Изобретение относится к технологическому оборудованию для производства изделий микроэлектроники и может быть использовано на различных финишных операциях сборки полупроводниковых приборов и интегральных микросхем (ИМС), таких как маркировка, измерение электрических параметров, контроль внешнего вида, упаковка, на которых применяют многократную перегрузку изделий, в частности загерметизированных полупроводниковых приборов в корпусах, например с плоскими выводами, размещенных в гнездах плоских многорядных кассет, из одной кассеты в другую с изменением ориентации изделий и установкой их на рабочих позициях путем подъема и разворота (кантования).
Известно "Устройство для транспортирования и поворота плоских изделий", содержащее транспортный лоток с кантователем, выполненным в виде отрезка лотка и установленным с возможностью поворота вокруг оси, перпендикулярной плоскости перемещения изделий. Кантователь снабжен овальными кулачками, симметрично расположенными относительно оси его поворота в плоскости, перпендикулярной опорной плоскости лотка, причем расстояние между крайними точками кулачков определяется уравнением L = L =  + Δ + Δ, где l - длина изделия, h - высота изделия, Δ - поправка на неточность изготовления изделия и несимметричность установки изделия в кантователе (cм., например, а.с. N 652052, СССР, кл. В 65 G 7/08).
+ Δ + Δ, где l - длина изделия, h - высота изделия, Δ - поправка на неточность изготовления изделия и несимметричность установки изделия в кантователе (cм., например, а.с. N 652052, СССР, кл. В 65 G 7/08).
Известное устройство работает следующим образом. В лотке непрерывным потоком располагаются технологические спутники-носители с интегральными схемами. Под действием усилия, передаваемого ему следующим за ним спутником, в пазы кантователя поступает один из спутников-носителей. Затем, посредством возвратно-поступательно перемещающейся рейки приводится во вращение кантователь, который поворачивается на 180о. Таким образом, до кантователя спутники идут в одном положении, а после кантователя - перевернутыми на 180о.
Известное устройство для транспортировки и поворота плоских изделий имеет недостаточно широкие технические возможности, так как не позволяет осуществлять групповой поворот (кантование) изделий, размещенных в гнездах плоской многорядной кассеты.
Наиболее близким по технической сути к заявляемому является "Кантователь деталей", содержащий основание с установленными на нем опорой, поворотным валом с вилкой, на которой перпендикулярно оси его вращения закреплены две параллельные щеки с жестко закрепленными на них захватами, расположенными симметрично оси вращения вала. Кантователь деталей снабжен дополнительными поворотными валами, оси которых размещены параллельно оси поворотного вала с кинематически связанными с ним зубчатыми передачами с цилиндрическими шестернями, одна из зубчатых передач равнозубая и размещена со стороны основного вала, другая зубчатая передача расположена со стороны опоры, причем одна из ее шестерен жестко связана с основанием, а другая - с одним из дополнительных валов, при этом количество зубьев у шестерни, жестко закрепленной на основании, вдвое меньше, чем у шестерни, связанной с валом, а захваты выполнены в виде Г-образных элементов и размещены внутренними поверхностями навстречу друг другу.
Известный кантователь деталей работает следующим образом. Подлежащие ориентации детали поступают на исходную позицию - вибролоток с механизма поштучной выдачи деталей. В исходном положении электромагниты манипулятора находятся в верхнем левом положения соответственно над рабочими позициями механизма ориентации. При опускании манипулятора включаются электромагниты, захватывают детали и переносят их вправо. При опускании манипулятора датчик определяет правильность ориентации детали.
Если деталь ориентирована неправильно, включается электромагнит, который освобождает рычаг, удерживающий поводок вала. Далее манипулятор поднимается вверх, а затем перемещается в правое положение. При перемещении манипулятора вправо вал с зафиксированной на нем вилкой поворачивается на 180о против часовой стрелки. Затем манипулятор опускается, электромагниты отключаются и на позицию кантования деталь укладывается в гнездо повернутой на 180о вилки. Манипулятор поднимается вверх без деталей, перемещается влево и во время его перемещения происходит поворот вилки с размещенной в ней деталью по часовой стрелке на 180о. Внутренние поверхности двуплечих захватов надежно удерживают деталь от выпадания во время поворота вилки.
Если деталь на столике датчика была сориентирована правильно, то электромагнит не включается, вилка во время хода манипулятора не поворачивается и деталь не подвергается кантованию.
Известный кантователь деталей имеет недостаточно широкие технические возможности, так как не позволяет осуществить групповое кантование деталей, размещенных в гнездах плоской многорядной кассеты.
Целью настоящего изобретения является устранение указанных недостатков, а именно расширение технической возможностей путем обеспечения возможности осуществлять групповое кантование - перегрузку изделий, размещенных в гнездах плоской многорядной кассеты, из одной кассеты в другую.
Для достижения поставленной цели предлагаемое устройство для перегрузки изделий, содержащее основание, столик, рейку, взаимодействующую с зубчатым венцом, и первый поворотный вал, причем зубчатый венец жестко связанный с первым поворотным валом, дополнительно содержит снабженную роликом вертикальную каретку, на которой шарнирно размещен второй, кинематически связанный с первым, поворотный вал с зафиксированным на его торце фланцем, снабженным двумя диаметрально расположенными выступами-фиксаторами, которые взаимодействуют с неподвижными цевками, причем на фланце размещены соосная второму поворотному валу пластина со сквозными отверстиями по форме изделий, два подпружиненных навстречу друг другу и снабженный роликами ползуна, на каждом из которых зафиксирован кронштейн с С-образным захватом, и расположенная перпендикулярно ползунам, снабженная диаметрально размещенными роликами поперечная каретка, на которой зафиксирован линейный кулачок, взаимодействующий с роликами подпружиненных ползунов, а под поворотными захватами размещен кулачковый вал, один из кулачков которого взаимодействует с роликом вертикальной каретки, а второй кулачок - с роликами поперечной каретки, кроме того первый и второй поворотные валы кинематически связаны между собой посредством двузубой храповой муфты, обойма которой зафиксирована на первом поворотном валу, а двузубое храповое колесо - на втором поворотном валу, причем оба поворотных вала выполнены соосными.
