Изобретение относится к области производства предварительно напряженных напорных железобетонных труб и может быть использовано на предприятиях строительной индустрии.
Предварительно напряженные напорные трубы изготавливают по трехступенчатой технологии или вибропрессованием, в котором процесс прессования бетона может выполняться гидравлическими устройствами (виброгидропрессование) или механическими приспособлениями (вибропрессование).
Наиболее близким к заявляемому техническим решением является способ вибропрессования, по которому подготовленную форму с установленным в ней арматурным каркасом с предварительно напряженной арматурой устанавливают на обтянутый резиновым чулком сердечник. После этого пространство между формой и сердечником сверху заполняют бетонной смесью, одновременно вибрируя. Затем по окончании укладки бетонной смеси в пространство между резиновым чулком и сердечником под избыточным давлением нагнетают воду, т.е. посредством чулка уплотняют бетонную смесь изнутри. При радиальном перемещении предварительно уплотненная бетонная смесь увлекает на собой спиральную арматуру, в результате чего ее витки получаются растянутыми. Последующей термообработкой бетона, во время которой давление на смесь сохраняется неизменным, положение арматуры оказывается зафиксированным в растянутом состоянии.
После снятия внутреннего давления арматура действует как получившая предварительное напряжение и, встречая противодействие бетона, вызывает в стенке трубы радиальные сжимающие напряжения.
К недостаткам приведенного способа следует отнести верхний способ укладки бетонной смеси в межстенное пространство, что способствует вовлечению воздуха в бетонную смесь и, как следствие, требует длительной вибрации при ее уплотнении, что оказывает вредное влияние на организм человека, окружающую среду и оборудование.
Цель изобретения - повышение производительности и качества изделий.
Поставленная цель достигается за счет того, что бетонную смесь в межстенное пространство нагнетают с нижней части формы и предварительно уплотняют за счет избыточного давления, одновременно воздействуя вибрацией.
В технике формования предварительно напряженных напорных труб нет сведений о решении поставленной задачи за счет заявленной совокупности признаков.
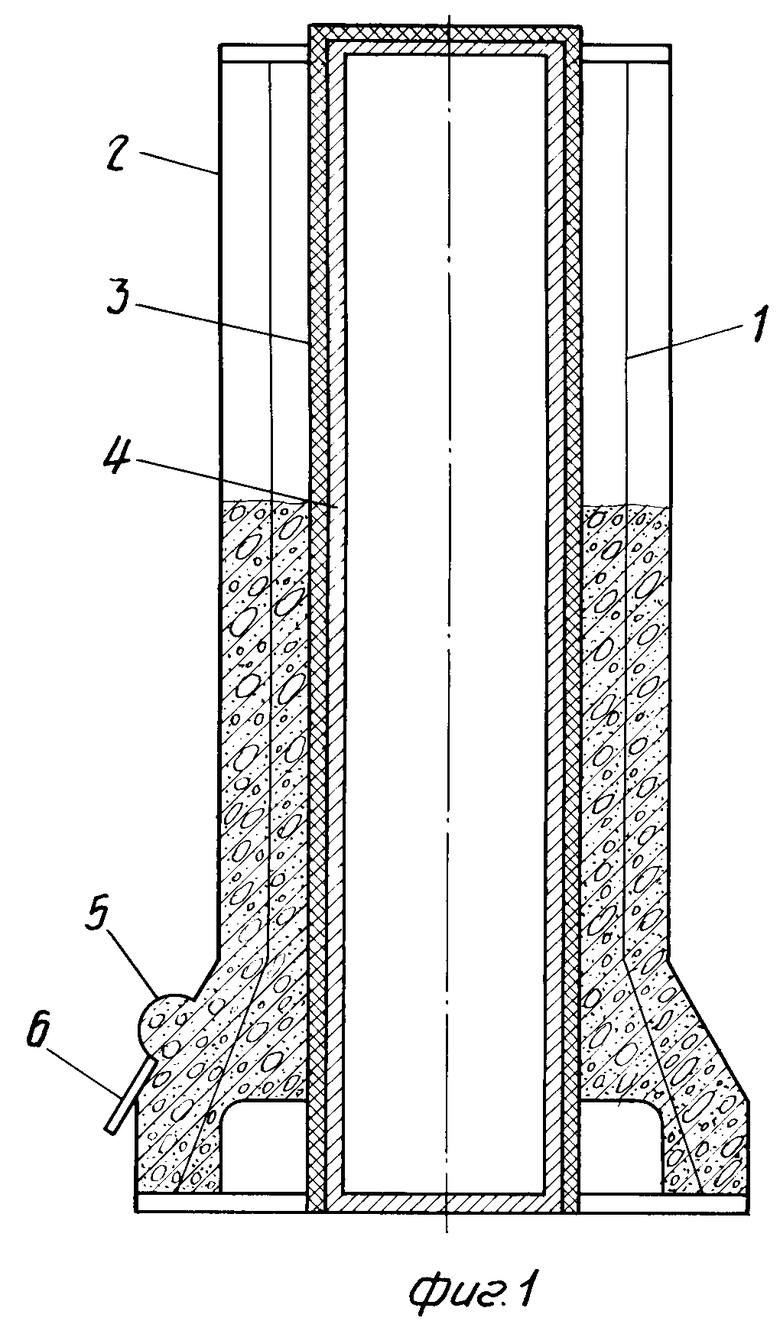
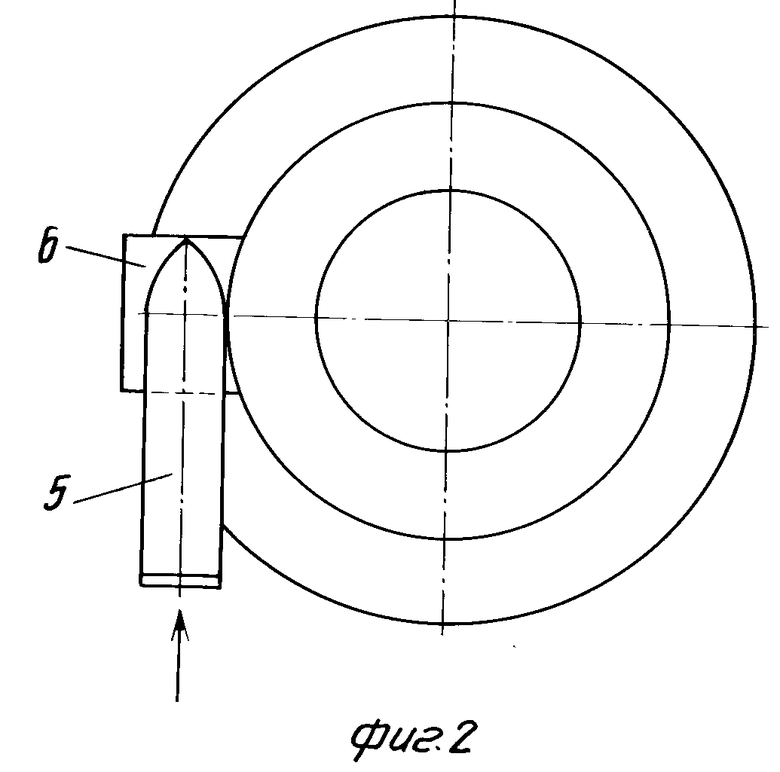
На фиг. 1 показана форма с сердечником в процессе формования, продольный разрез; на фиг.2 - то же, вид сверху.
Формовочный пост включает оснащенную каркасом 1 форму 2, выполненную с патрубком 5 и шибером 6, обрезиненный чулком 3 сердечник 4.
Пример реализации способа.
Подготовленную и оснащенную каркасом 1 форму 2 надевают на обрезиненный (в виде чулка 3) металлический сердечник 4, затем посредством бетоноводов бетононасосом тангенциально к наружной поверхности формы 2 в нижней ее части через патрубок 5 нагнетают бетонную смесь в межстенное пространство, образованное формой 2 и сердечником 4, одновременно вибрируя. После заполнения межстенного пространства производят допрессовку (т.е. уплотнение) бетонной смеси, затем поток бетонной смеси отсекают шибером 6 и отсоединяют бетоновод.
