Изобретение относится к способам кор- розионно-механических испытаний высокопрочных сталей.
Цель изобретения - расширение номенклатуры контролируемых сварных соединений и повышение достоверности проводимых испытаний.
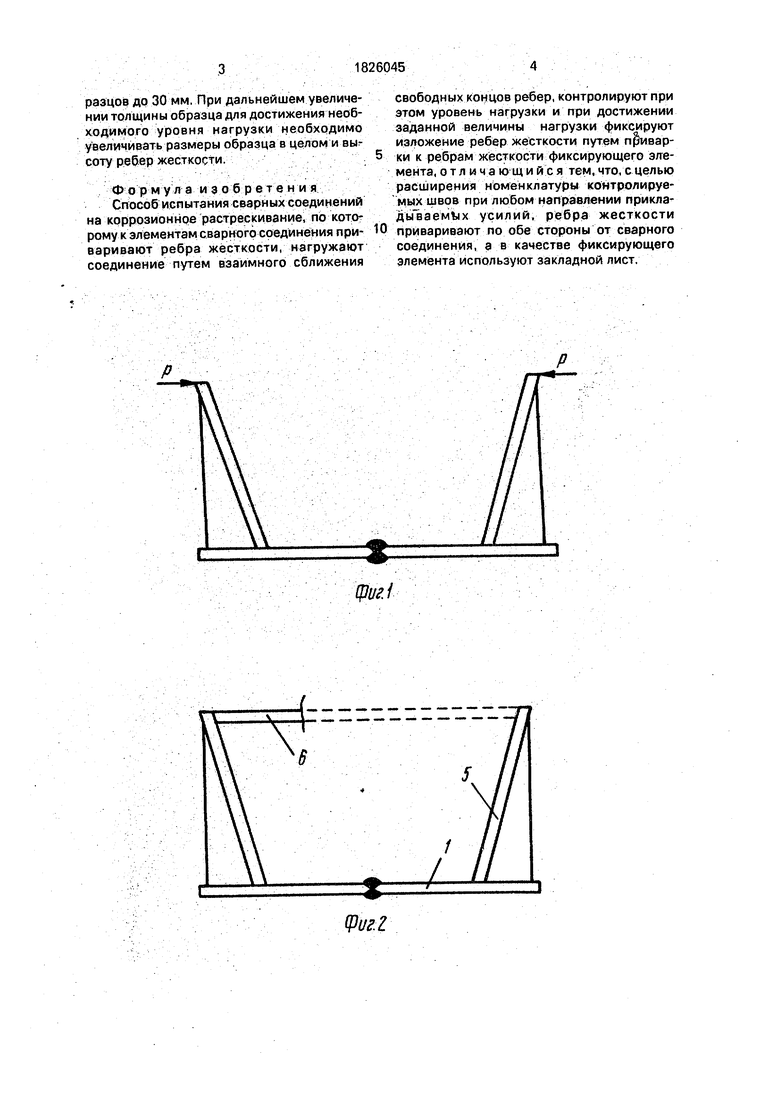
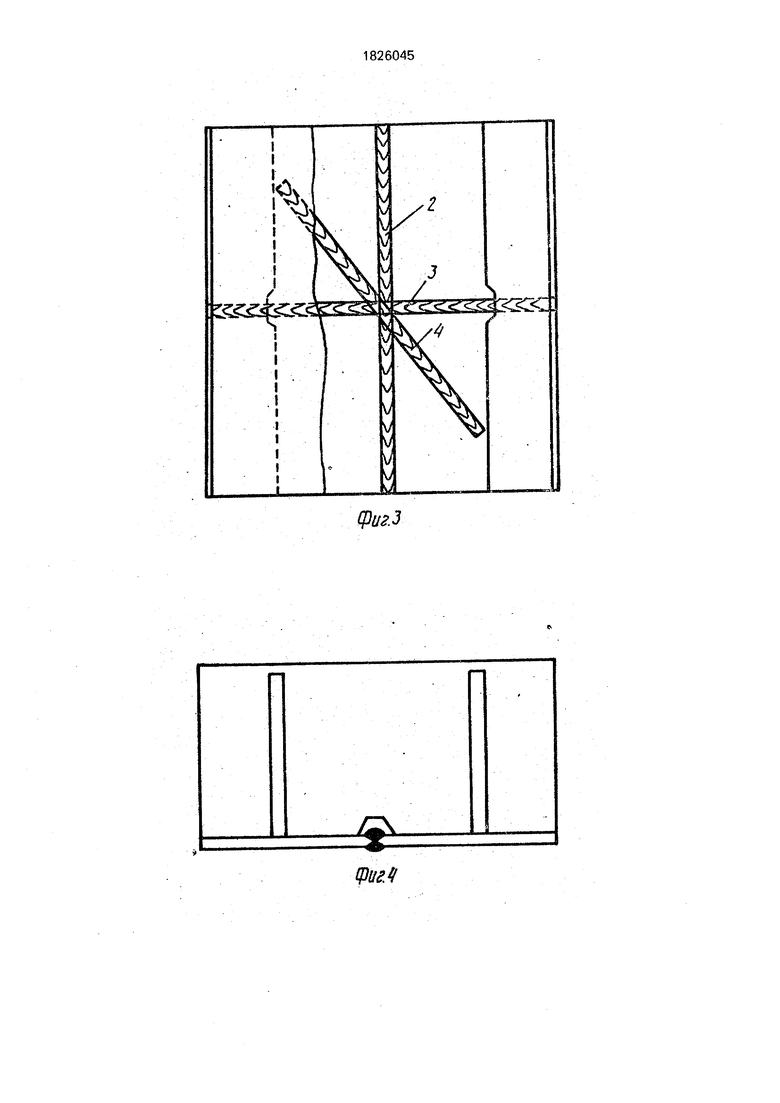
На фиг.1 изображена схема нагружения образца; на фиг.2 - образец в сборе, вид спереди; на фиг.З - то же, вид сверху; на фиг.4 - то же, вид сбоку; на фиг.5 - некоторые типы сварных узлов, которые могут быть испытаны предложенным способом.
Изобретение иллюстрируется примером. В образцу, состоящему из пластины 1 со сварными швами 2, 3 и 4 и ребрами жесткости 5, прикладывается заранее фиксированное внешнее нагружение путем сближения при помощи силовых домкратов ребер жесткости 5 до создания в исследуемой зоне сварного соединения заданного нагружения. Уровень нагружения определяется при помощи тензодатчиков, наклеенных в исследуемой зоне. При достижении необходимого уровня нагружения оно фиксируется путем размещения между ребрами жесткости соединенного с ними при помощи сварки закладного листа 6. Подготовленный образец помещается в коррозионную среду, например море, для испытания на КР. Заданный уровень нагружения в используемых образцах удается достичь при толщинах обсо ю о о
&
разцов до 30 мм. При дальнейшем увеличении толщины образца для достижения необходимого уровня нагрузки необходимо увеличивать размеры образца в целом и высоту ребер жесткости.
