Изобретение относится к измерительной технике и может быть использовано в машиностроении для контроля отклонений наружных диаметров цилиндрических тел от их номинальных значений.
Целью изобретений является повышение точности контроля наружных диаметров тел вращения.
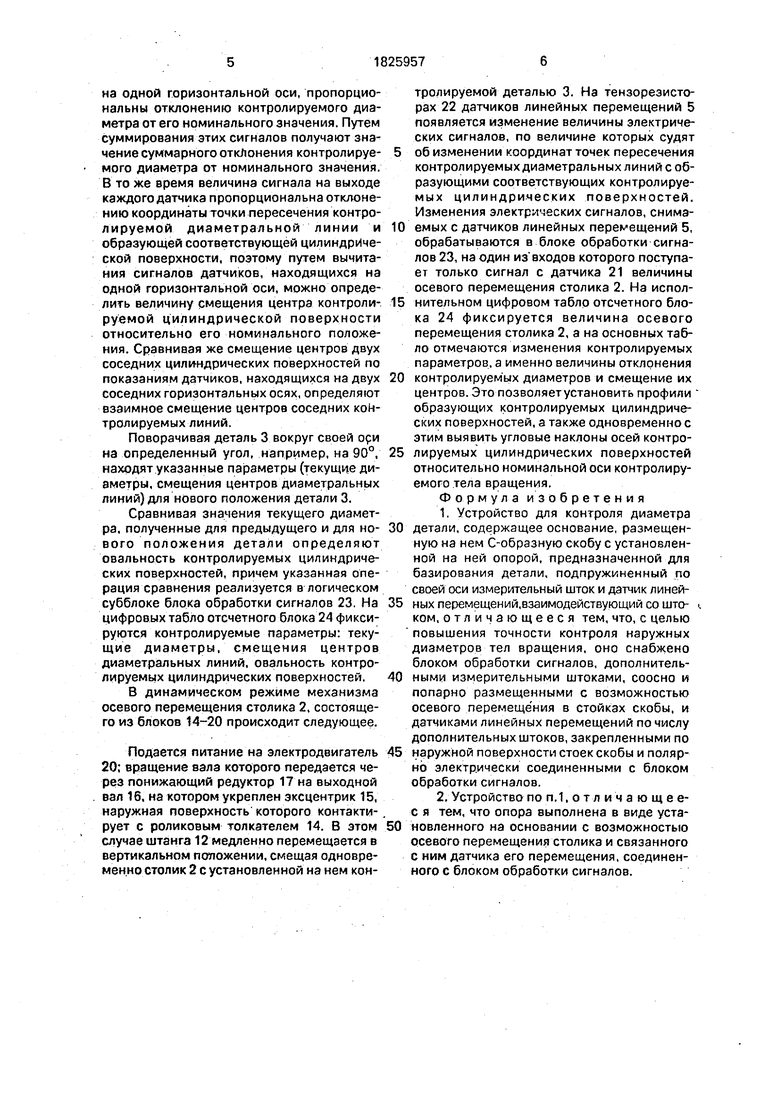
На фиг.1 представлено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - датчик линейного перемещения; на фиг.4 - электрическая структурная схема подключения датчиков, блока обработки сигналов и отсчетного блока; на фиг.5 - кинематическая принципиальная схема механизма осевого перемещения столика.
Устройство содержит установленную на основании 1 с возможностью осевого поступательного перемещения опору в виде сто- лика 2, на который устанавливается контролируемая деталь 3, измерительные штоки 4, подпружиненные датчиками ли- нейных перемещений 5. Причем пары изме- рительных штоков 4 размешаны в соосных отверстиях, расположенных в теле двух параллельно расположенных стенок скобы 6, а датчики линейных перемещений 5 установлены на наружных плоскостях параллельно расположенных стенок скоОы 6 с помощьюустановочных пластин 7 и крепежных винтов 8. На внутренних плоскостях скобы б установлены фиксирующие пластины 9, входящие а плоские пазы штоков 4, и опора 10.
