Изобретение относится к непрерывной разливке тонкой металлической продукции, в частности, стали. Оно особенно подходит для установок, называемых установками разливки между цилиндрами.
Цель- повышение качества получаемых заготовок за счет герметичности заливочного пространства.
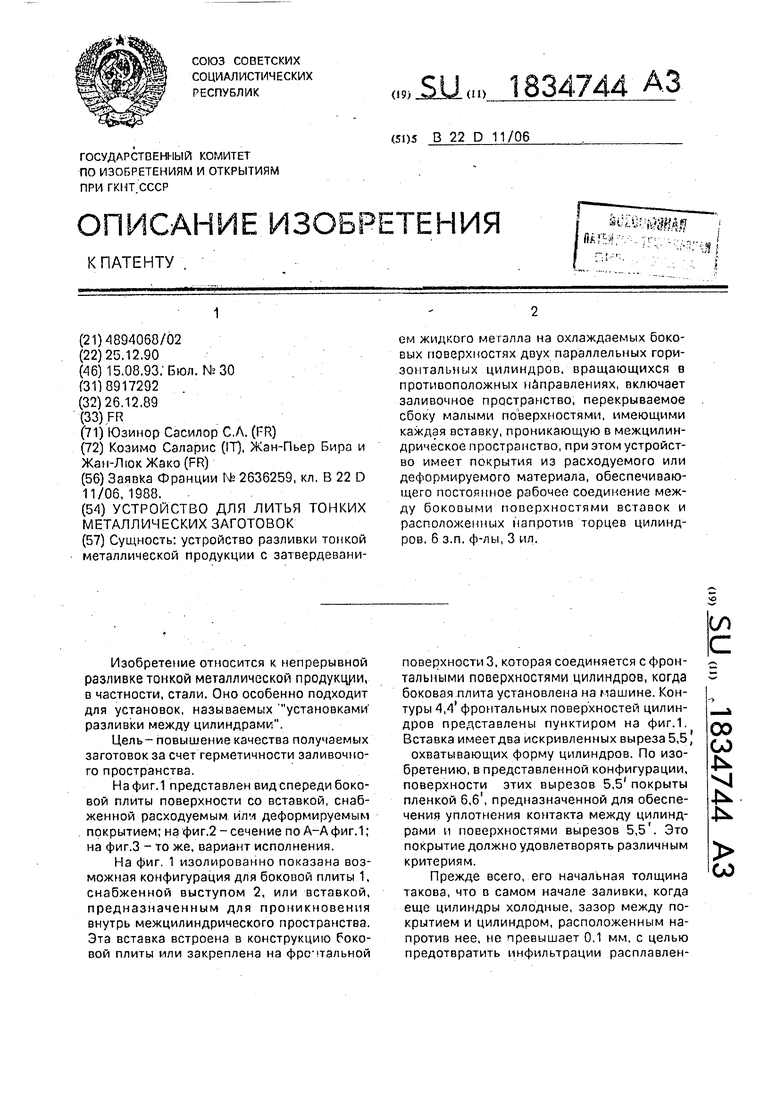
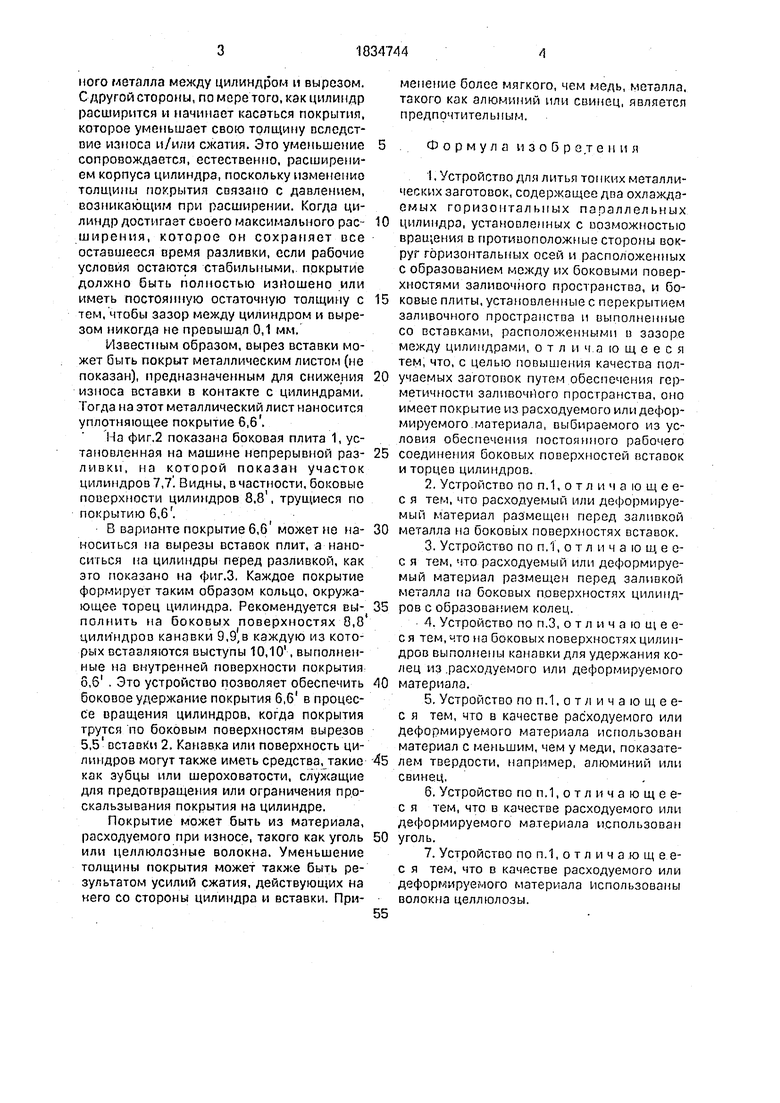
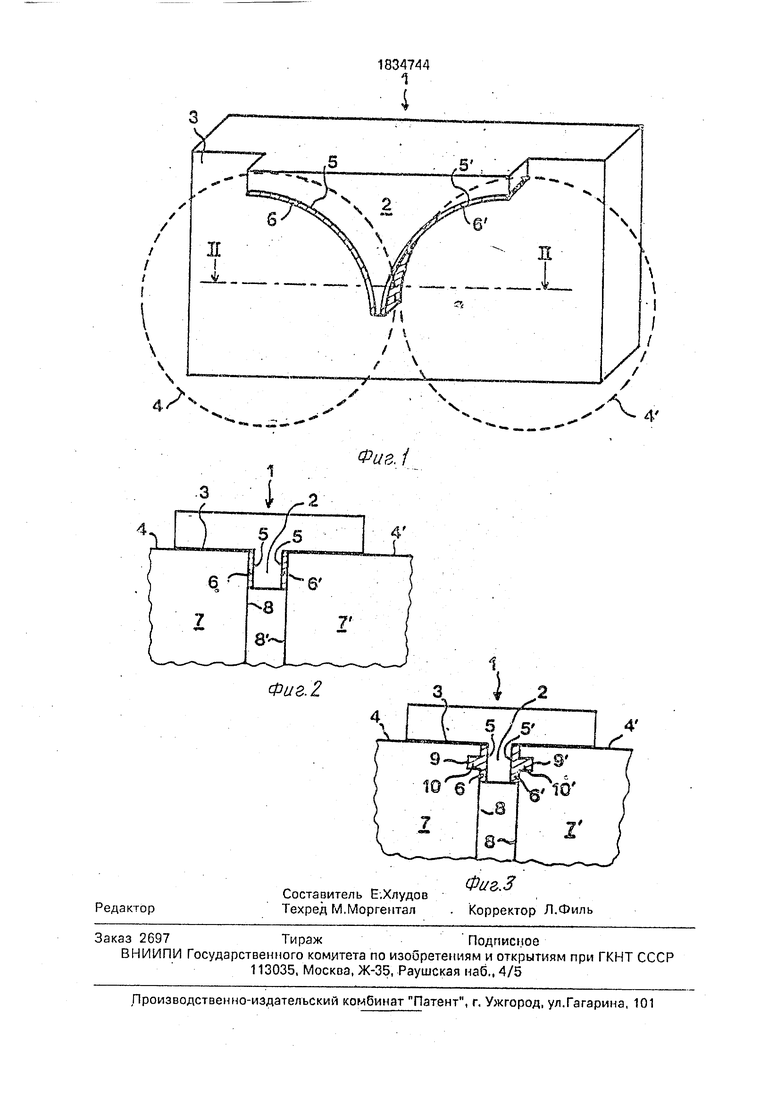
Нафиг.1 представлен вид спереди боковой плиты поверхности со вставкой, снабженной расходуемым или деформируемым покрытием; на фиг.2 - сечение по А-А фиг. 1; на фиг.З - то же, вариант исполнения.
На фиг, 1 изолированно показана возможная конфигурация для боковой плиты 1, снабженной выступом 2, или вставкой, предназначенным для проникновения внутрь межцилиндрического пространства. Эта вставка встроена в конструкцию Роковой плиты или закреплена на фронтальной
поверхности 3, которая соединяется с фронтальными поверхностями цилиндров, когда боковая плита установлена на машине. Контуры 4,4 фронтальных поверхностей цилиндров представлены пунктиром на фиг.1. Вставка имеет два искривленных выреза 5,5) охватывающих форму цилиндров. По изобретению, в представленной конфигурации, поверхности этих вырезов 5,5 покрыты пленкой 6,6, предназначенной для обеспечения уплотнения контакта между цилиндрами и поверхностями вырезов 5,5. Это покрытие должно удовлетворять различным критериям.