Конструктивное выполнение предлагаемого устройства согласно изобретению обеспечивает достижение следующих преимуществ перед известными устройствами.
1. Наличие в предлагаемом устройстве для перегрузки изделий следующей совокупности отличительных признаков: дополнительно введенной вертикальной каретки, которая снабжена роликом, взаимодействующим с одним из кулачков кулачкового вала, размещение на вертикальной каретке второго, кинематически связанного с первым, поворотного вала, на конце которого зафиксирован фланец, позволяет осуществлять подъем фланца с размещенными на нем элементами, а затем повернуть его на 180о вокруг горизонтальной оси в конце участка подъема, причем этот подъем и поворот осуществлены от кулачкового вала.
Совокупность указанных признаков расширяет технические возможности предлагаемого устройства, так как наличие их позволяет осуществить поворот на 180о кассеты с размещенными в ее гнездах изделиями, т.е. позволяет осуществить групповую перегрузку изделий из одной кассеты в другую с изменением их ориентации.
2. Наличие в предлагаемом устройстве для перегрузки изделий следующей совокупности признаков: размещение на фланце второго поворотного вала соосной второму поворотному валу пластины со сквозными отверстиями по форме изделий, двух подпружиненных навстречу друг другу и снабженных роликами ползунов, на каждом из которых зафиксирован кронштейн с С-образным зажимом, и расположение перпендикулярно ползунам, снабженной диаметрально размещенными роликами поперечной каретки, на которой зафиксирован линейный кулачок, взаимодействующий с роликами подпружиненных ползунов, причем ролики поперечной каретки взаимодействуют со вторым кулачком кулачкового вала, позволяет осуществить совмещение пустой кассеты с кассетой, в которой размещены изделия, затем зафиксировать пустую кассету относительно полной и удерживать их в совмещенном положении во время их подъема, совместного поворота на 180о вокруг горизонтальной оси и опускания в исходное положение, после чего осуществить расфиксацию совмещенных кассет.
Совокупность указанных признаков расширяет технические возможности предлагаемого устройства, так как их наличие позволяет осуществить перегрузку изделий из гнезд нижней кассеты в гнезда верхней кассеты.
3. Наличие в предлагаемом устройстве для перегрузки изделий следующей совокупности признаков: кинематическая связь между первым и вторым валами выполнена в виде двузубой храповой муфты, обойма которой зафиксирована на первом поворотном валу, а двузубое храповое колесо - на втором поворотном валу, причем оба поворотных вала выполнены соосными, позволяет осуществить подъем, затем поворот на 180о и опускание без вращения фланца с размещенными на нем изделиями.
Совокупность указанных признаков расширяет технические возможности предлагаемого устройства, так как позволяет осуществить кантование (т.е. поворот на 180о вокруг горизонтальной оси) кассет с размещенными в них изделиями. Кроме того, указанная совокупность признаков позволяет упростить конструкцию предлагаемого устройства, так как подъем, поворот на 180о и опускание без вращения фланца (с зафиксированными на нем с помощью "С"-образных зажимов кассетами) осуществляется от одного кулачка, который взаимодействует с роликом вертикальной каретки.
4. Совокупность всех отличительных признаков предлагаемого устройства расширяет его технические возможности, так как позволяет произвести групповую перегрузку (кантование) изделий, размещенных в гнездах плоской многорядной кассеты.
Сравнительный анализ предлагаемого "Устройства для перегрузки изделий" с известным устройством-прототипом "Кантователь деталей", а также с устройством-аналогом "Устройством для транспортирования и поворота плоских изделий" показывает, что отличительные признаки предлагаемого устройства, а именно: наличие снабженной роликом вертикальной каретки, на которой шарнирно размещен второй, кинематически связанный с первым поворотный вал с зафиксированным на его торце фланцем, снабженным двумя диаметрально расположенными выступами-фиксаторами, которые взаимодействуют с неподвижными цевками, причем на фланце размещены соосная второму поворотному валу пластина со сквозными отверстиями по форме изделий, два подпружиненных навстречу друг другу и снабженных роликами ползуна, на каждом из которых зафиксирован кронштейн с С-образным захватом, и расположенная перпендикулярно ползунам, снабженная диаметрально размещенными роликами поперечная каретка, на которой зафиксирован линейный кулачок, взаимодействующий с роликами подпружиненных ползунов, причем под поворотными валами размещен кулачковый вал, один из кулачков которого взаимодействует с роликом вертикальной каретки, а второй кулачок - с роликами поперечной каретки, а также выполнение кинематической связи между первым и вторым поворотными валами в виде двузубой храповой муфты, обойма которой зафиксирована на первом поворотном валу, а двузубое храповое колесо - на втором поворотном валу, причем оба поворотных вала выполнены соосными, являются новыми по сравнению с известными устройствами прототипом и аналогом. Таким образом, предлагаемое "Устройство для перегрузки изделий" соответствует критерию "Новизна".