В устройстве имеются также фмксирую- щие пружинные зажимы 11 и штанга 12, прикрепленная жестко с помощью фланца 13 одним концом к столику 2, а вторым концом к роликовому толкателю 14, соприкаса- ющемуся с эксцентриком 15, установленным на выходном валу 16 редуктора 17, входной вал 18 которого с помощью глухого фланцевого соединения 19 соединен с валом электродвигателя 20. Штанга 12 взаимодействует с датчиком 21 величины осевого перемещения столика 2. Датчики линейных перемещений 5 выполнены в виде закрепленной одним концом на наружных поверхностях параллельных стенок скобы 6 упругой консольной балки, второй свободный конец которой подпружинивает внутренний конец штока 4, выполненный в виде полусферы. На обеих поверхностях консольной балки, выполненной в форме пла- стинки, укреплены осесимметрично по два тензорезистора 22, каждый из которых соединен электрически с блоком обработки сигналов 23, один мз пходов которого также соединен с выходом датчика 21 осевого перемещения столика 2, выходы блока обработки сигналов 23 подключены ко входам отсчетного блока 24. Опора 10 выполнена в виде двух прямых трехгранных призм, одними гранями прилегающих к внутренней плоскости третьей стойки скобы б, а другими, расположенными под углом, контактирующих с цилиндрической поверхностью контролируемой детали 3. Опора 10 жестко прикреплена с помощью, например, винтового соединения (винты крепления условно не показаны) и стенке скобы 6. В устройстве соосные пары измерительных штоков 4 (в данной реализации устройства показаны три пары соосных штоков) установлены на параллельных стенках скобы 6 с возможностью осевого перемещения, и расстояние между их осями и поверхностью основания 1 соответствует расстоянию между соответствующим контролируемым диаметром детали 3 и ее базовым основанием, соприкасающимся с поверхностью столика 2.
Устройство работает следующим образом.
Контролируемую деталь 3 помещают на столик 2, опорная поверхность которого в исходном состоянии практически находится в одной плоскости с поверхностью основания 1. При этом измерительные штоки 4 соприкасаются с образующими контролируемых диаметров и занимают определенное положение в пространстве, оказывая силовое воздействие на консольную часть датчиков линейного перемещения 5. Поворот измерительных штокоа 4 в теле скобы 6 при этом предотвращается благодаря наличию фиксирующих пластин 9. Контролируемую деталь 3 устанавливают на столике 2 так. чтобы она входит в соприкосновение с двумя боковыми находящимися под углом гранями опоры 10, в этом случае пружинные зажимы 11 фиксируют положение контролируемой детали 3. обеспечивая надежное прилегание к столику 2 в процессе измерений. В стационарном режиме штанга 12 находится в неподвижном состоянии. измерительные штоки 4, соприкасаясь с поверхностью контролируемой детали 3, воздействуют на датчик 5 линейного перемещения, при этом в числе консольных балок датчиков 5 возникают механические напряжения, преобразуемые с помощью тензорезистороа 22 в электрические сигналы. Электрические сигналы поступают на блок обработки сигналов 23, в котором реализуется следующий алгоритм обработки сигналов. Величины электрических сигналов, снимаемых с пары датчиков, соприкасающихся со штоками, которые находятся
на одной горизонтальной оси, пропорциональны отклонению контролируемого диаметра от его номинального значения. Путем суммирования этих сигналов получают значение суммарного отклонения контролируемого диаметра от номинального значения. В то же время величина сигнала на выходе каждого датчика пропорциональна отклонению координаты точки пересечения контролируемой диаметральной линии и образующей соответствующей цилиндрической поверхности, поэтому путем вычитания сигналов датчиков, находящихся на одной горизонтальной оси, можно определить величину смещения центра контролируемой цилиндрической поверхности относительно его номинального положения. Сравнивая же смещение центров двух соседних цилиндрических поверхностей по показаниям датчиков, находящихся на двух соседних горизонтальных осях, определяют взаимное смещение центров соседних контролируемых линий.
Поворачивая деталь 3 вокруг своей оси на определенный угол, например, на 90°, находят указанные параметры (текущие диаметры, смещения центров диаметральных линий) для нового положения детали 3.
Сравнивая значения текущего диаметра, полученные для предыдущего и для нового положения детали определяют овальность контролируемых цилиндрических поверхностей, причем указанная операция сравнения реализуется в логическом субблоке блока обработки сигналов 23. На цифровых табло отсчетного блока 24 фиксируются контролируемые параметры: текущие диаметры, смещения центров диаметральных линий, овальность контролируемых цилиндрических поверхностей.
В динамическом режиме механизма осевого перемещения столика 2, состоящего из блоков 14-20 происходит следующее.
