(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разрезки ленточных витых магнитопроводов | 1987 |
|
SU1515214A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ТОРЦОВ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1992 |
|
RU2050614C1 |
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| Многостержневой магнитопровод | 1982 |
|
SU1051595A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU930403A1 |
| Устройство для фиксации витого ленточного магнитопровода | 1990 |
|
SU1760570A1 |
| Способ резки сердечника ленточного магнитопровода | 2019 |
|
RU2711459C1 |

Назначение: относится к технологии изготовления витых магнитопроводов и может быть использовано в электротехнической, радиотехнической и приборостроительной промышленности. Сущность изобретения: за счет клиновых поверхностей полуколец производят их смещение в плоскости, параллельной поверхностям реза. Зазор в стержнях магнитопровода выбирается полностью, а изменяется только величина смещения стыкуемых поверхностей реза относительно одна другой. Изобретение позволяет повысить качество ленточных витых магнитопроводов и уменьшить ток холостого хода индукционных аппаратов путем исключения зазоров между плоскостями в стыке магнитопровода. 3 ил.
Изобретение относится к электротехнике, а именно: к технологии изготовления ви- тых магнитопроводов и может быть использовано в электротехнической,радиотехнической и приборостроительной промышленности.
Цель изобретения - повышение качества изготовления магнитопровода при разрезке стержней режущими инструментами за счет исключения зазоров между плоскостями стыка полуколец.
При выполнении реза стержня под углом к боковой поверхности магнитопровода при любом перепаде толщин рабочих плоскостей режущих инструментов и любом угле наклона стыкуемых поверхностей (даже если углы различны на обоих стержнях) зазор в месте стыка выбирается полностью и изменяться будет только величина смещения стыкуемых плоскостей относительно
друг друга. Причем величина смещения стыкуемых плоскостей сравнительно мала и не ухудшает электрических характеристик магнитопровода, т.к. само выполнение реза стержня под углом привело к увеличению площади стыкуемых плоскостей, и на единицу площади стыка приходится меньший магнитный поток.
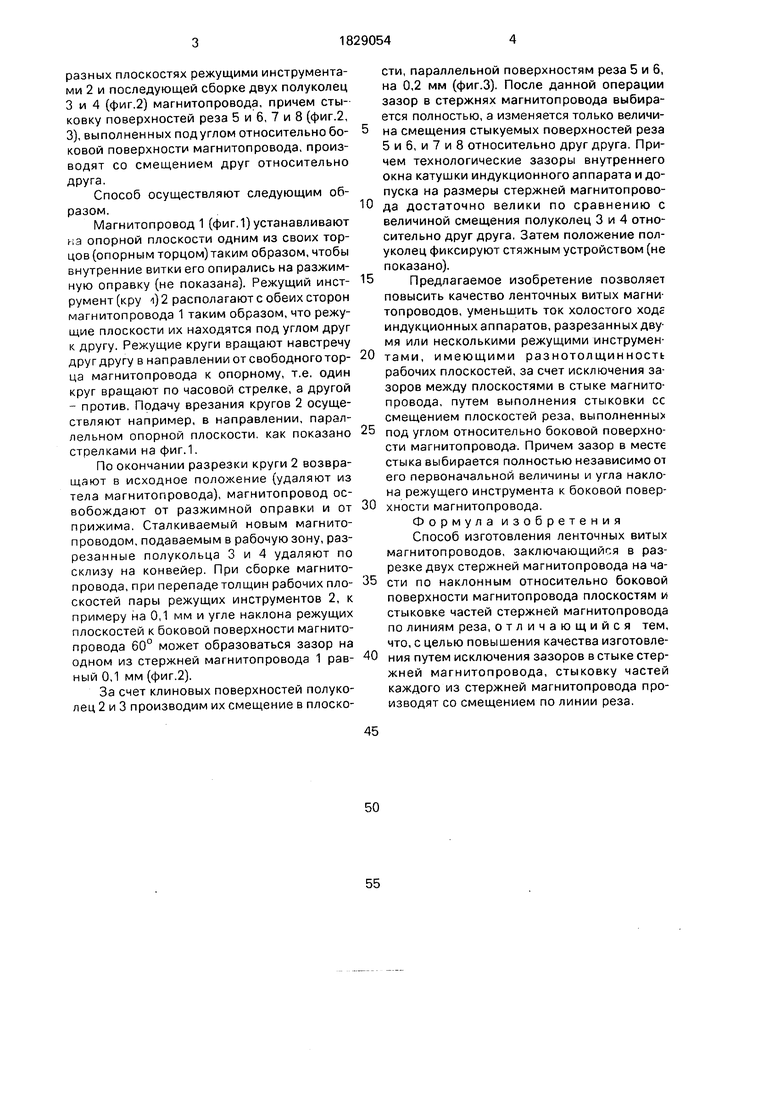
На фиг.1 представлена схема расположения режущего инструмента (кругов) при разрезке магнитопровода; на фиг.2 - первоначальное положение магнитопровода при сборке в случае перепада толщин пары режущего инструмента: на фиг.З - окончательное положение полуколец магнитопровода при его сборке.