Формула изобретения Способ испытания сварных соединений на коррозионное растрескивание, по которому к элементам сварного соединения приваривают ребра жесткости, нагружают соединение путем взаимного сближения
свободных концов ребер, контролируют при этом уровень нагрузки и при достижении заданной величины нагрузки фиксируют изложение ребер жесткости путем прЧшар- ки к ребрам жесткости фиксирующего элемента, отличающийся тем, что, с целью расширения номенклатуры контролируемых швов при любом направлении прикладываемых усилий, ребра жесткости приваривают по обе стороны от сварного соединения, а в качестве фиксирующего элемента используют закладной лист.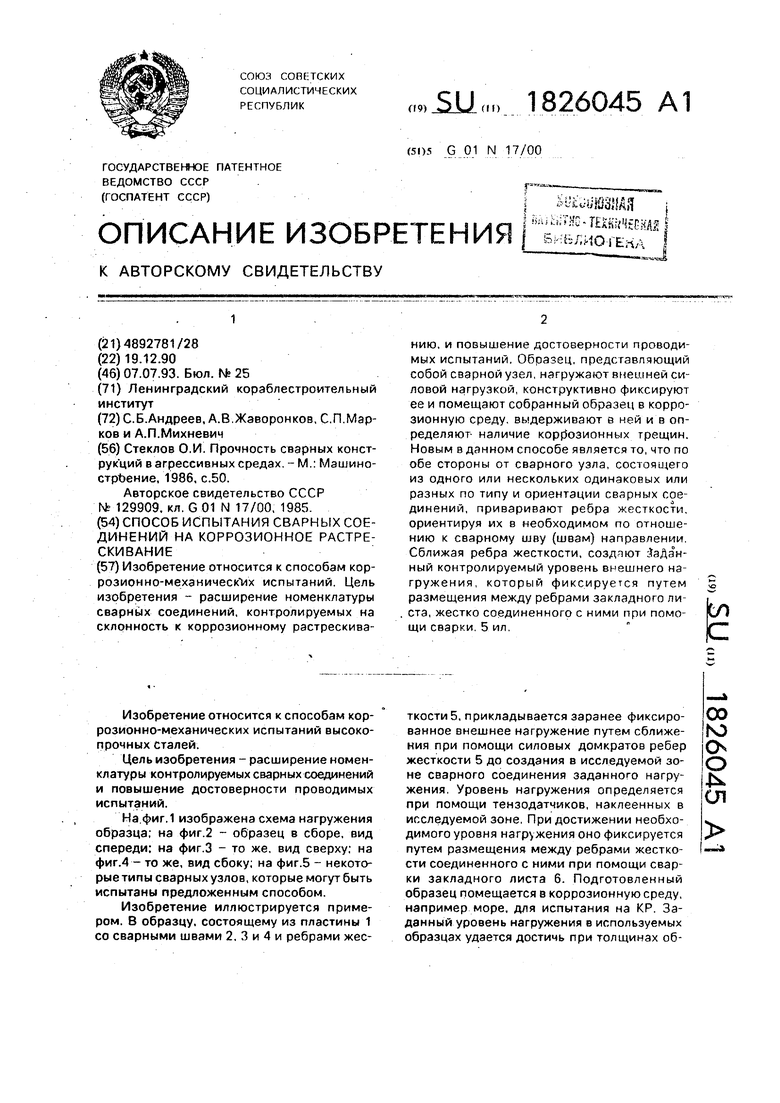
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания на коррозионное растрескивание угловых сварных соединений | 1985 |
|
SU1296909A1 |
| СПОСОБ ИСПЫТАНИЯ НА СУЛЬФИДНОЕ РАСТРЕСКИВАНИЕ МЕТАЛЛА ЭЛЕКТРОСВАРНЫХ И БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2582231C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРОГА НАПРЯЖЕНИЙ КОРРОЗИОННОГО РАСТРЕСКИВАНИЯ СТАЛИ ИЛИ СПЛАВА ПРИ ПОСТОЯННОЙ ДЕФОРМАЦИИ | 2016 |
|
RU2634800C1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЙ ОБРАЗЦОВ МЕТАЛЛА СВАРНЫХ И БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2582229C1 |
| Способ испытания материалов на коррозионное растрескивание | 1984 |
|
SU1241108A1 |
| УНИВЕРСАЛЬНЫЙ УЧЕБНО-ИССЛЕДОВАТЕЛЬСКИЙ СТЕНД ИЗУЧЕНИЯ ГЕНЕРАЦИИ И РАСПРОСТРАНЕНИЯ АКУСТИЧЕСКИХ ВОЛН В ЭЛЕМЕНТАХ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ ОТ ИМИТАТОРОВ РЕАЛЬНЫХ ИСТОЧНИКОВ АКУСТИЧЕСКОЙ ЭМИССИИ | 2015 |
|
RU2608969C1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| Усовершенствованный способ циклических испытаний полнотолщинных образцов труб магистральных трубопроводов на коррозионное растрескивание под напряжением | 2023 |
