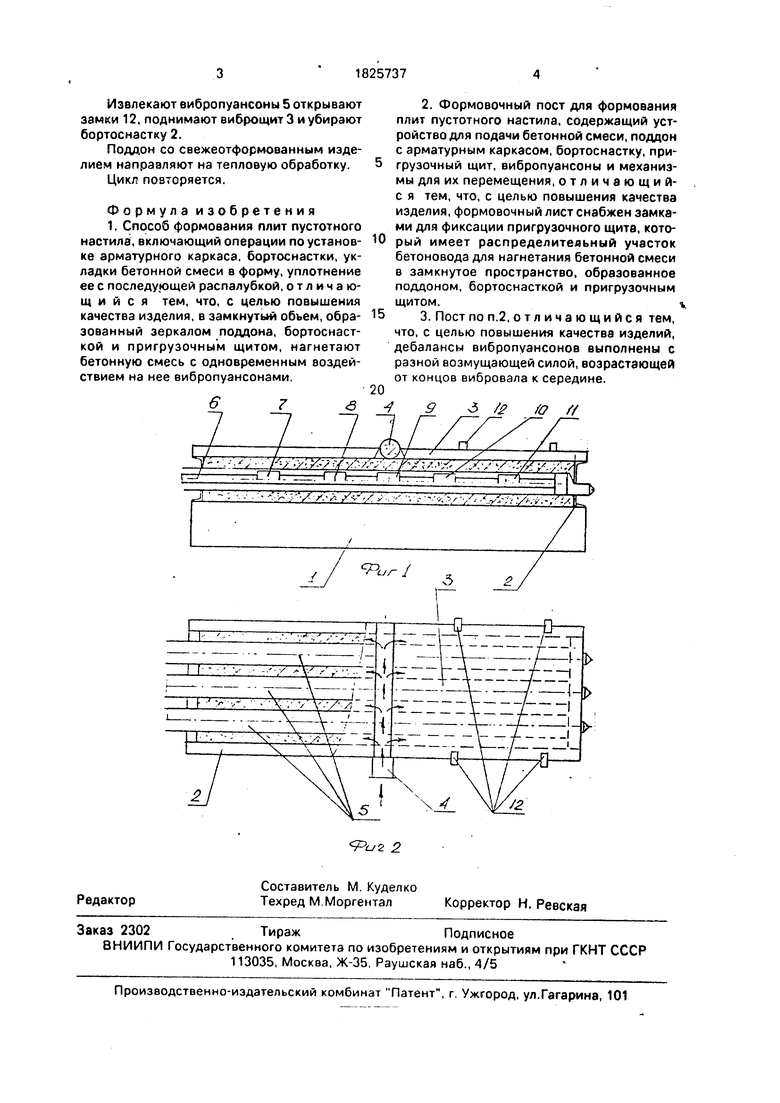
На фиг.1 показана схема осуществления предлагаемого способа; на фиг,2 - то же, вид сверху.
Пост формовки включает оснащенный поддон 1, бортоснастку 2, выполняющую роль продольных и торцевых бортов пригру- зочного щита 3, с распределительным участком бетоновода 4, блока вибропуансонов 5, которые включают в себя вибровал 6 с деба- лансамиТ, 8,9,10,11, а также замков 12 для фиксации пригруэочного щита 3 на бортос- настке 2.
Для нагнетания бетонной смеси в замкнутый объем формовочный пост оснащен серийно выпускаемым бетононасосом и бею- новодом для взаимодействия бетононасоса с нагнетаемым пространством (бетононасос на чертеже условно не показан).
Осуществляют формовку плит пустотного настила на формовочном посту следующим образом. Подготовленный поддон 1 с установленным на нем арматурным, каркасом устанавливают под пригрузочным щитом 3. После чего на поддон 1 устанавливают бортоснастку 2, опускают пригрузочный щит 3, который фиксируется замками 12, затем вводят вибропуансоны 5. Одновременно с работой вибропуансонов 5 посредством распределительного участка бетоновода 4, выполненного на пригруэоч- ном щите 3, бетонная смесь нагнетают в замкнутый объем.
После заполнения замкнутого объема бетонной смесью работу бетононасоса и вибропуансонов 5 прекращают.
со to ел
vl
ы
VI
Извлекают вибропуансоны 5 открывают замки 12, поднимают виброщит 3 и убирают бортоснастку 2.
Поддон со свежеотформованным изделием направляют на тепловую обработку.
Цикл повторяется.
Формула изобретения 1. Способ формования плит пустотного настила, включающий операции по установке арматурного каркаса, бортоснастки, укладки бетонной смеси в форму, уплотнение ее с последующей распалубкой, отличающийся тем, что, с целью повышения качества изделия, в замкнутый обьем, образованный зеркалом поддона, бортоснаст- кой и пригрузочным щитом, нагнетают бетонную смесь с одновременным воздействием на нее вибропуансонами.
U{CJ
1 1 1
| Сапожников М.Я | |||
| и др | |||
| Справочник по оборудованию заводов строительных материалов | |||
| М.: Стройиздат, 1970, с | |||
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