Способ изготовления ленточных витых магнитопроводов заключается в одновременной разрезке двух стержней магнитопровода 1 (фиг.1) двумя расположенными в
00
го ю о ел
разных плоскостях режущими инструментами 2 и последующей сборке двух полуколец 3 и 4 (фиг.2) магнитопровода, причем стыковку поверхностей реза 5 и 6, 7 и 8 (фиг.2, 3), выполненных под углом относительно боковой поверхности магнитопровода, производят со смещением друг относительно друга.
Способ осуществляют следующим образом.
Магнитопровод 1 (фиг. 1) уста на вливают на опорной плоскости одним из своих торцов (опорным торцом) таким образом, чтобы внутренние витки его опирались на разжимную оправку (не показана). Режущий инструмент (кру i) 2 располагают с обеих сторон магнитопровода 1 таким образом, что режущие плоскости их находятся под углом друг к другу. Режущие круги вращают навстречу друг другу в направлении от свободноготорца магнитопровода к опорному, т.е. один круг вращают по часовой стрелке, а другой - против. Подачу врезания кругов 2 осуществляют например, в направлении, параллельном опорной плоскости, как показано стрелками на фиг.1.
По окончании разрезки круги 2 возвращают в исходное положение (удаляют из тела магнитопровода), магнитопровод освобождают от разжимной оправки и от прижима. Сталкиваемый новым магнито- проводом, подаваемым в рабочую зону, разрезанные полукольца 3 и 4 удаляют по склизу на конвейер. При сборке магнитопровода, при перепаде толщин рабочих плоскостей пары режущих инструментов 2, к примеру на 0,1 мм и угле наклона режущих плоскостей к боковой поверхности магнитопровода 60° может образоваться зазор на одном из стержней магнитопровода 1 равный 0,1 мм (фиг.2).
За счет клиновых поверхностей полуколец 2 и 3 производим их смещение в плоскости, параллельной поверхностям реза 5 и 6, на 0,2 мм (фиг.З). После данной операции зазор в стержнях магнитопровода выбирается полностью, а изменяется только величина смещения стыкуемых поверхностей реза 5 и 6, и 7 и 8 относительно друг друга. Причем технологические зазоры внутреннего окна катушки индукционного аппарата и допуска на размеры стержней магнитопровода достаточно велики по сравнению с величиной смещения полуколец 3 и 4 относительно друг друга, Затем положение полуколец фиксируют стяжным устройством (не показано).
Предлагаемое изобретение позволяет повысить качество ленточных витых магни- топроводов, уменьшить ток холостого ходе индукционных аппаратов, разрезанных двумя или несколькими режущими инструментами, имеющими разнотолщинность рабочих плоскостей, за счет исключения зазоров между плоскостями в стыке магнитопровода, путем выполнения стыковки ее смещением плоскостей реза, выполненных
под углом относительно боковой поверхности магнитопровода. Причем зазор в месте стыка выбирается полностью независимо от его первоначальной величины и угла наклона режущего инструмента к боковой поверхности магнитопровода.
Формула изобретения Способ изготовления ленточных витых магнитопроводов, заключающийся в разрезке двух стержней магнитопровода на части по наклонным относительно боковой поверхности магнитопровода плоскостям и стыковке частей стержней магнитопровода по линиям реза, отличающийся тем, что, с целью повышения качества изготовления путем исключения зазоров в стыке стержней магнитопровода, стыковку частей каждого из стержней магнитопровода производят со смещением по линии реза.
/
л
фиг.1
/
7
| Магнитопровод | 1978 |
|
SU746752A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