Подается питание на электродвигатель 20; вращение вала которого передается через понижающий редуктор 17 на выходной вал 16, на котором укреплен эксцентрик 15, наружная поверхность которого контактирует с роликовым толкателем 14. В этом случае штанга 12 медленно перемещается в вертикальном положении, смещая одновременно столик 2 с установленной на нем контролируемой деталью 3. На тензорезисто- рах 22 датчиков линейных перемещений 5 появляется изменение величины электрических сигналов, по величине которых судят
5 об изменении координат точек пересечения контролируемых диаметральных линий с образующими соответствующих контролируемых цилиндрических поверхностей. Изменения электрических сигналов, снима0 емых с датчиков линейных перемещений 5, обрабатываются в блоке обработки сигналов 23, на один из входов которого поступает только сигнал с датчика 21 величины осевого перемещения столика 2. На испол5 нительном цифровом табло отсчетного блока 24 фиксируется величина осевого перемещения столика 2, а на основных табло отмечаются изменения контролируемых параметров, а именно величины отклонения
0 контролируемых диаметров и смещение их центров. Это позволяет установить профили образующих контролируемых цилиндрических поверхностей, а также одновременно с этим выявить угловые наклоны осей контро5 лируемых цилиндрических поверхностей относительно номинальной оси контролируемого тела вращения.
Формула изобретения
1.Устройство для контроля диаметра 0 детали, содержащее основание, размещенную на нем С-образную скобу с установленной на ней опорой, предназначенной для базирования детали, подпружиненный по своей оси измерительный шток и датчик линей5 ных перемещений.взаимодействующий со што- .
ком, отличающееся тем, что, с целью
повышения точности контроля наружных
диаметров тел вращения, оно снабжено
блоком обработки сигналов, дополнитель0 ными измерительными штоками, соосно и попарно размещенными с возможностью осевого перемещения в стойках скобы, и датчиками линейных перемещений по числу дополнительных штоков, закрепленными по
5 наружной поверхности стоек скобы и полярно электрически соединенными с блоком обработки сигналов.
