Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и может быть использовано в электротехнической и радиотехнической промышленности.
Известно устройство для снятия заусенцев (авт.св. СССР N 1363314, кл. H 01 F 41/02, 1988), выполненное в виде кольцевой ванны с ферромагнитным порошком, установленной в корпусе с возможностью вращения и снабженной электромагнитами, и механизмов подачи и зажима полуколец магнитопровода.
Недостатком данного устройства является то, что механической обработке ферромагнитным порошком подвергаются не только боковые грани торцов полуколец магнитопроводов, но и сами торцы, что ухудшает их плоскостность, а значит, электромагнитные параметры магнитопровода, т.е. его качество.
Известны устройства для удаления заусенцев, главной особенностью конструкции которых является использование в качестве инструмента гибких абразивных кругов (например, Machinery and Eguipment, 1989, 21, N 110, с. 24-27).
Эти устройства используют адаптивные свойства этих кругов (гибкость) при удалении заусенцев с деталей, но при этом им присущи следующие недостатки низкая стойкость и высокая стоимость гибких кругов, трудность регулировки усилий прижима, а значит, и размера фасок, образующихся при удалении заусенцев.
Известно также устройство для удаления заусенцев (авт. св. СССР N 1743875, кл. H 01 F 41/02, 1992), состоящее их механизма фиксации с опорной площадкой, механизмов удаления заусенцев с приводом его возвратно-поступательного перемещения.
Данное устройство является наиболее близким по выполняемым функциям и техническому принципу к устройству, описанному в изобретении. Оно позволяет устранить заусенцы, образующиеся при разрезке магнитопровода на боковых гранях торцов, не затрагивая при этом поверхности самих торцов.
Однако при удалении заусенцев этим устройством возникают достаточно большие технологические усилия от сил резания, которые приводят к появлению на торцах магнитопроводов вторичных заусенцев (примерно на порядок меньших, чем удаляемые), а также при затуплении режущего инструмента к задирам и отслоению крайних витков. Из-за появления вторичных заусенцев возникает необходимость шлифовки торцов магнитопроводов. Большие силы, возникающие при удалении заусенцев, не позволяют использовать данное устройство для обработки магнитопроводов из тонкой ленты (0,08.0,15 мм), что ограничивает область его применения.
Целью изобретения является повышение качества магнитопроводов и расширение области применения.
