Изобретение относится к листовой штамповке, в частности к магнитно-импульсной штамповке эластичной средой, и может быть использовано для изготовления деталей из листового материала.
Цель изобретения - повышение производительности способа и снижение металлоемкости устройства, реализующего способ.
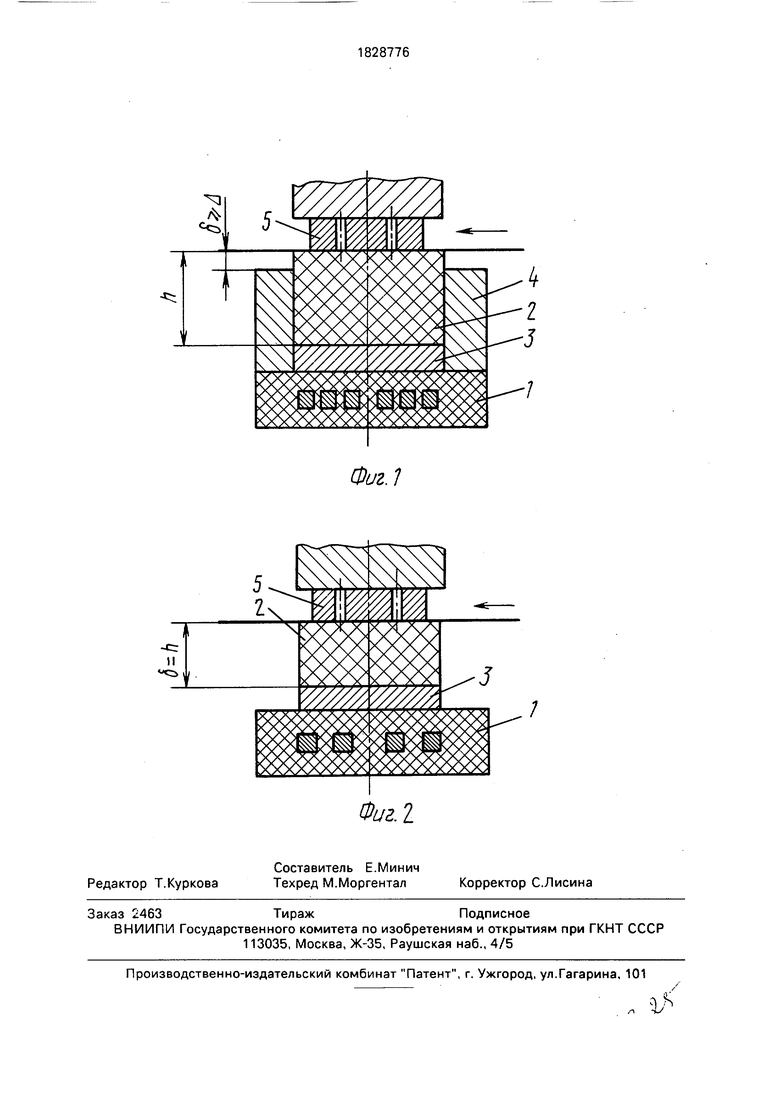
На фиг.1 и 2 показаны варианты устройства, реализующего способ.
На фиг.1 и 2 приняты следующие обозначения: 1 - индуктор, 2 - эластичная матрица; 3, 4 - жесткие недеформируемые элементы - метаемая пластина 3 и контейнер 4. Листовой материал показан зачерненным.
Сущность способа заключается в следующем. Энергию импульсного магнитного
поля выбирают в зависимости от индуктивности индуктора, высоты эластичной матрицы, а также от высоты, на которую выступает рабочая поверхность эластичной матрицы над ближайшей со стороны индуктора параллельной ей поверхностью жесткого недеформируемого элемента Эта высота д выбирается не меньшей величины остаточной деформации эластичной матрицы А при максимальной нагрузке и не большей высоты эластичной матрицы h. Энергия импульсного магнитного поля Е, индуктивность индуктора , высота эластичной матрицы h и ее выступающей части д функционально связаны между собой.
