Изобретение относится к пайке, в частности к флюсам для пайки металлических конструкций среднеплавкими припоями на медной основе.
Целью изобретения является улучшение технологических свойств паяных соединений и улучшение диапазона флюсующего действия.
Поставленная цель достигается тем, что флюс для пайки среднеплавкими припоями на медной основе, состоящий из борной кислоты, карбоната калия и фторсодержа- щего компонента, дополнительно содержит двуокись кремния, а в качестве фторсодер- жащего компонента используется фтористый натрий при следующем составе, мас.%:
Борная кислота60...75
Фтористый натрий7...10
Карбонат калия13...22
Двуокись кремния5...8
Для снижения вязкости боратов и мета- боратов, образующихся в результате взаимодействия борной кислоты с окислами основного металла и припоя в шлак вводится фтористый натрий и карбонат калия, а для повышения максимальной температуры активного действия флюса - двуокись кремния. Опытами установлено, что наилучшие свойства шлаковой системы возможны только при определенном соотношении указанных компонентов, вводимых в основу флюса. Оно соответствует: 2NaF.K2C03 4 SiOa1
или на одну часть суммарного содержания фтористого натрия и карбоната калия следует использовать четыре части двуокиси кремния
Предел растворимости фтористого натрия в рассматриваемой системе находится в пределах, не превышающих 10%. При большем содержании фтористого натрия, он выпадает в осадок. На поверхности за кристаллизовавшегося флюса образуется
0)
ел С
со ю со V ю о
прочная корка белого цвета с температурой плавления более 900°С. Отсюда максимальное содержание фтористого натрия в предлагаемой системе будет соответствовать 10%.
Минимальное содержание фтористого натрия определено исследованиями по растеканию бессеребряных припоев под опытными флюсами. Оно соответствует 7%. При меньших количествах фтористого натрия ухудшаются флюсующие свойства шлака. Поверхность припоев становится бугристой, а площадь растекания уменьшается.
Наибольшее содержание карбоната калия установлено по появлению пористости в паяных швах из-за избыточного выделения С02 при термическом разложении компонента. Указанное количество соответствует 22%. Наименьшее содержание карбоната калия определено тем, что при снижении его содержания в предлагаемом флюсе ниже 13%, ухудшаются технологические свойства расплавленного шлака, в частности, повышается вязкость.
Исходя из. формулы I и принимая во внимание установленные количества фтористого натрия и карбоната калия, определяются пределы содержания двуокиси кремния (SlOa):
10-f22
Si02max Si02mln
4 7 + 13
% ; ---5 %
Основа флюса - борная кислота - определяется как разность
100% - SNaF, К2СОз, SI02 и для заявляемого флюса будет находиться в пределах от 60 до 75%. Исследовалась вязкость разработанного флюса. На рис. 1 представлены кривые изменения коэффициента внутреннего трения / (паскаль. сек.) от температуры при печном нагреве. Кривая 1 показывает изменение вязкости прототипа, кривая 2 - предлагаемой шлаковой системы. Практика показывает, что оптимальные значения t) для паяльных флюсов должны находиться в пределах t,2...0,4 Па-с. Отсюда, сопоставляя кривые 1 и 2, следует, что предлагаемый нами флюс начинает работать примерно от 780°С, тогда, как прототип при этой температуре уже сокращает свое активное действие, темнеет и становится рыхлым.
Для оценки опытных флюсов использовалась стандартная методика исследования на растекание. При этом в качестве основы применялся бессеребряный припой марки ПАН-12 на медно-олооянной основе с температурой полного расплавления 810°С, а также промышленный серебряный припой марки ПСр 40.
Опыты по растеканию проводились на
стальных подложках размером 40х 40 х2 мм в муфельной печи с регулируемым нагревом. Для каждого состава флюса использовалось не менее 6-ти образцов. Оценка качества флюса производилась по величине
площади растекания припоя и внешнему виду закристаллизовавшегося шлака, прочности сцепления с подложкой и т.п.
Отобранные флюсы использовались для печной пайки стальных, латунных и медных
образцов, нагреваемых в печи без какой-либо защитной атмосферы. Принимались во внимание внешний вид галтелей, результаты испытаний на прочность и данные анализа изломов.
