Изобретение относится к телевидению, в частности касается корпусов телевизионных устройств, и может быть использовано для изготовления корпусов телевизионных приемников, радиоприемников и т.п.
Цель изобретения - устранение перечисленных недостатков и создание способа, позволяющего снизить трудоемкость процесса и себестоимость готовой продукции.
При таком выполнении способа достигается исключение трудоемкой операции наклеивания декоративного материала на остов, процесс облицовки ускоряется благодаря ее выполнению путем обтяжки без использования клея и одновременности обтяжки пластей и кромок. Использование для обтяжки гибких синтетических листовых материалов, имеющих меньшую стоимость по сравнению со шпоном,позволяет расширить сырьевую базу отделочных материалов, употребляя искусственные кожи, замшу, коленкор различных цветов и фактур, что вместе с тем позволяет разнообразить и внешний вид корпусов, повышается экологичность производства, отпадает необходимость очищения воздуха перед выпуском в атмосферу от вредных испарений растворителей синтетических смол, выделяющих пары фенола и формальдегида при облицовке наклеиванием декоративного материала.
Предлагаемый способ осуществляется следующим образом.
Листы фанеры или древесностружечных плит раскраиваются на прямоугольные пласти по раскройным картам, шлифуются для снятия шероховатостей, торцуются и калибруются.
В верхней пласти остова с двух торцов производят выборку четверти по ширине. Соединяют боковые стенки с верхней в четверть при нормальной температуре цеха клеем на основе поливинилацетатной эмульсии. Совмещением склеиваемых поверхностей придают корпусу П-образную форму и закрепляют соединения 4-мя П-обСО
00
hO
VI VI ю
N)
разными металлическими скобами. Собран- ный остов корпуса проходит выдержку при нормальной температуре, затем производят скругление угловых соединений. Гибкий облицовочный материал по шаблону рас- 5 краивают на заготовки размерами, соответ- ствующими декорируемому остову,с обеспечением необходимых припусков. В качестве облицовочного материала можно применять искусственную кожу любого цве- 10 та, винилискожу на иглопробивном полотне, замшевую ис.кожу, коленкор, ледерин и т.п. Облицовочным материалом обтягивают 11- образный остов, декорируя одновременно как пласти, так и кромки. Завернутые по 15 периметру остова припуски декоративного материала закрепляют с внутренней стороны остова П-образными металлическими скобами.
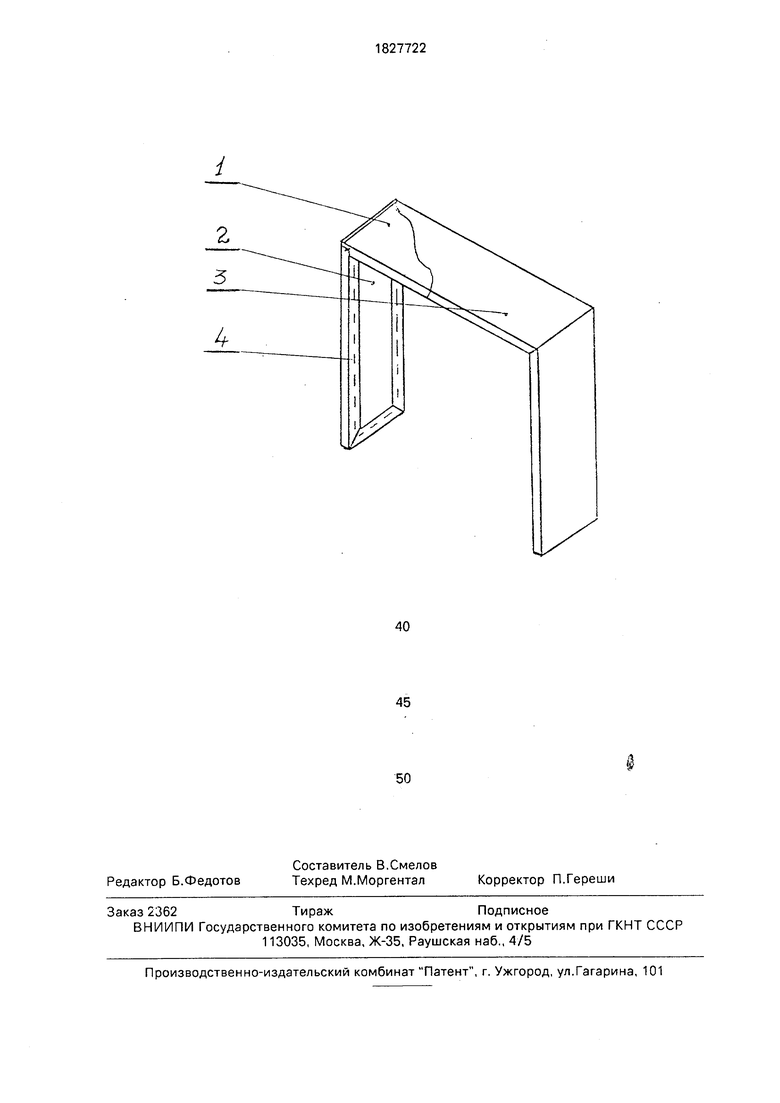
Сущность изобретения поясняется чер- 20 тежом, на котором изображен корпус телевизионного приемника, верхняя стенка которого 1 и боковая 2 обтянуты декоративным материалом 3, закрепленным с внутренней стороны металлическими скобами 4. 25
Пример. Изготавливается корпус телевизионного приемника типа 51TV312.
