Известны способы изготовления корпусов конфет из одно- и многослойных пластов, заключающиеся в том, что пласт подвергают охлаждению, продольной резке на полосы и поперечной резке на отдельные корпуса, которые затем распределяют и подают строго ориентированным потоком под глазировку.
Предложено продольную резку пласта производить непосредственно после его формования, что интенсифицирует процесс охлаждения и уменьшает количество отходов.
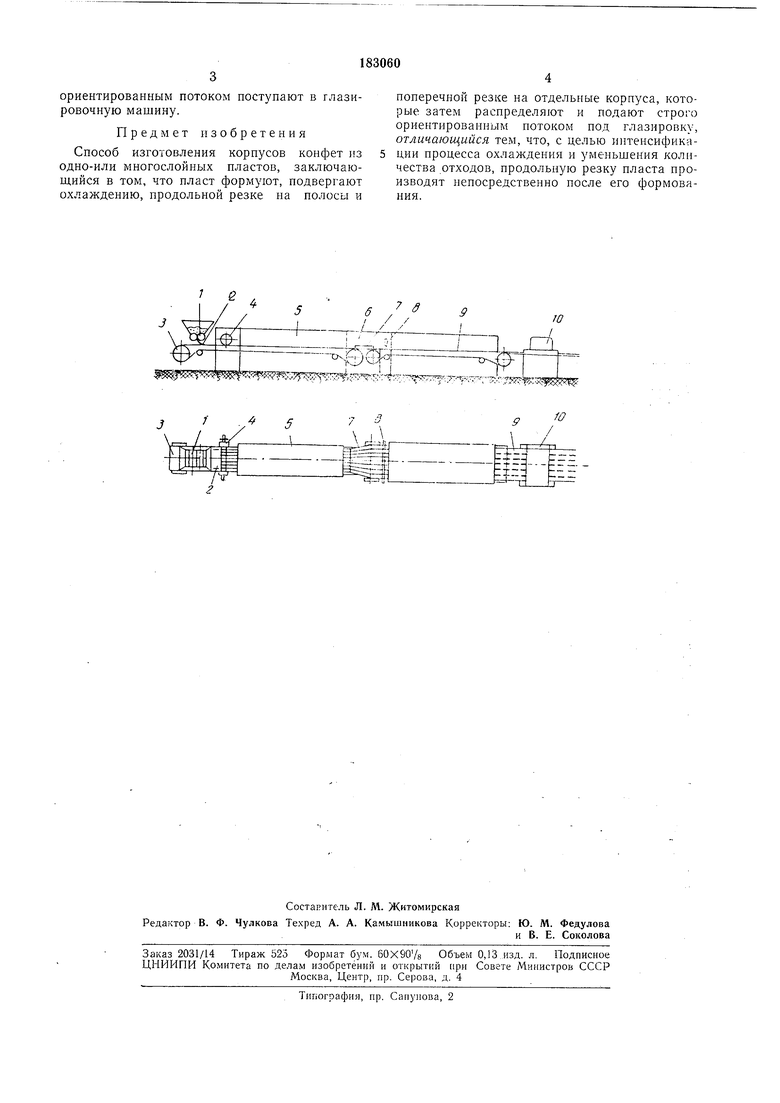
На чертеже изображена в двух проекциях (вид сбоку и сверху) схема линии, которая поясняет способ.
Формование конфетного пласта осуществляют валками /. Бесконечный конфетный пласт 2 поступает на транспортерную ленту 3. Рядом с формующими валками ) установлены дисковые ножи 4, помещенные в холодильную камеру 5, в которой сделано отделение 6 с легкосъемным ограждением из прозрачного материала. Внутри отделения расположены желобчатые направляющие 7, снабженные ребрами, и гильотинный нож 8. Транспортер 9 установлен в выходной части холодильной камеры 5. Его лента щире ленты транспортера 3. Он служит для подачи ориентированных, раздвинутых по щирине конфет в глазировочную машину 10.
Изготовление корпусов конфет осуществляют следующим образом.
Конфетная масса в виде пласта 2 с температурой 50-60°С сразу же после формующих валков / разрезается дисковыми ножами 4 на отдельные полосы. Масса еще мягкая и поэтому дисковые ножн, изготовленные из фторопласта, легко ее продавливают на всю толщину пласта. HOJKH 4 омываются холодным воздухом из камеры 5, благодаря чему конфегмая масса к ним не прилипает. После этого пласт превращается в систему ровных полос, расположенных с зазором 2,5-3 мм. Наличие зазоров списобствует лучшему охлаждению
полос в камере, причем на их боковой поверхности образуется корочка.
При температуре 35-40°С полосы поступают на желобча ые направляющие 7, между
ребрами которых концы полос заправляют Б начале работы. Полосы свободно скользят по гладкой, облицованной фторопластом поверхности направляющих, расстояние ними при этом увеличивается - они раздвигаются.
Температура 35-40°С обеспечивает л есткость и эластичность полос, необходимые для их раздвижки без возникновения деформаций.
ориентированным потоком ноступают в глазировочную машину.
Предмет изобретения
Способ изготовления корнусов конфет из одно-или многослойных нластов, заключающийся в том, что пласт формуют, подвергают охлаждению, продольной резке на полосы и
поперечной резке на отдельные корнуса, которые затем распределяют и подают строго ориентированным нотоком под глазировку, отличающийся тем, что, с целью интенсификации процесса охлаждения и уменьшення количества отходов, продольную резку пласта производят непосредственно после его формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КОНФЕТ ИЗ СБИВНОЙ МАССЫ НЕПРЕРЫВНЫМ МЕТОДОМ | 2009 |
|
RU2402225C1 |
| Устройство для формования корпусов конфет | 1980 |
|
SU865258A1 |
| СПОСОБ ПРОМЫШЛЕННОГО ИЗГОТОВЛЕНИЯ КОНФЕТ НА ОСНОВЕ МАССЫ НУГИ | 2014 |
|
RU2614814C2 |
| Устройство для получения помадных сортов конфет с начинкой и двухслойных конфет | 1983 |
|
SU1155226A1 |
| СПОСОБ ПРОИЗВОДСТВА ГРИЛЬЯЖНЫХ КОНФЕТ | 2009 |
|
RU2421012C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНФЕТ, ГЛАЗИРОВАННЫХ ШОКОЛАДНОЙ ГЛАЗУРЬЮ, С КОРПУСОМ НА ОСНОВЕ ПРАЛИНЕ МЕЖДУ СЛОЯМИ ВАФЕЛЬ | 1996 |
|
RU2095003C1 |
| СПОСОБ ПРОИЗВОДСТВА МОЛОЧНЫХ КОНФЕТ "КОРОВКА" | 1998 |
|
RU2145782C1 |
| СПОСОБ ПРОИЗВОДСТВА КОРПУСОВ КОНФЕТ | 1998 |
|
RU2143206C1 |
| УСТРОЙСТВО для РЕЗКИ КОРПУСОВ КОНФЕТ из | 1973 |
|
SU384666A1 |
| Устройство для непрерывного производства слоеных бисквитных изделий с начинкой | 2016 |
|
RU2622456C1 |
е
((Щ