Цель достигается тем, что механизм удаления заусенцев выполнен в виде вала, имеющего возможность вращения, качания и возвратно-поступательного продольного перемещения, на котором с помощью упругих элементов, передающих крутящий момент, закреплены с возможностью качания относительно оси вала абразивные круги с плоской рабочей поверхностью. Кроме того, устройство снабжено упорами и приводами вращательного и качательного движения.
С целью упрощения конструкции устройства абразивные круги могут иметь фасонную рабочую поверхность, в этом случае привод качания исключен.
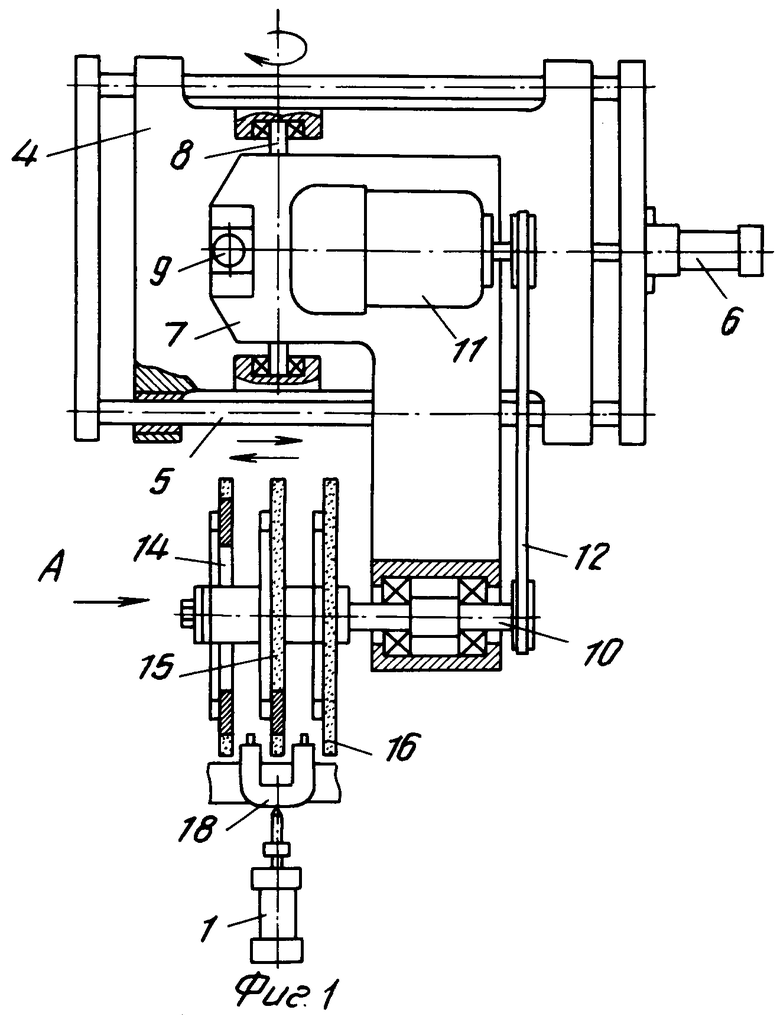
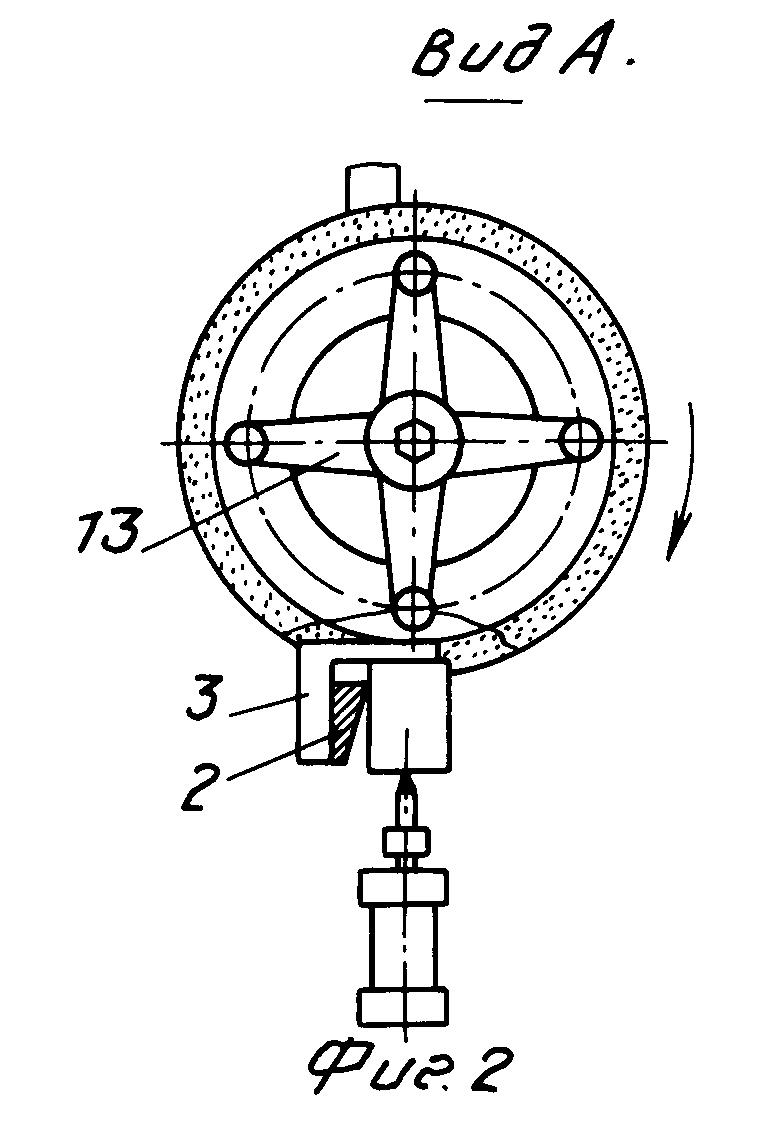
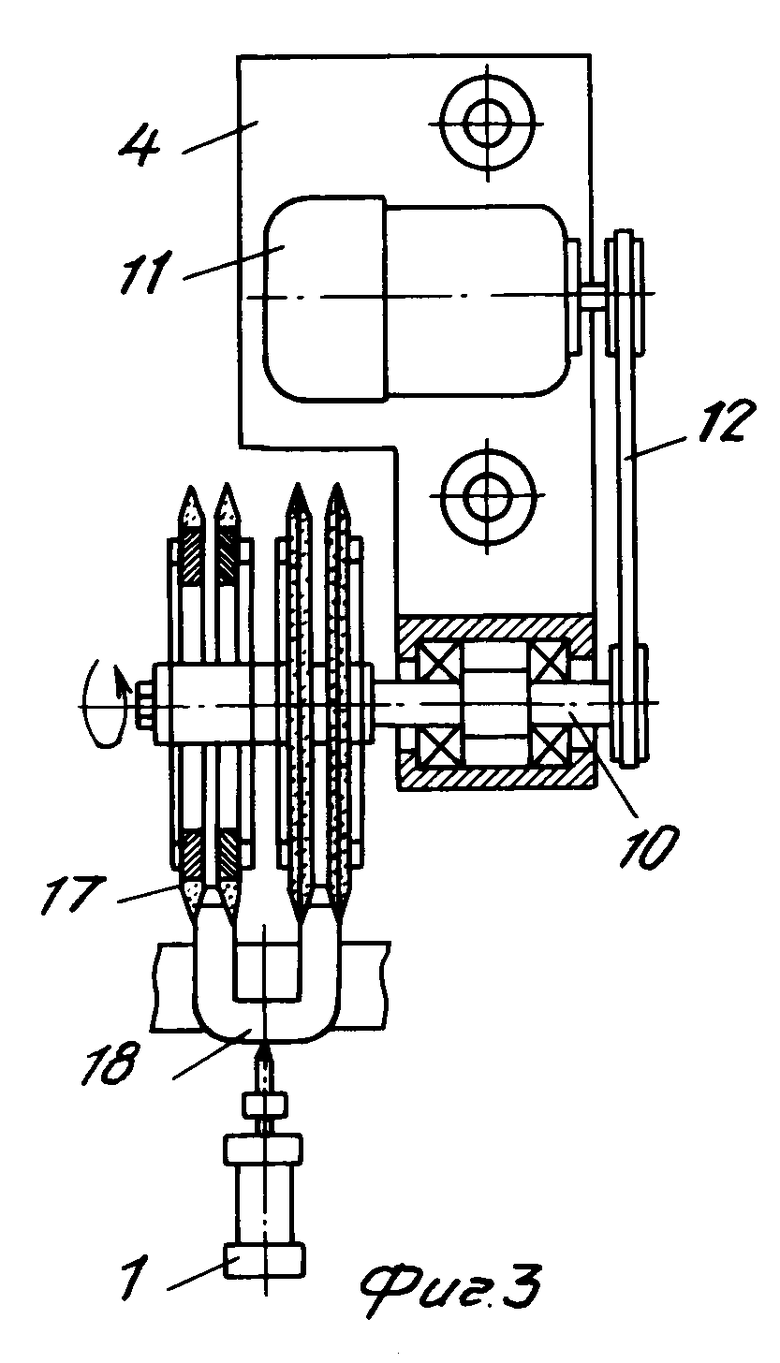
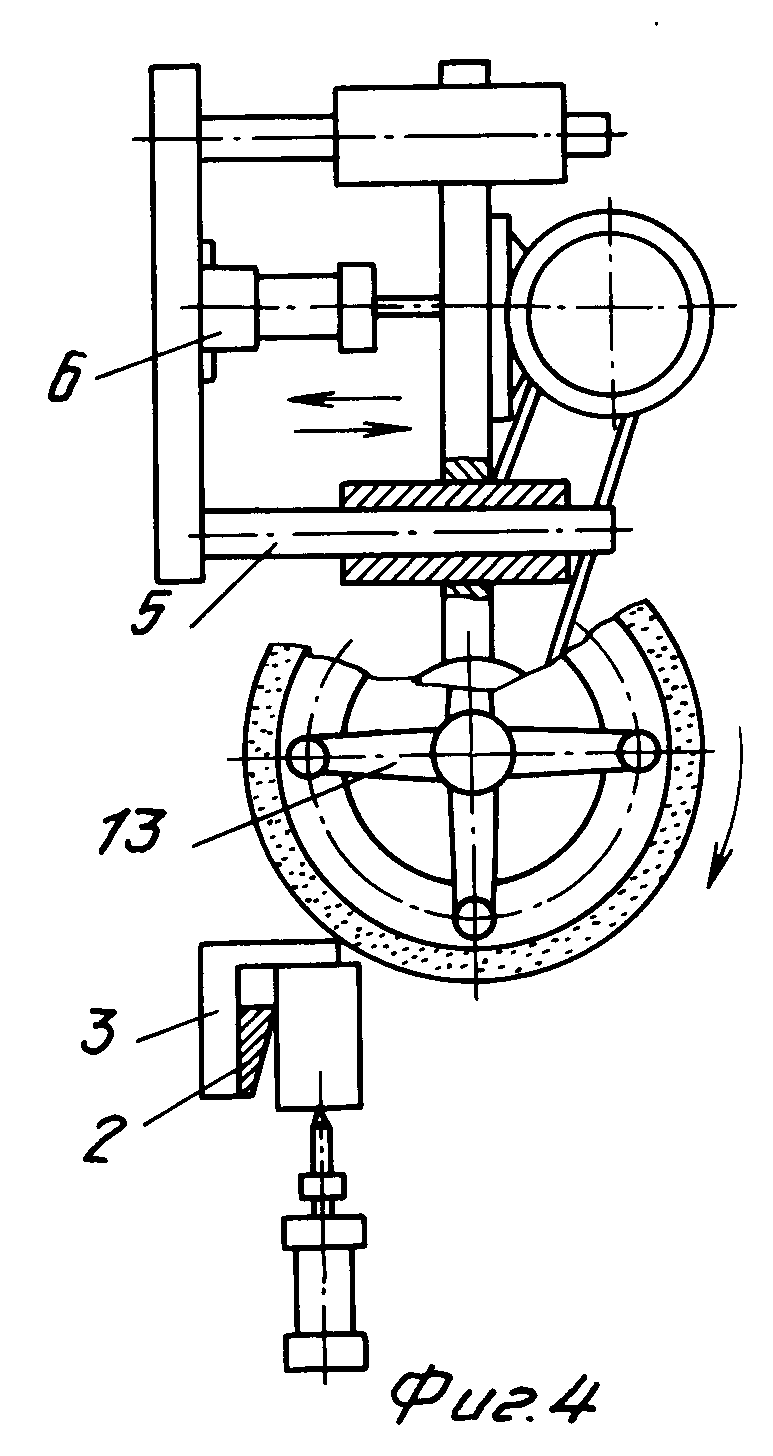
На фиг.1, 2 и 3, 4 изображены варианты устройства для удаления заусенцев с торцов магнитопроводов.
Устройство по фиг. 1 и 2 включает в себя механизм 1 фиксации, опорную планку 2, упор 3, каретку 4, расположенную на направляющих 5, привод 6, площадку 7, установленную на каретке 4 с возможностью качания на оси 8, привод 9. На площадке 7 установлены с возможностью вращения на шарикоподшипниках вал 10 и электродвигатель 11, которые связаны между собой клиноременной передачей 12. На валу 10 с помощью упругих элементов 13 закреплены с возможностью качания относительно оси вала 10 абразивные круги 14, 15, 16 с плоской рабочей поверхностью.