Листы фанеры толщиной 10 мм раскраиваются на заготовки для остова с размерами 496x140x10 мм для верхней стенки и 2 30 штуки с размерами 455x140x10 мм для боковых. Облицовочный синтетический материал раскраивается на заготовки с размерами 146x193 мм с V-образной вырезкой по углам и в местах, совпадающих с 35 углами остова корпуса. Облицовочным материалом обтягиваем предварительна собранный П-образный остов корпуса так, чтобы на внутреннюю сторону остова он заходил на 15 мм, совмещая вырезы на об- 40 лицовочном материале точно в стык по углам корпуса.
С помощью пневмопистолета П-образными металлическими скобами закрепляем облицовочный материал к внутренним сто- 5 ронам пластей остова. При обтяжке обеспечивается равномерное распределение облицовочного материала по лицевым пла50
стам стенок корпуса и по кромкам без морщин, вздутий, складок.
Общая длительность процесса изготовления одного корпуса составляет 66% от длительности процесса изготовления корпуса телевизора по существующей технологии.
Применение новой технологии сборки корпуса телевизора позволяет использовать в производстве более простое оборудование, снижает трудоемкость изготовления корпуса. Отпадает необходимость в применении сложных линий таких как линия обли- цовывания пластей и кромок, а также отделки кромок.
Себестоимость корпусов, получаемых по типовой технологии, например НПО Электрон,составляет 18 рублей 54 коп.
Себестоимость корпусов по предлагаемой технологии составляет 11 рублей 64 коп. Разница составляет 6 рублей 90 коп.
При годовом выпуске корпусов 100 тыс. штук. Экономия составит 6-90 х 100000 670 тыс. руб.
Изготовленный таким образом корпус соединяют с основанием одним из известных способов.
Предлагаемый способ подготовлен к промышленному внедрению в отрасли, разработаны технологическая документация и опытные образцы.
Формула изобретения
Способ изготовления корпуса телевизионного приемника, включающий сборку П- образного остова из прямоугольных пластей из жесткого материала и облицовку пластей остова и кромок декоративным материалом, отличающийся тем, что, с целью снижения трудоемкости процесса сборки и себестоимости готовой продукции, облицовку проводят после сборки П-образ- ного остова, при этом пласти и кромки остова облицовывают одновременно посредством обтяжки декоративным материалом, в качестве которого используют гибкий листовой материал, при этом при обтяжке закрепляют завернутые по периметру остова припуски декоративного материала с внутренней стороны остова.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УГЛОВОГО СОЕДИНЕНИЯ ПАНЕЛЕЙ | 2010 |
|
RU2416514C1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
| Блок несъемной опалубки с декоративной фасадной панелью | 2023 |
|
RU2800972C1 |
| Декорированный погонаж многослойной панели и способ ее изготовления | 2017 |
|
RU2664369C1 |
| Способ изготовления облицовочной панели из упрочненной древесины | 2020 |
|
RU2754909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2004 |
|
RU2261640C1 |
| Способ изготовления рулонного облицовочного материала | 1986 |
|
SU1475785A1 |
| ПАНЕЛЬ ОБЛИЦОВОЧНАЯ | 2021 |
|
RU2762660C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ | 2007 |
|
RU2345691C1 |
| УСТРОЙСТВО ДЛЯ ОБТЯЖКИ ОБЛИЦОВОЧНЫМ МАТЕРИАЛОМ ДЕТАЛЕЙ МЕБЕЛИ | 1973 |
|
SU406796A1 |
Использование: для изготовления корпусов телевизионных приемников, мониторов и т.п. Сущность изобретения: за счет проведения облицовки П-образного остова после его сборки, а также благодаря одновременной облицовке пластей и кромок остова, проведения облицовки остова посредством обтяжки декоративным материалом, в качестве которого используют гибкий листовой материал, например искусственную кожу, и закрепления завернутых по периметру остова припусков декоративного материала с внутренней стороны остова, обеспечивается снижение трудоемкости процесса сборки и себестоимости готовой продукции. 1 ил.
| Способ количественного анализа 3-нитро-1,2,4-триазола | 1986 |
|
SU1383200A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
