Известны устройства для ориентации заготовок, содержащие питающий лоток, разветвляющийся на прямой и винтовой каналы, которые соединяются на общем выходе.
Предлагаемое устройство дает возмол ность ориентировать детали, например, керамические конденсаторы, по их токопроводной поверхности (металлической обкладке).
С этой целью устройство снабжено электромеханической системой управления, выполненной в виде трех включаемых от кулачкового распределительного валика электромагнитов. Якоря последних соответственно кинематически связаны с механизмом подготовки и отсечки очередной подаваемой по питающему лотку детали и с мехапизмом датчика, взаимодействующего с обращепной к нему поверхностью детали и подающего сигналы на переключение каналов.
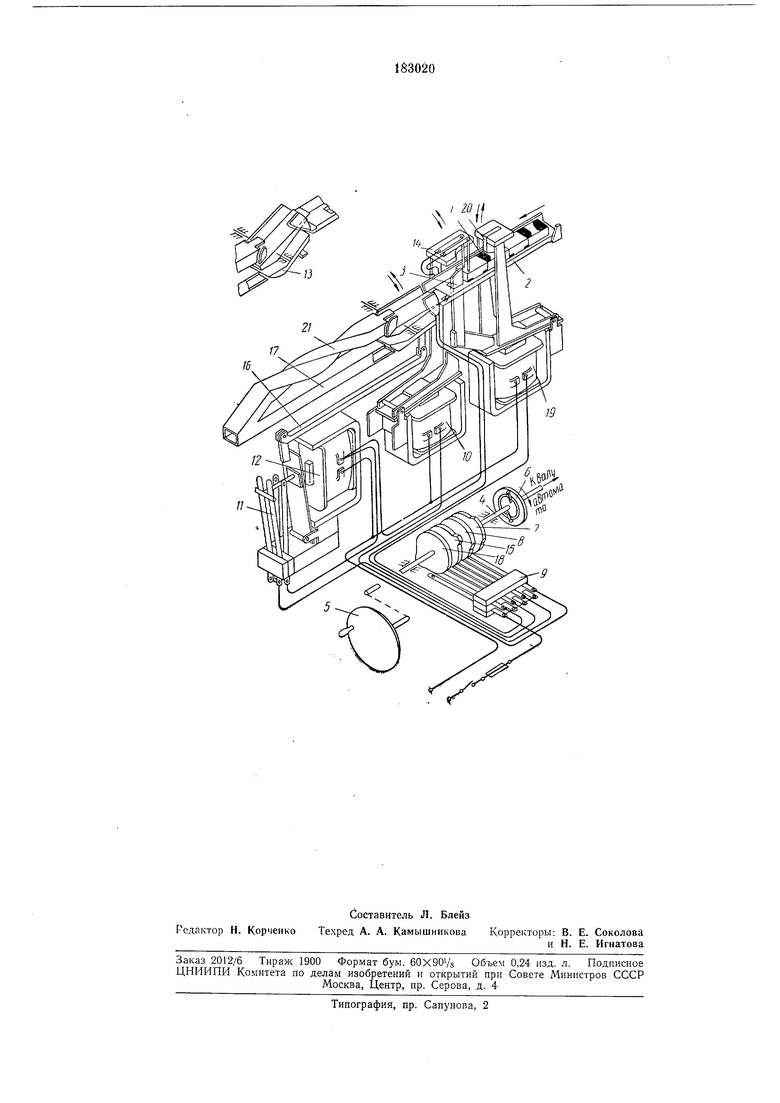
На чертеже изображено предлагаемое устройство для ориентации деталей.
Заготовки / из вибробункера поступают в приемный лоток 2 и заполняют его до упора 3. При вращении кулачкового вала 4 вручную маховиком 5, или при включении автомата с помощью муфты обгона 6, кулачки 7 и 5, под которыми расноложен блок контактов 9, замыкают соответствующие пары контактов, подавая напряжение иа катущку электромагнита 10 и на блок-контакты // электромагнита 12 переключения стрелки 13.