На основании сравнительного анализа предлагаемого технического решения с известными техническими решениями можно сделать следующие выводы:
- ни одно из известных технических решений не содержит существенных признаков, сходных с отличительными признаками предлагаемого технического решения,
- благодаря присутствию в предлагаемом техническом решении указанных отличительных признаков, предлагаемое техническое решение обладает свойствами, которые не присущи ни одному из известных технических решений.
На основании сравнительного анализа предлагаемого технического решения с известными техническими решениями следует, что предлагаемое "Устройство для перегрузки изделий" соответствует критерию "Существенные отличия".
На фиг. 1 изображено предлагаемое устройство для перегрузки изделий; на фиг. 2 - транспортная кассета для изделий; на фиг. 3 - изделие - полупроводниковый СВЧ транзистор с планарным расположением выводов - подлежащее перегрузке; на фиг. 4 - гнездо кассеты под изделие; на фиг. 5 - сквозное отверстие пластины; на фиг. 6...12 - взаимное расположение элементов предлагаемого устройства в процессе перегрузки изделий.
Предлагаемое устройство для перегрузки изделий, например полупроводниковых СВЧ транзисторов с планарным расположением выводов, содержит основание 1, неподвижную рейку 2, взаимодействующую с зубчатым венцом 3, первый поворотный вал 4, снабженную роликом 5 вертикальную каретку 6 в направляющих 7, второй поворотный вал 8, шарнирно размещенный в расточке 9 первого поворотного вала 4. На торце второго поворотного вала 8 зафиксирован фланец 10, снабженный выступами-фиксаторами 11, которые взаимодействуют с неподвижными цевками 12. На фланце 10 размещены соосная второму поворотному валу 8 пластина 13 со сквозными отверстиями 14 по форме изделий, причем пластина 13 зафиксирована на фланце 10 с помощью стоек 15, к которым пластина 13 прикреплена с помощью уголков 16. На фланце 10 также размещены два ползуна 17 в направляющих 18, ползуны 17 подпружинены навстречу друг другу пружиной 19 и снабжены роликами 20, причем на каждом ползуне 17 зафиксирован кронштейн 21 с С-образным зажимом 22. Кроме того, на фланце 10 размещена перпендикулярно ползунам 17 поперечная каретка 23 в направляющих 24. На поперечной каретке 23 зафиксирован линейный кулачок 25, взаимодействующий с роликами 20 ползунов 17. На линейном кулачке 25 выполнены впадины 26, 27, а на поперечной каретке 23 диаметрально размещены ролики 28.