Прежде всего, его начальная толщина такова, что в самом начале заливки, когда еще цилиндры холодные, зазор между покрытием и цилиндром, расположенным напротив нее, не превышает 0,1 мм, с целью предотвратить инфильтрации расплавленсо
с
оо
СА) N VJ
4
СО
него металла между цилиндром и вырезом. С другой стороны, по мере того, как цилиндр расширится и начинает касаться покрытия, которое уменьшает свою толщину вследст- пие износа и/или сжатия. Это уменьшение сопровождается, естественно, расширением корпуса цилиндра, поскольку изменение толщины покрытия связано с давлением, возникающим при расширении. Когда цилиндр достигает своего максимального рас- ширения, которое он сохраняет все оставшееся время разливки, если рабочие условия остаются стабильными,, покрытие должно быть полностью изношено или иметь постоянную остаточную толщину с тем, чтобы зазор между цилиндром и вырезом никогда не превышал 0,1 мм.
Известным образом, вырез вставки может быть покрыт металлическим листом (не показан), предназначенным для снижения износа вставки в контакте с цилиндрами. Тогда на этот металлический лист наносится уплотняющее покрытие 6,6.
На фиг.2 показана боковая плита 1, установленная на машине непрерывной раз- ливки, на которой показан участок цилиндров 7,7. Видны, в частности, боковые поверхности цилиндров 8,8, трущиеся по покрытию 6,6.
В варианте покрытие 6,б может не на- носиться па вырезы вставок плит, а наноситься на цилиндры перед разливкой, как зго показано на фиг.З, Каждое покрытие формирует таким образом кольцо, окружающее торец цилиндра. Рекомендуется вы- полнить на боковых поверхностях 8,8 цилиндров канавки 9,9,в каждую из которых вставляются выступы 10,10, выполненные на внутренней поверхности покрытия 6,6 . Это устройство позволяет обеспечить боковое удержание покрытия 6,6 в процессе вращения цилиндров, когда покрытия трутся по боковым поверхностям вырезов 5,5 вставки 2. Канавка или поверхность цилиндров могут также иметь средства, такие как зубцы или шероховатости, слухощие для предотвращения или ограничения проскальзывания покрытия на цилиндре.
Покрытие может быть из материала, расходуемого при износе, такого как уголь или целлюлозные волокна. Уменьшение толщины покрытия может также быть результатом усилий сжатия, действующих на него со стороны цилиндра и вставки. При
менение более мягкого, чем медь, металла, такого как алюминий или свинец, является предпочтительным.
. Формула изобретения
1.Устройство для литья тонких металлических заготовок, содержащее два охлажда- емых горизонтальных параллельных цилиндра, установленных с возможностью вращения в противоположные стороны вокруг горизонтальных осей и расположенных С образованием между их боковыми поверхностями заливочного пространства, и боковые плиты, установленные с перекрытием заливочного пространства и выполненные со вставками, расположенными и зазоре между цилиндрами, о т л и ч.а ю щ е е с я тем, что, с целью повышения качества получаемых заготовок путем обеспечения герметичности заливочного пространства, оно имеет покрытие из расходуемого или деформируемого.материала, выбираемого из условия обеспечения постоянного рабочего соединения боковых поверхностей вставок и торцев цилиндров.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что расходуемый или деформируемый материал размещен перед заливкой металла на боковых поверхностях вставок.
3.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что расходуемый или деформируемый материал размещен перед заливкой металла на боковых поверхностях цилиндров с образованием колец.
4. Устройство по п.З, отличающееся тем, что на боковых поверхностях цилиндров выполнены канавки для удержания колец из .расходуемого или деформируемого материала.
5.Устройство по п.1. о т л и ч а ю щ е е- с я тем, что в качестве расходуемого или деформируемого материала использован материал с меньшим, чем у меди, показателем твердости, например, алюминий или свинец,.
6.Устройство по п.1, отличающее- с я тем, что в качестве расходуемого или деформируемого материала использован уголь.
7.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что в качестве расходуемого или деформируемого материала использованы волокна целлюлозы.
Сущность: устройство разливки тонкой металлической продукции с затвердеванием жидкого металла на охлаждаемых боковых поверхностях двух параллельных горизонтальных цилиндров, вращающихся в противоположных направлениях, включает заливочное пространство, перекрываемое сбоку малыми поверхностями, имеющими каждая вставку, проникающую в межцилиндрическое пространство, при этом устройство имеет покрытия из расходуемого или деформируемого материала, обеспечивающего постоянное рабочее соединение между боковыми поверхностями вставок и расположенных напротив торцев цилиндров. 6 з.п. ф-лы, 3 ил.
3
Фиг. 2
Фив. 1
| ДВУХПОЛЯРИЗАЦИОННАЯ ДИПОЛЬНАЯ АНТЕННА | 2016 |
|
RU2636259C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