Далее между резиновым чулком 3 и телом сердечника 4 нагнетают воду и посредством чулка 3 избыточным давлением доуплотняют бетонную смесь, воздействуя изнутри. Сохраняя избыточное давление резинового чулка 3 на бетонную смесь, форму 2 со свежеотформованным изделием направляют на термообработку.
После термообработки давление чулка 3 снимают, форму 2 снимают с сердечника 4 и извлекают готовое изделие.
Таким образом, заявляемый способ выгодно отличается от прототипа тем, что бетонную смесь в межстенное пространство нагнетают снизу и предварительно уплотняют за счет избыточного давления с одновременным воздействием вибрацией. Это позволяет снизить количество вовлекаемого в бетонную смесь воздуха, сократить время заполнения формы и соответственно продолжительность вибровоздействия, а также обеспечить комплексное уплотнение бетонной смеси путем вибронагнетания с последующим внутренним уплотнением со стороны сердечника, что положительно сказывается на качестве готового изделия и улучшает условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования железобетонных трубчатых изделий и формовочный пост для его осуществления | 1991 |
|
SU1837008A1 |
| Способ формования плит пустотного настила и формовочный пост для его осуществления | 1991 |
|
SU1825737A1 |
| Форма для изготовления предварительно напряженных железобетонных изделий | 1991 |
|
SU1815227A1 |
| Способ формования железобетонных напорных труб из бетонных смесей | 1980 |
|
SU908606A1 |
| Способ изготовления напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU996213A1 |
| Способ формования гидропрессован-НыХ НАпОРНыХ ТРуб | 1979 |
|
SU795956A1 |
| Способ изготовления напорных труб из бетонных смесей | 1985 |
|
SU1294626A1 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Способ изготовления напорных железобетонных трубчатых изделий | 1991 |
|
SU1815228A1 |
Изобретение относится к области производства предварительно напряженных напорных железобетонных труб. Нагнетание в межстенное пространство формы бетонной смеси и ее предварительное уплотнение производят путем подачи снизу под избыточным давлением с одновременным воздействием вибрацией. 2 ил.
СПОСОБ ФОРМОВАНИЯ НАПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ, включающий установку оснащенной формы на обрезиненный сердечник, укладку бетоной смеси и межстенное пространство с предварительным вибровоздействием на нее и последующее уплотнение путем воздействия на бетонную смесь со стороны сердечника, отличающийся тем, что, с целью повышения производительности и качества изделий, нагнетание бетонной смеси в межстенное пространство производят снизу и предварительное уплотнение осуществляют за счет избыточного давления с одновременной вибрацией.
| Способ изготовления напорных железобетонных труб | 1977 |
|
SU651961A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