Под первым 4 и вторым 8 поворотными валами размещен кулачковый вал 29 с кулачками 30, 31. Кулачок 30 взаимодействует с роликом 5 вертикальной каретки 6, а кулачок 31 взаимодействует с роликами 28 поперечной каретки 23.
Первый 4 и второй 8 поворотные валы кинематически связаны между собой посредством двузубой храповой муфты 32, которая состоит из обоймы 33, на которой выполнен зубчатый венец 3 двузубого храпового колеса 35 и подпружиненой собачки 36 (пружина собачки 36 не показана), которая с помощью оси 37 шарнирно установлена на обойме 33. Зуб 38 собачки 36 взаимодействует со впадиной 39 храпового колеса 35. Обойма 33 храповой муфты 32 зафиксирована на первом поворотном валу 4, а двузубое храповое колесо 35 зафиксировано на втором поворотном валу 8, причем впадины 39 двузубого храпового колеса 35 смещены одна относительно другой на 180о.
На верхней и нижней плоскостях пластины 13 размещены штифты 40, предназначенные для удержания на пластине 13 кассеты 41 в ориентированном положении.
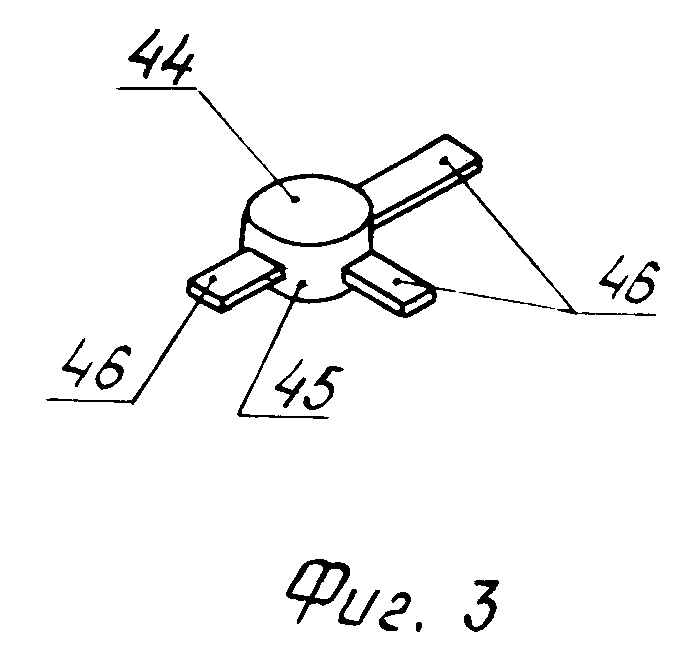
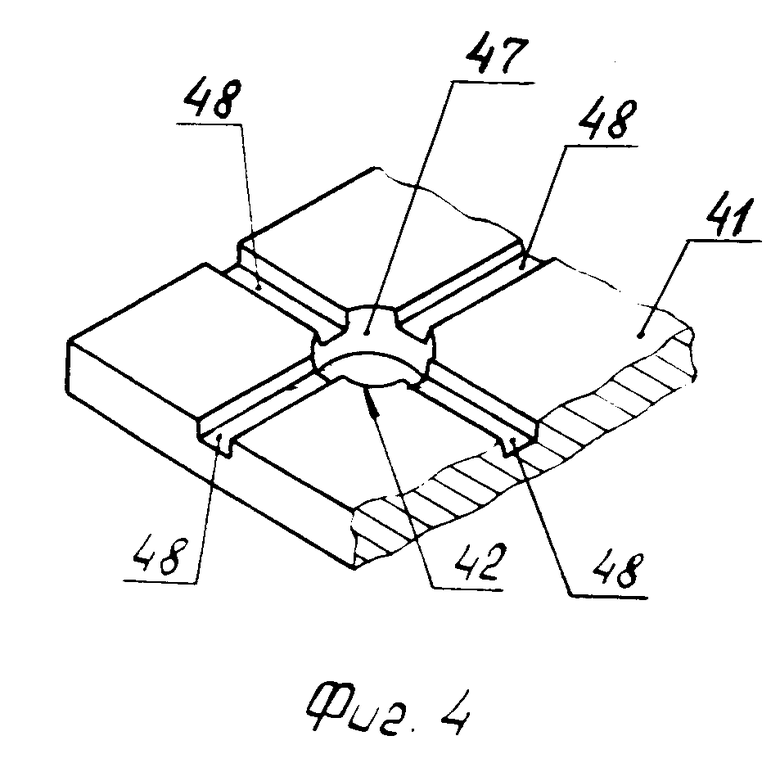
Кассета 41, предназначенная для транспортировки изделий, содержит гнезда 42 по форме изделий, причем расположение гнезд 42 кассеты 41 соответствует расположению сквозных отверстий пластины 13. В кассете 41 выполнены штифтовые отверстия 43, размеры и расположение которых соответствует размеру и расположению штифтов 40 пластины 13. На фиг. 3 изображено изделие 44, подлежащее перегрузке, а именно СВЧ транзистор с планарным расположением выводов, содержащий корпус 45 и выводы 46.
На фиг. 4 изображено гнездо 42 кассеты 41, которое выполнено в виде сквозного отверстия 47 под корпус 45 транзистора 44 и направляющих пазов 48 под выводы 46.
На фиг. 5 изображено сквозное отверстие 14 пластины 13, которое выполнено в виде отверстия 49 по форме корпуса 45 транзистора 44 и пазов 50 под выводы 46.
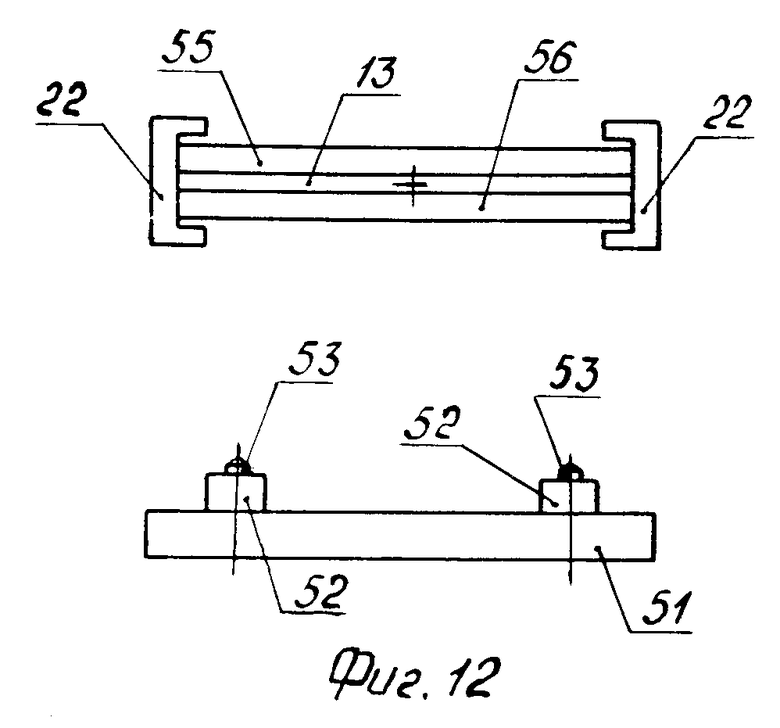
Предлагаемое устройство содержит столик 51, снабженный стойками 52 со штифтами 53 для фиксации кассеты 54, в гнездах которой размещены подлежащие перегрузке изделия - СВЧ транзисторы 44.
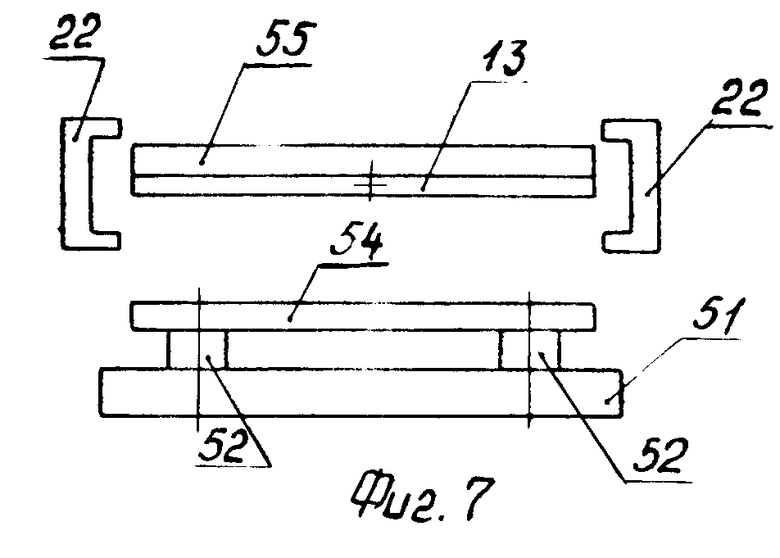
На фиг. 7...12 изображена кассета 55, в которую осуществляется перегрузка изделий.