Вариант устройства по фиг. 3 и 4 включает в себя механизм 1 фиксации, опорную планку 2, упор 3, каретку 4, установленную на направляющих 5, привод 6. На каретке 4 установлены вал 10 и электродвигатель 11, которые связаны между собой клиноременной передачей 12. На валу 10 с помощью упругих элементов 13 закреплены абразивные круги 17 с фасонной (конической) рабочей поверхностью.
Устройство по фиг.1 и 2 работает следующим образом.
Электродвигатель 11 через клиноременную передачу 12 вращает вал 10 с абразивными кругами 14, 15, 16. Полукольцо магнитопровода 18 (в дальнейшем магнитопровод) механизмом 1 фиксации перемещается по опорной планке 2 и прижимается своими торцами к упорам 3, после этого срабатывает привод 6 и перемещает каретку 4 из среднего положения в крайнее рабочее (левое). Вращающиеся абразивные круги 14, 15 боковыми рабочими поверхностями прижимаются к магнитопроводу 18 и поворачиваются за счет изгиба упругих элементов на определенный угол, который так же, как и усилие прижима, зависит от величины хода каретки 4. Одновременно включается привод 9, который покачивает на оси 8 площадку 7 вместе с валом 10 и абразивными кругами 14, 15, 16. Упругий прижим и покачивание абразивных кругов позволяют обработать каждую грань магнитопровода по всей длине при наличии взаимной непараллельности граней магнитопровода и рабочей плоскости абразивных кругов, которая может являться результатом погрешности базировки или изготовления магнитопровода.