Включаясь, электромагнит 10 прил имает контакты датчика М к поверхности заготовки L При повороте вала 4 еще па 30° кулачок 15, замыкает соответствующую пару контактов и на контакты датчика 14 подается напряжение.
Если поверхность заготовки /, к которой прижаты контакты датчика 14, обладает свойствами электропроводности, то через образовавшуюся перемычку, которой служат эта по}зерхность заготовки 1, включается электромагнит 12, поворачивающий стрелку 13 переключения каналов, распололсенную на рычаге 16 электромагнита. Стрелка 13 соединяет приемиый лоток 2 с прямым каналом 17, и одновременно происходит замыкание блок-контактов // с переводом электромагнита 12 на «самопитание через цепь кулачка 8. Через 30 поворота кулачка /5 снимается папряжеиие с контактов датчика 14, а еще через 30° поворота вала 4 кулачок 7 размыкает эти контакты и возвращает их в исходпое положение. Такая схема полностью устраняет нскрение контактов датчика 14.
душкой тормоза 20 следующую заготовку и, утапливая улор 3, освобождает проверенную на электропроводность заготовку, которая под действием собственного веса проходит через стрелку 13 переключения каналов о прямой канал Л, а оттуда попадает в накопитель автомата электропроводной поверхностью кверху.
Через 90° поворота вала 4 кулачок 18, размыкая контакты, выключает электромагнит/Я а упор 3, возвращаясь в исходное положение, перекрывает приемный лоток 2. Тормоз 20 освобождает следующую заготовку, которая перемещается до упора 3.
Еще через 30° поворота вала кулачок 8 размыкает цепь «самопитания электромагнита 12. Последний, отключаясь, устанавливает стрелку 13 переключения каналов в исходное положение, при котором она соединяет приемный лоток 2 с винтовым каналом 21, повернутым около продольной оси на 180°.
Если заготовка / расположена кверху плоскостью, которая является изолятором, то напряжение с кулачка 15 не поступает на электромагнит 12 переключения стрелки и стрелка 13 .переключения каналов остается в исходном положении.
При продолжении рабочего цикла заготовка /, попадая в винтовой канал, в процессе его прохождения разворачивается на 180° вокруг своей продольной оси и выходит из канала электропроводной поверхностью кверху.
Предмет изобретения
Устройство для ориентации деталей, снабженное питающим лотком, разветвляющимся
на прямой и винтовой каналы, соединяющиеся на общем выходе, отличающееся тем, что, с целью ориентации деталей, например, керамических конденсаторов, по их токопроводной поверхности (металлической обкладке), устройстБо снабжено электромеханической системой управления, выполненной в виде трех включаемых от кулачкового распределительного валика электромагнитов, якоря которых соответственно кинематически связаны с механизмом подготовки и отсечки очередной подаваемой по питающему лотку детали и с механизмом датчика, взаимодействующего с обращенной к нему поверхностью детали и подающего сигналы на переключение каналов, например, прямого - при контакте с токопроводной стороной, или винтового - при контакте с керамическим изолятором.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи початков к мотальному автомату | 1978 |
|
SU745841A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 1982 |
|
SU1078704A1 |
| ВСГСОЮЗНАЯ I. т--""!'.!") ''('[{"С'WACSJ.luiiч!Уч..\п?, ?•;- liAitБ''!БЛ:ЮТ?КА | 1971 |
|
SU310313A1 |
| Устройство для укладки деталей в кассету | 1983 |
|
SU1119931A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ И ЗАГРУЗКИ НОЖЕВЫХ КОНТАКТОВ В ГНЕЗДА КОЛОДКИ РАЗЪЕМА | 1972 |
|
SU343333A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| УСТРОЙСТВО для ОРИЕНТИРОВКИ ЗАГОТОВОК КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ ПОСТОЯННОЙЕМКОСТИ | 1966 |
|
SU179843A1 |