На фиг. 12 изображена кассета 56, в которой находятся изделия после операции перегрузки (кантования).
На чертежах обозначено:
"А" - ось симметрии линейного кулачка 25;
Стрелки - направления перемещения элементов устройства.
Устройство для перегрузки изделий работает следующим образом.
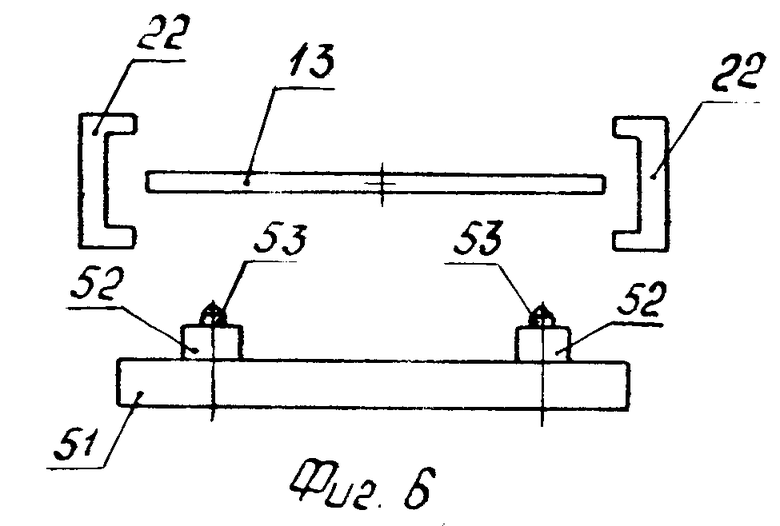
Исходное положение элементов предлагаемого устройства изображено на фиг. 6: пластина 13 занимает горизонтальное положение, кронштейны 21 размещены в стороны (т.е. поперечная каретка 23 с линейным кулачком 25 занимает среднее положение и ролики 20 ползунов 17 расположены на линии "А" линейного кулачка 25), а пластина 13 поднята на некоторое расстояние над столиком 51.
Предварительно на верхнюю плоскость пластины 13 укладывают пустую кассету 55 (см. фиг. 7), причем кассета 55 укладывается на пластину 13 гнездами 42 вниз, а штифтовые отверстия 43 совмещаются со штифтами 40 пластины 13. Затем на стойки 52 столика 51 устанавливают кассету 54, в гнездах 42 которой размещены подлежащие перегрузке изделия, т.е. СВЧ транзисторы 44. После этого включают привод (не показан) кулачкового вала 29.
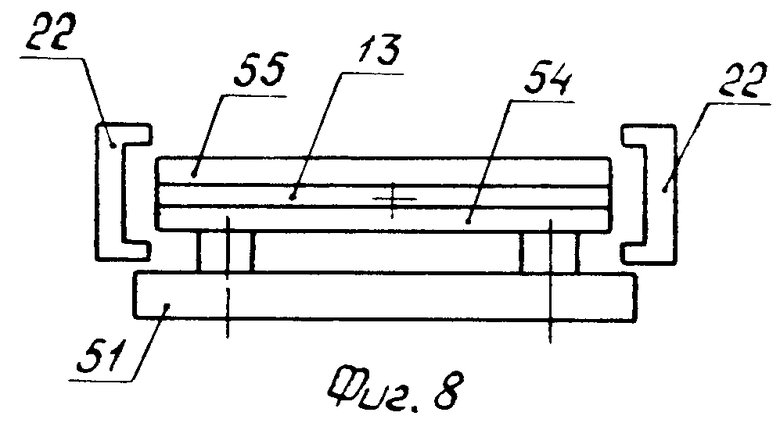
При вращении кулачкового вала 29 происходит следующее. Сначала кулачок 30, взаимодействующий с роликом 5 каретки 6, опустит каретку 6 вниз, при этом нижняя плоскость пластины 13 опустится на кассету 55 (см. фиг. 8), а нижний выступ-фиксатор 11 войдет между цевками 12, препятствуя самопроизвольному повороту фланца 10 (см. фиг. 1).
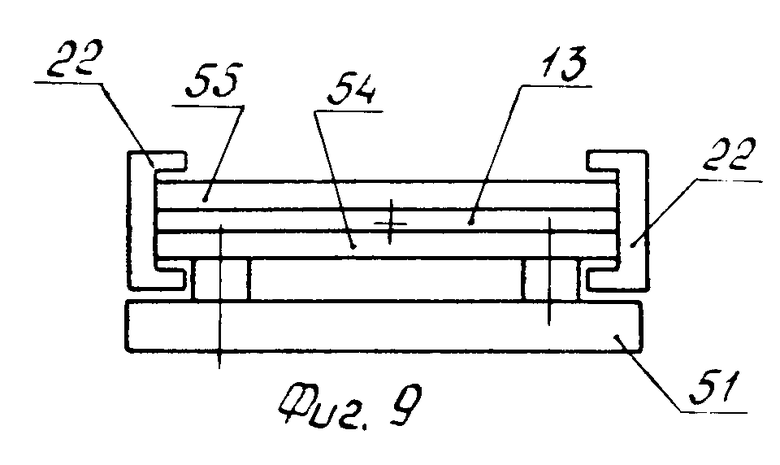
Затем, при дальнейшем вращении кулачкового вала 29, кулачок 31, взаимодействуя с нижним роликом 28 поперечной каретки 23, перемещает каретку вверх до тех пор, пока впадины 27 не совпадут с роликами 20 ползунов 17, при этом ползуны 17, на которых размещены кронштейны 21 с С-образными захватами, под действием пружины 19 переместятся навстречу друг другу и С-образные захваты охватят кассеты 55 и 54 и зафиксируют их на пластине 13 (см. фиг. 9).