|
RU2820157C1 |
| Способ испытания трубных сталей на коррозионное растрескивание под напряжением и устройство для его осуществления | 2017 |
|
RU2666161C1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБНЫХ СТАЛЕЙ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД НАПРЯЖЕНИЕМ | 2015 |
|
RU2582911C1 |
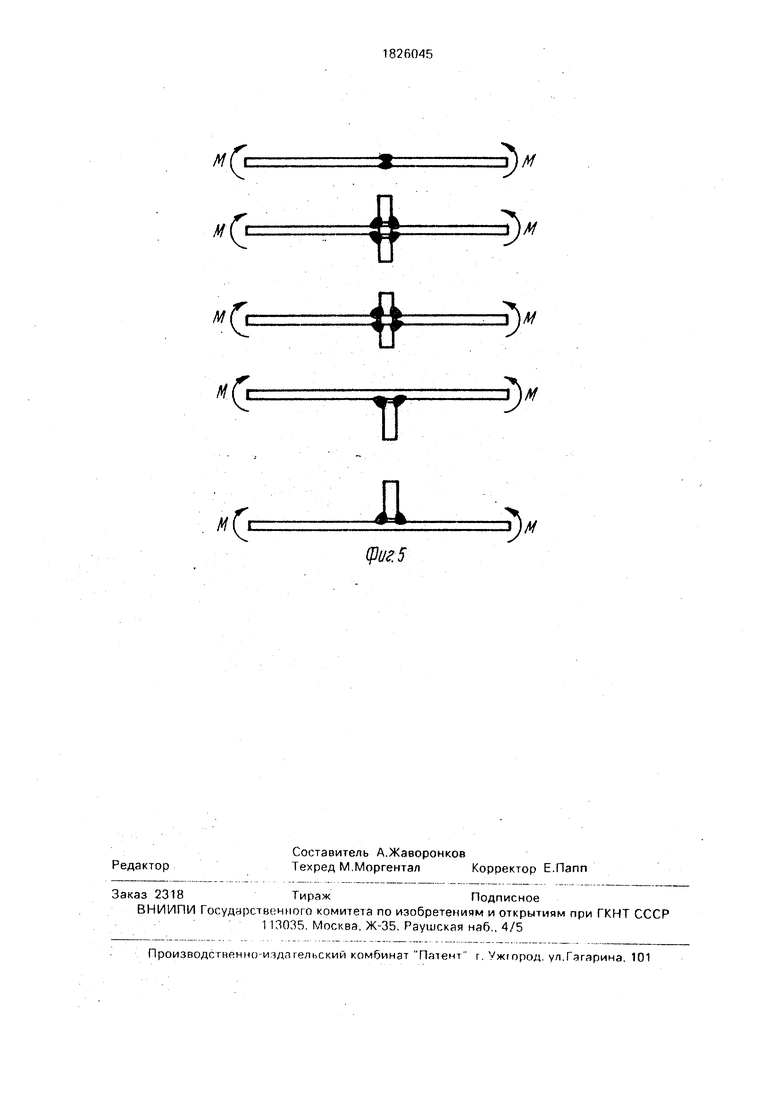
Изобретение относится к способам кор- розионно-механическ их испытаний. Цель изобретения - расширение номенклатуры сварных соединений, контролируемых на склонность к коррозионному растрескиванию, и повышение достоверности проводимых испытаний. Образец, представляющий собой сварной узел, нагружают внешней силовой нагрузкой, конструктивно фиксируют ее и помещают собранный образец в коррозионную среду, выдерживают в ней и в определяют- наличие коррозионных трещин. Новым в данном способе является то, что по обе стороны от сварного узла, состоящего из одного или нескольких одинаковых или разных по типу и ориентации сварных соединений, приваривают ребра жесткости, ориентируя их в необходимом по отношению к сварному шву (швам) направлении. Сближая ребра жесткости, создают з аДа°н- ный контролируемый уровень внешнего на- гружения, который фиксируется путем размещения между ребрами закладного листа, жестко соединенного с ними при помощи сварки.5 ил. (/ С
Фиг. г
I
%
ззкжйз
ss
ъ
фиг.З
Putt
м(t)f
с и )
Af i feиз)
)
//()
фиг 5
| Стеклов О.И | |||
| Прочность сварных конструкций в агрессивных средах | |||
| - М.: Машино- стрЪение, 1986, с.50 | |||
| Анод для хромирования поршней | 1959 |
|
SU129909A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