По окончании цикла обработки левых граней привод 6 перемещает каретку 4 в другое (правое) крайнее положение происходит обработка других граней магнитопровода 18 кругами 15, 16. Затем привод 6 перемещает каретку 4 в среднее положение, после чего возвращается в исходное положение механизм 1 фиксации.
Устройство по фиг.3 и 4 работает следующим образом.
Магнитопровод 18 прижимается к упорам 3 механизмом 1 фиксации, после чего привод 6 опускает каретку 4 с валом 10 и абразивными кругами 17 вниз. Абразивные круги 17 своей рабочей конической поверхностью касаются граней магнитопровода и поворачиваются на некоторый угол за счет изгиба упругих элементов 13. Причем каждый абразивный круг имеет с гранью магнитопровода точечный контакт, что обеспечивает обработку граней магнитопровода по всей длине независимо от погрешностей базировки магнитопровода или отклонений его геометрических размеров.
Таким образом, предлагаемое устройство позволяет удалять заусенцы с боковых граней магнитопроводов, регулировать усилия прижима кругов к магнитопроводам и, обеспечивая возможность выбора любых связок абразивных кругов, выполнять эффективное удаление заусенцев с малыми технологическими усилиями. Это обеспечивает высокое качество магнитопроводов без возникновения трещин и отслоений крайних витков, уменьшение вторичных заусенцев. В некоторых случаях вторичные заусенцы, образующиеся при этом, так незначительны, что не требуется дополнительная обработка торцов.
Малые технологические усилия позволяют использовать данное устройство для удаления заусенцев с магнитопроводов, изготовленных из тонких лент толщиной 0,05-0,15 мм, что существенно расширяет область его применения.
Большие адаптивные возможности, обеспечиваемые подбором жесткости упругих элементов, позволяют эффективно выполнять одновременно в одной позиции многоместную обработку, что, в свою очередь, позволяет уменьшить габаритные размеры устройства удаления заусенцев.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ВИТОГО ЛЕНТОЧНОГО МАГНИТОПРОВОДА | 1992 |
|
RU2050612C1 |
| Полуавтомат для обработки торцов витых ленточных магнитопроводов | 1984 |
|
SU1216808A1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| Устройство для фиксации витого ленточного магнитопровода | 1989 |
|
SU1690006A1 |
| Полуавтомат для обработки торцовВиТыХ лЕНТОчНыХ РАзРЕзНыХ МАгНиТО-пРОВОдОВ | 1979 |
|
SU838780A1 |
| Устройство для разрезки кольцевых магнитопроводов | 1983 |
|
SU1124387A1 |
| Устройство для разрезки магнитопроводов | 1986 |
|
SU1372392A1 |
| Устройство для резки магнитопроводов | 1990 |
|
SU1767557A2 |
| Устройство для разрезки магнитопроводов | 1989 |
|
SU1809472A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
Изобретение относится к электротехнике, а именно к устройствам для изготовления ленточных магнитопроводов, и может быть использовано в электротехнической и радиотехнической промышленности. Сущность изобретения состоит в том, что устройство выполнено в виде каретки, установленной на направляющих и перемещающейся в плоскости, перпендикулярной плоскости подачи магнитопроводов. Имеется Г-образный рычаг, приводимый во вращение и имеющий возможность возвратно-колебательного перемещения в плоскости каретки. Режущие инструменты данного устройства выполнены в виде абразивных кругов с плоской или фасонной рабочей поверхностью и закреплены на валу с помощью упругих элементов с возможностью качания относительно вала. 4 ил.
УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ТОРЦОВ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ, включающее размещенные на станине механизм фиксации магнитопровода, опорную площадку со скосами, упоры и режущие инструменты, отличающееся тем, что оно выполнено в виде каретки, установленной на направляющих с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной плоскости подачи магнитопроводов, Г-образного рычага, на одном конце которого размещен вал с приводом его вращения, а другой установлен на каретке с возможностью возвратно-колебательного перемещения в плоскости перемещения каретки, при этом режущие инструменты выполнены в виде абразивных кругов с плоской или фасонной рабочей поверхностью и закреплены на упомянутом валу посредством упругих элементов с возможностью качания относительно оси вала.
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