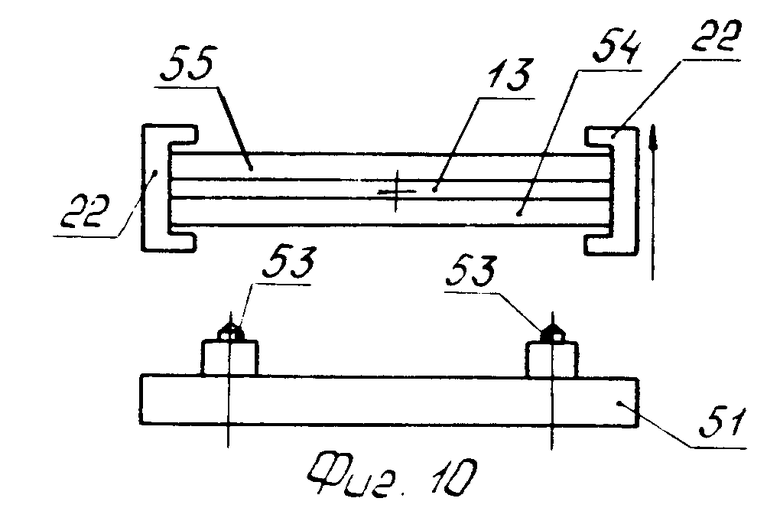
После этого кулачок 30, взаимодействуя с роликом 5, начнет поднимать каретку 6 вверх, при этом вместе с кареткой 6 вверх начнет перемещаться первый поворотный вал 4 с установленным в его расточке 9 вторым поворотным валом 8, следовательно, вверх начнут перемещаться пластина 13 с зафиксированными на ней посредством С-образных захватов кассеты 54, 55. При этом во время движения каретки 6 зубчатый венец 3 однозубой храповой муфты 32 начнет обкатываться по неподвижной рейке 2, приводя во вращение обойму 33, а вместе с ней - первый поворотный вал 4. Причем вращение обоймы 33 не будет передаваться храповому колесу 35 до тех пор, пока зуб 38 собачки 36 не войдет в зацепление со впадиной 39 храпового колеса 35. Таким образом, на этом участке подъема пластина 13 с кассетами 54, 55 поднимется на некоторое расстояние над столиком 51, занимая горизонтальное положение (см. фиг. 10).
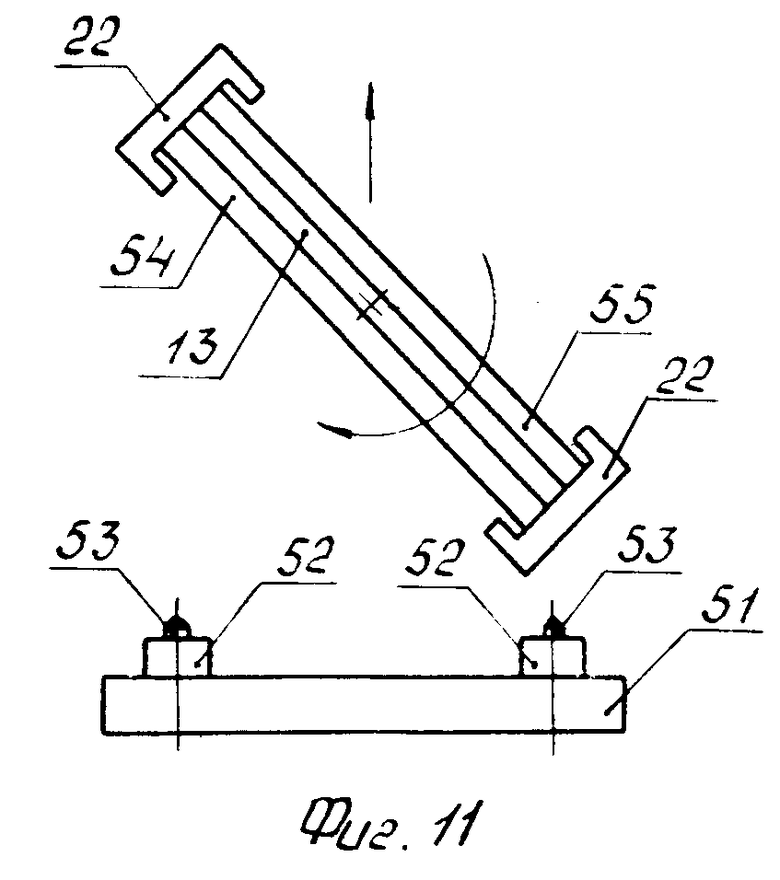
При дальнейшем подъеме каретки 6, а следовательно вращении обоймы 33, зуб 38 собачки 36, войдя в зацепление со впадиной 39 храпового колеса 35, начнет вращать колесо 35, а вместе с ним начнут поворачиваться второй поворотный вал 8 с закрепленными на его торце фланцем 10, пластиной 13 и кассетами 54, 55 (см. фиг. 11). Подъем каретки 6 будет продолжаться до тех пор, пока второй поворотный вал 8 с размещенными на нем элементами не сделает половину оборота (см. фиг. 12). При этом транзисторы 44, размещенные в гнездах 42 кассеты, размещенной в данный момент на верхней плоскости пластины 13, через сквозные отверстия 14 перегрузятся в кассету 56, которая размещена на нижней плоскости пластины 13, т.е. произойдет перегрузка (кантование) транзисторов из одной кассеты в другую. После того как каретка 6 достигнет крайнего верхнего положения, при этом пластина 13 с закрепленными на ней кассетами сделает пол-оборота и осуществится перегрузка изделий - транзисторов 44 из одной кассеты в другую, кулачок 30, взаимодействующий с роликом 5 каретки 6, начнет опускать каретку 6 вниз. Зубчатый венец 3, обкатываясь по неподвижной рейке 2, будет вращать обойму 33 в обратную сторону, т. е. против часовой стрелки, а поэтому зуб 38 собачки 36 будет проскальзывать по поверхности храпового колеса 35, не передавая ему вращения. Таким образом, при опускании пластина 13 с кассетами 55, 56 не будет приводиться во вращение и при опускании каретки 6 в крайнее нижнее положение кассета 56, в гнездах которой находятся изделия 44, после их перегрузки, будет размещена на стойках 52 столика 51 (см. фиг. 9), причем при опускании каретки 6 нижний выступ-фиксатор 11 фланца 10 войдет во взаимодействие с цевками 12 и за счет этого, во-первых, обеспечивается точное совмещение штифтовых отверстий 43 нижней кассеты, размещенной на пластине 13, со штифтами 53 стоек 52 и, во-вторых, осуществляется фиксация фланца от самопроизвольного вращения, например, от тангенциальных сил, которые возникают при взаимодействии кулачка 31 с нижним роликом 28.