2,Устройство по п.1, от л и ч а ю щ е е- с я тем, что опора выполнена в виде уста0 новленного на основании с возможностью осевого перемещения столика и связанного с ним датчика его перемещения, соединенного с блоком обработки сигналов.
22
C Mtf) 22
I E
C Mtf) 22
I E
/
о о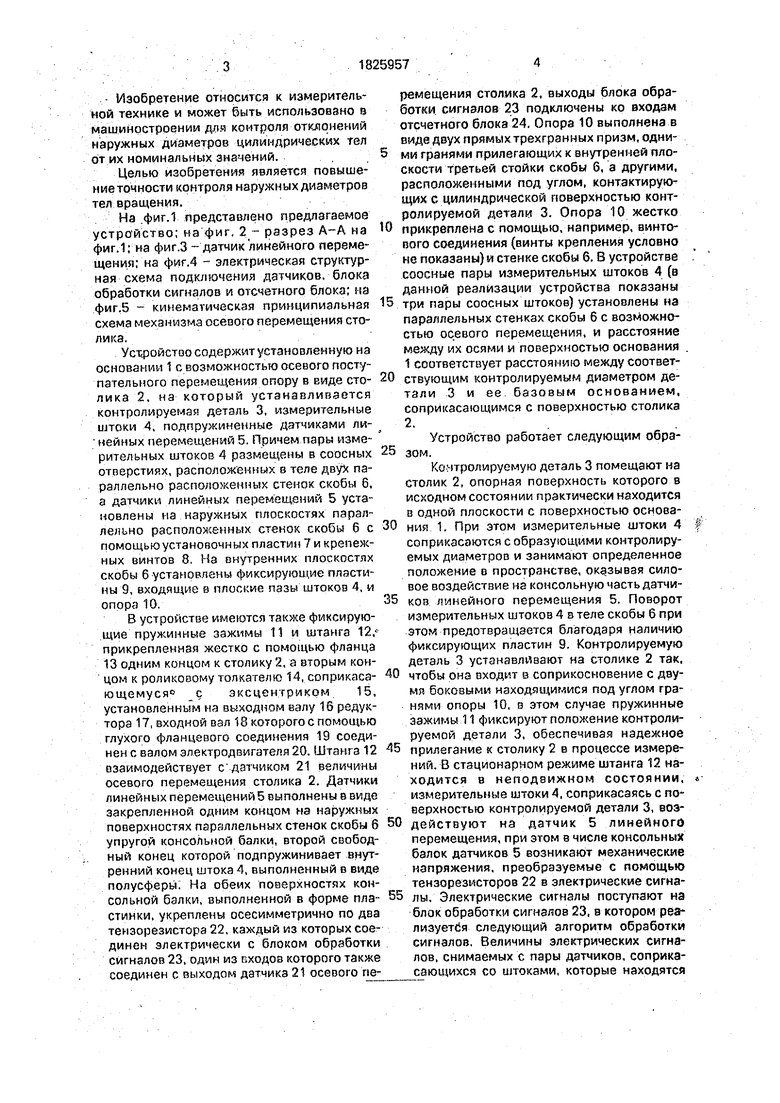
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля отклонений от прямолинейности | 1990 |
|
SU1781533A1 |
| Устройство контроля прямолинейности образующей цилиндрической детали | 1990 |
|
SU1749697A1 |
| Устройство для контроля внутреннего диаметра трубы | 1990 |
|
SU1798612A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| Устройство для контроля диаметров отверстий | 1990 |
|
SU1772614A1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ГЛУБОКИХ ОТВЕРСТИЙ | 1999 |
|
RU2179301C2 |

Цель - повышение точности контроля погружных диаметров тел вращения, Сущность изобретения: устройство содержит 6-8 основание 1, размещенную на нем С-образ- ную скобу 6 с установленной на ней опорой 10, предназначенной для базирования дета-„ ли 3, подпружиненный по своей оси измери- телькый шток 4, датчик 5 линейных перемещений, взаимодействующий со штоком 4. и снабжено блоком 23 обработки сигналов, дополнительными измерительными штоками 4, соосно и попарно размещенными с возможностью осевого перемещения в стойках скобы 6, и датчиками 5 линейных перемещений по числу дополнительных штоков 4, закрепленными на наружной поверхности стоек скобы 6. попарно электрически соединенными с блоком 23 обработки сигналов. Положительный эффект: осуществляется с высокой точностью оперативный контроль нескольких параметров цилиндрических поверхностей с разными величинами контролируемых диаметров на контролируемом теле воашения. 1 з.п. ф-лы, 5 ил. J 00 ю ел ю СП VI г fe/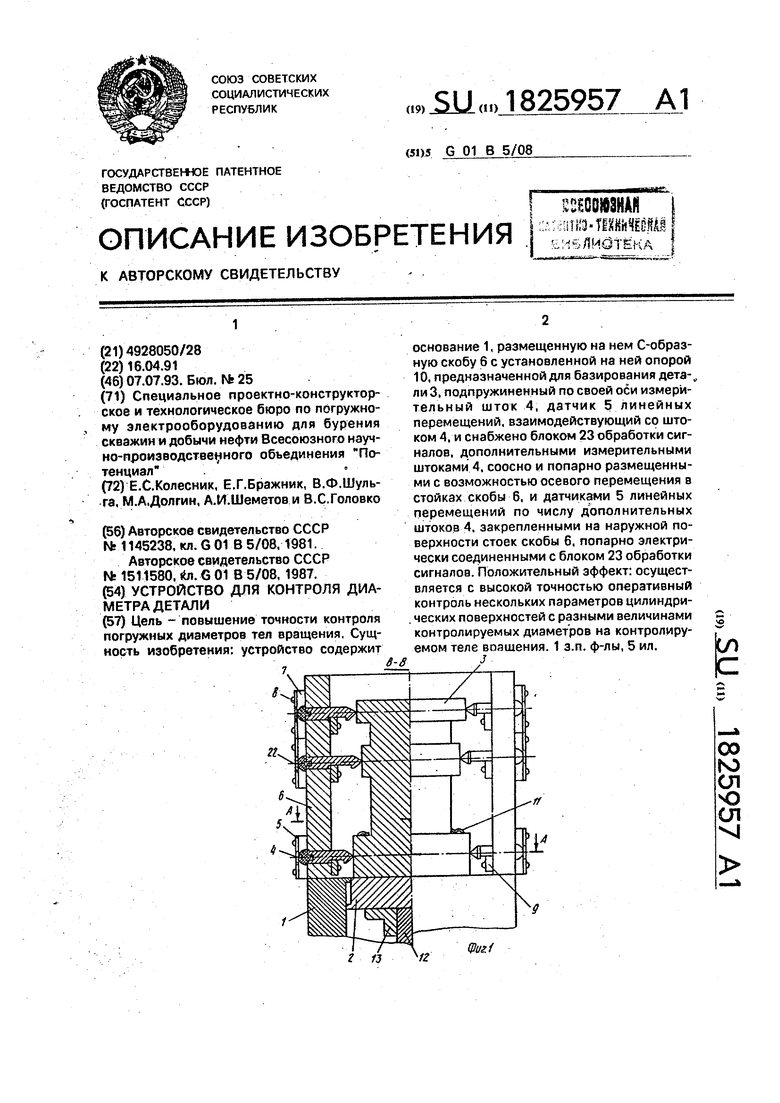
2 MU
G
о о
V-V
А969М1
| Устройство для измерения диаметров | 1981 |
|
SU1145238A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Устройство для контроля диаметра детали | 1987 |
|
SU1511580A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