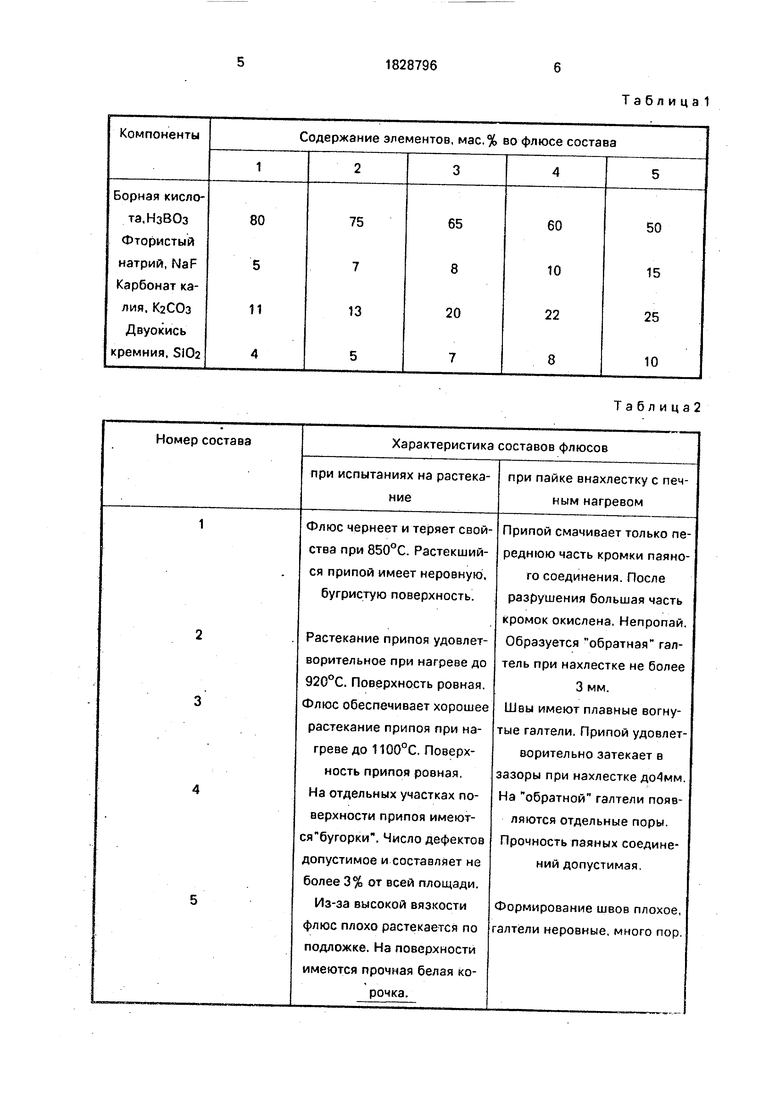
в табл. 1 приведены составы пяти исследованных флюсов. При этом составы 2, 3 и 4 входят в пределы заявляемого флюса, составы 1 и 5 содержат соответственно меньшее и большее количество компонентов, указанных в формуле предлагаемого изобретения.
В табл. 2 представлены результаты испытаний флюсов, указанных выше пяти составов. Наилучшими качествами обладает
флюс усредненного состава (1st 3). Он и при температуре 1100°С имеет хорошие флюсующие свойства, что позволяет использовать его для печной пайки.
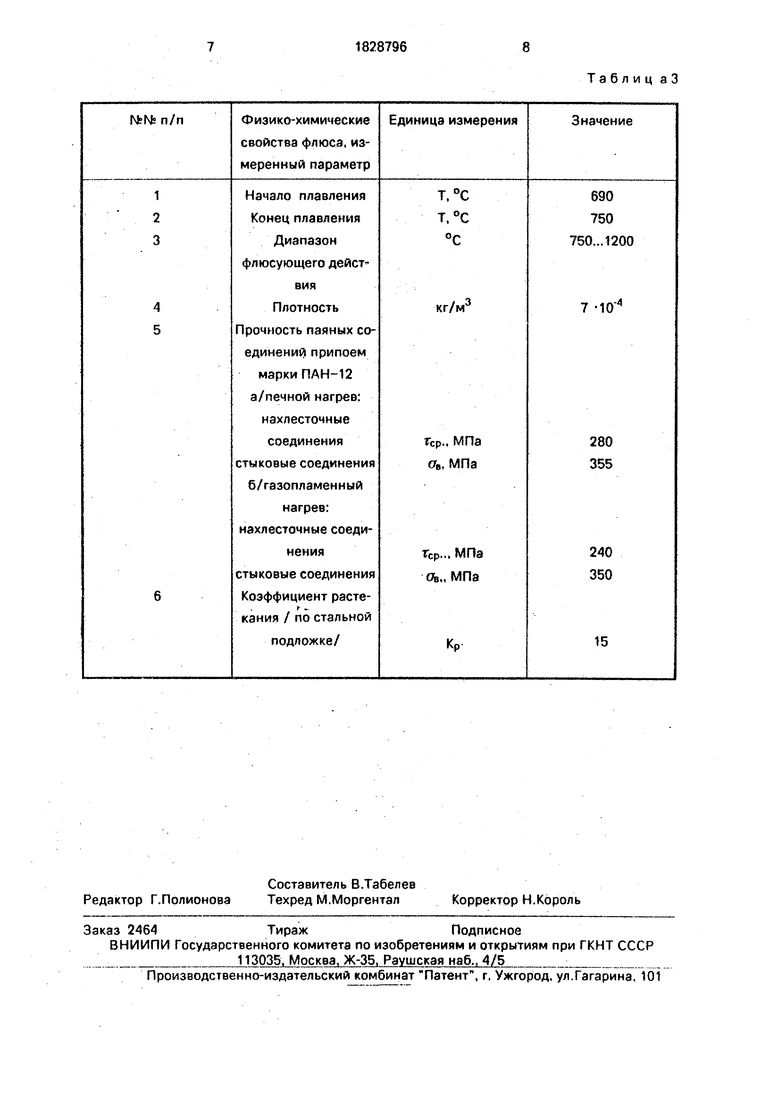
Составы флюсов 2 и 4 вполне доступны с точки зрения качества паяных соединений, что говорит о правильности выбора пределов содержания компонентов. Следует отметить, что предлагаемый флюс показал хорошие результаты при индукционном и газовом нагреве, о чем свидетельствуют данные в табл. 3.