Далее кулачок 31, взаимодействуя с нижним роликом 28 поперечной каретки 23, перемещает поперечную каретку 23 вверх до тех пор, пока ролики 20 не окажутся на линии "А". При этом ползуны 17 вместе с зафиксированными на этих ползунах кронштейнами 21 разойдутся в стороны и С-образные захваты 22 расфиксируют кассеты 41, размещенные на верхней и нижней сторонах пластины 13 (см. фиг. 8).
После этого кулачок 30 поднимает каретку 6 в исходное положение (см. фиг. 7) и кулачковый вал будет остановлен. Затем со стоек 52 будет снята, например с помощью манипулятора (не показан), кассета, в которой размещены изделия - транзисторы 44 после операции перегрузки.
На этом один рабочий цикл устройства будет закончен. Для осуществления следующего цикла работы устройства на стойке 52 необходимо установить следующую кассету 41 с подлежащими перегрузке изделиями и запустить привод кулачкового вала 29 (привод кулачкового вала не показан).
Выполненное согласно изобретению "устройство для перегрузки изделий" предназначено для перегрузки СВЧ транзисторов типа КТ3109 с планарным расположением выводов из одной кассеты в другую, причем перегрузка осуществляется с целью изменения ориентации транзисторов, размещенных в гнездах кассеты, например при использовании двух типов классификаторов: автомата сортировки транзисторов КТ3109 конвейерного типа и установки групповой проверки параметров транзисторов КТ3109, на которые транзисторы поступают предварительно уложенными в 50-местные многорядные кассеты, но ориентированы транзисторы в этих кассетах должны быть по разному: для автомата сортировки конвейерного типа транзисторы должны быть уложены маркировкой вниз (в процессе сортиpовки на этом автомате транзисторы перекладываются таким образом, что оказываются уложенными в кассетах маркировкой вверх), а на установку группового контроля параметров транзисторов транзисторы должны поступать уложенными в гнезда кассет маркировкой вверх, так как на этой установке осуществляется окончательный контроль параметров транзисторов КТЗ109 непосредственно перед сдачей в ОТК.
В качестве кассет для "Устройства для перегрузки изделий" используются 50-местные многорядные кассеты с шагом расположения гнезд в этих кассетах: в продольных рядах гнезда размещены с шагом 12 мм, а в поперечных - шагом, равным 21 мм.
Длительность цикла работы устройства равна 4 сек. "Устройство для перегрузки изделий" было использовано в качестве встроенного механизма в "Автомате загрузки транзисторов в кассеты", причем при работе "Автомата загрузки транзисторов в кассеты" предлагаемое устройство для перегрузки изделий может быть задействовано или отключено и в зависимости от этого на выходе "Автомата загрузки" получаем кассеты, в которых транзисторы уложены одним или другим образом.
Использование предлагаемого "Устройства для перегрузки изделий" в составе "Автомата загрузки" позволяет расширить технические возможности "Автомата загрузки" и использовать его для предварительной загрузки транзисторов в кассеты как для подачи на автомат сортировки конвейерного типа, так и для подачи на установку группового контроля.