Выполнены эластичной матрицы, выступающей из жесткого недеформируемого элемента - контейнера, позволяет при pea00,N iOO
VI VJ о
лизации способа открыть рабочую зону эластичной матрицы и подавать в нее полосу или ленту с помощью средств механизации, или полностью автоматизировать процесс. Осуществление способа возможно за счет повышения скорости обработки, которая тем выше, чем меньше высота эластичной матрицы и индуктивность индуктора и больше энергия импульсного магнитного поля. Предпочтительно повышение скорости обработки (деформации) за счет выбора минимальной высоты эластичной матрицы, величина которой в пределах 10... 15 мм для магнитно-импульсных установок, имеющих собственную частоту разрядного контура 20 ... 150 кГц, является оптимальной. Дальнейшее снижение высоты эластичной матрицы, а также уменьшение индуктивности индуктора за счет уменьшения количества его витков до n 1...4 приводит к увеличению потребной энергии импульсного магнитного поля Е. При этом наименьшие затраты энергии обеспечиваются схемой штамповки на фиг.1 при б Д где величина остаточной деформации выбирается в пределах (2 ... 4)% от величины деформации эластичной матрицы при максимальной нагрузке.
Пример.
Штамповали на магнитно-импульсной установке МИУ-20 прокладки из бронзы БрБ2 толщиной 0,2 мм и минимальными отверстиями диаметром 4 мм. После накопления энергии в зарядном устройстве МИУ-20 осуществляли разряд на индуктор 1. Вокруг последнего возникающее электромагнитное поле индуцировало электрические токи в метаемой пластине 4. Метаемая пластина 4, отталкиваясь от индуктора 1, сжимала эластичную среду со скоростью, определяемой параметрами установки, устройства и режимом. Далее энергия сжатия эластичной матрицы 2 передавалась листовой заготовке, взаимодействующей с рабочим инструментом 5, и производилась вырезка по контуру заготовки и пробивка отверстий в
нем. Затем после продвижения полосы или ленты в направлении, показанном стрелкой, цикл повторялся.
Конструктивно-технологические пара- метры даны в таблице.
Из приведенного примера видно, что осуществление способа на низкочастотных МИУ приводит к некоторым дополнительным потерям энергии. Однако эти потери энергии будут минимальными при д «Аи при штамповке на МИУ с высокой собственной частотой разрядного контура, превышающей 150 кГц. Предлагаемый способ обеспечивает повышение производительности за счет того, что отпала необходимость укладки и выемки заготовки из контейнера вручную. При исключении контейнера из устройства при д h снижается металлоемкость и трудоемкость изготовления последнего.
Формула изобретения Способ магнитно-импульсной штамповки листового материала с помощью индуктора и жестких недеформируемых элементов, заключающийся в размещении листовой заготовки на рабочей поверхности эластичной матрицы и последующим деформировании заготовки энергией импульсного магнитного поля индуктора, величину которой выбирают в зависимости от индуктивности индуктора и высоты эластичной матрицы, отличающийся тем, что, с целью повышения производительности способа и снижения металлоемкости устройства для осуществления способа, энергию импульсного магнитного поля индуктора выбирают дополнительно в зависимости от высоты, на которую выступает рабочая поверхность эластичной матрицы над ближайшей со стороны индуктора параллельно ей поверхностью жесткого недеформируемого элемента, а величину указанной высоты выбирают не меньшей величины остаточной
деформации эластичной матрицы при максимальной нагрузке и не большей высоты эластичной матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
| Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью | 2021 |
|
RU2764044C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691013C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2692005C1 |
| Способ изготовления полых осесимметричных тонкостенных деталей из алюминия | 1990 |
|
SU1738433A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОИЗМЕНЕНИЯ ОБОЛОЧКИ ТИПА "СТАКАН" МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКОЙ | 2020 |
|
RU2743270C1 |
Использование: обработка металлов давлением импульсным магнитным полем эластичной средой. Сущность изобретения: листовую заготовку размещают на рабочей поверхности эластичной матрицы устройства, содержащего также индуктор и жесткие недеформируемые элементы - контейнер и метаемую пластину и деформируют заготовку энергией импульсного магнитного поля, величину которой выбирают в зависимости от индуктивности индуктора высоты эластичной матрицы и высоты, на которую выступает эластичная матрица над контейнером или метаемой пластиной при отсутствии контейнера. Определенный выбор конструктивно-технологических параметров позволяет за счет волнового механизма передачи энергии заготовке и рабочему инструменту выполнить рабочую зону эластичной матрицы, открытой для продвижения по ней полосы или ленты, и в результате механизировать или автоматизировать процесс. 2 ил. 1 табл (/
Фиг.1
1
| Степанов В.Г | |||
| и Шавров И.А | |||
| Высокоэнергетические импульсные методы обработки металлов | |||
| Л.: Машиностроение, 1975, с.82 - 84, рис.47. |