Формула изобретения Флюс для пайки металлических конст- рукций, содержащий борную кислоту, карбонат калия и фторсодержащий компонент, отличающийся тем, что, с целью улучшения технологических свойств паяных соединений и увеличения диапазона флюсу- ющего действия, он дополнительно содержит двуокись кремния, а в качестве фторсодержащего компонента фтористый натрий при следующем соотношении, мас.%:
Борная кислота60-75
Карбонат калия13-22
Фтористый натрий7-10
Двуокись кремния5-8.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для пайки меди и ее сплавов | 1988 |
|
SU1563936A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
| Флюс для пайки сталей | 1990 |
|
SU1706820A1 |
| Флюс для пайки легированных сталей и сплавов | 1980 |
|
SU937119A1 |
| Флюс для пайки меди и ее сплавов | 1981 |
|
SU958064A1 |
| Флюс для пайки | 1978 |
|
SU719839A1 |
| Флюс для пайки чугуна | 1987 |
|
SU1423331A1 |
| Флюс для пайки чугуна | 1987 |
|
SU1466900A1 |
| Флюс для пайки разнородных металлов | 1987 |
|
SU1449294A1 |
| ФЛЮС ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ ТВЕРДЫХ СПЛАВОВ ПРИПОЯМИ НА ОСНОВЕ МЕДИ | 2007 |
|
RU2346798C2 |
Использование: флюс предназначен для пайки изделий из стали и разнородных материалов среднеплавкими припоями на медной основе при больших выдержках и температуре нагрева до 1100°С, преимущественно при печной пайке. Сущность изобретения: флюс содержит компоненты в следующем соотношении, мас.%: борная кислота 60 ... 75, карбонат калия 13 ... 22. фтористый натрий 7 ...10. двуокись кремния 5 ... 8. 3 табл.
Номер состава
при испытаниях на растекание
Флюс чернеет и теряет свойства при 850°С. Растекшийся припой имеет неровную, бугристую поверхность.
Растекание припоя удовлетворительное при нагреве до 920°С. Поверхность ровная. Флюс обеспечивает хорошее растекание припоя при нагреве до 1100°С. Поверхность припоя ровная. На отдельных участках поверхности припоя имеют- ся бугорки. Число дефектов допустимое и составляет не более 3% от всей площади.
Из-за высокой вязкости флюс плохо растекается по подложке. На поверхности имеются прочная белая корочка.
Таблица2
Характеристика составов флюсов
при пайке внахлестку с печным нагревом
Припой смачивает только переднюю часть кромки паяного соединения. После разрушения большая часть кромок окислена. Непропай. Образуется обратная галтель при нахлестке не более
3 мм.
Швы имеют плавные вогнутые галтели. Припой удовлетворительно затекает в зазоры при нахлестке до4мм. На обратной галтели появляются отдельные поры. Прочность паяных соединений допустимая.
Формирование швов плохое, галтели неровные, много пор.
Таблиц а 3
| Лашко С.В., Лашко Н.Ф | |||
| Пайка металлов | |||
| М.: Машиностроение, 1988, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Петрунин И.Е | |||
| Справочник по пайке | |||
| М.: - Машиностроение, 1984, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Хряпин В.Е., Лакедемонский А.В | |||
| Справочник паяльщика | |||
| М., Машиностроение, 1974, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