Таким образом, предлагаемое устройство для перегрузки изделий обеспечило расширение технических возможностей устройства за счет осуществления подъема кассеты с изделиями и поворота их на 180о, что позволило проводить групповую перегрузку (кантование) изделий из одной плоской многорядной кассеты в другую с изменением ориентации изделий и что не достигается известными устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО В МНОГОРЯДОВНЫЕ КАССЕТЫ | 1989 |
|
RU2013899C1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| ЗАХВАТ-КАНТОВАТЕЛЬ ДЛЯ ГРУЗОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1994 |
|
RU2116239C1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| Устройство управления плоскофанговой машиной | 1959 |
|
SU128966A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Кантователь сортового проката | 1987 |
|
SU1444009A1 |
| Автомат для насекания надфилей | 1979 |
|
SU772760A1 |
| СПОСОБ СБОРКИ ДВУХРЯДНЫХ СФЕРИЧЕСКИХ ШАРИКОПОДШИПНИКОВ С ЛЕПЕСТКОВЫМИ СЕПАРАТОРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2097615C1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |


Изобретение относится к технологическому оборудованию для производства изделий микроэлектроники и может быть использовано на различных финишных опрерациях сборки полупроводниковых приборов и интегральных микросхем (ИМС), таких как маркировка, измерение электрических параметров, контроль внешнего вида, упаковка и других, на которых применяют многократную перегрузку изделий, размещенных в гнездах плоских многорядных кассет. Устройство для перегрузки изделий, содержащее основание 1, неподвижную рейку 2, взаимодействующую с зубчатым венцом 3, первый поворотный вал 4, с которым жестко связан зубчатый венец 3, дополнительно содержит снабженную роликом 5 вертикальную каретку 6 в направляющих 7, на которой шарнирно размещен кинематически связанный с первым второй поворотный вал 8 с зафиксированным на его торце фланцем 10, снабженным двумя диаметрально расположенными выступами-фиксаторами 11, причем на фланце 10 размещены соосная второму поворотному валу 8 пластина 13 со сквозными отверстиями 14 по форме изделий, два подпружиненных пружиной 19 навстречу друг другу и снабженных роликами 20 ползуны 17, на каждом из которых зафиксированы кронштейн 21 с С-образным захватом 22 и расположенная перпендикулярно ползунам 17, снабженная диаметрально расположенными роликами 28 поперечная каретка 23, на которой зафиксирован линейный кулачок 25, взаимодействующий с роликами 20 подпружиненных ползунов 17, а под первым 4 и вторым 8 поворотными валами размещен кулачковый вал 29 с кулачковыми 30 и 31, причем кулачок 30 взаимодействует с роликом 5 вертикальной каретки 6, а кулачок 31 взаимодействует с роликами 28 поперечной каретки 23, кроме того первый 4 и второй 8 поворотные валы кинематичски связаны между собой посредством храповой муфты 32, обойма 33 которой зафиксирована на первом 4 поворотном валу, а двузубовое храповое колесо 35 зафиксировано на втором 8 поворотном валу, а поворотные валы 4 и 8 выполнены соосными. 1 з.п. ф-лы, 12 ил.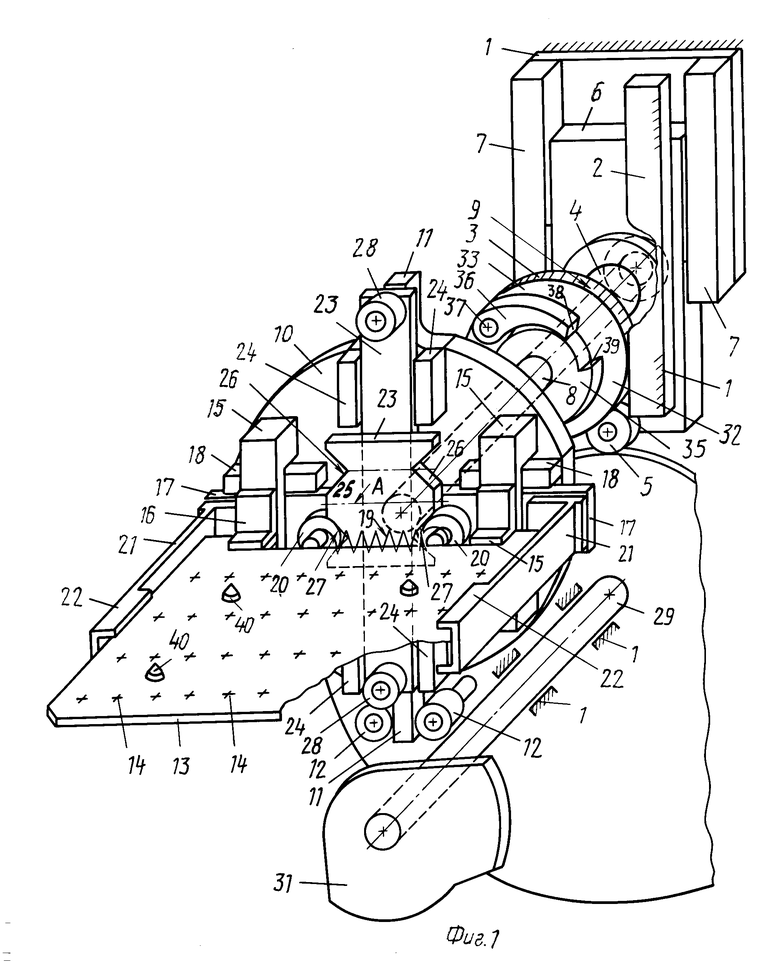
 -образными и закреплены на кронштейнах ползунов, один из кулачков кулачкового вала установлен с возможностью взаимодействия с роликами каретки, ориентированной по нормали к основанию, а другой кулачок - с роликами каретки, размещенной на фланце.
-образными и закреплены на кронштейнах ползунов, один из кулачков кулачкового вала установлен с возможностью взаимодействия с роликами каретки, ориентированной по нормали к основанию, а другой кулачок - с роликами каретки, размещенной на фланце.
| Авторское свидетельство СССР N 1431618, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
