Изобретение относится к непрерывной разливке тонкой металлической продукции, в частности стальных листов, на один или между двух валков.
Этот тип разливки уже известен и состоит в подаче расплавленного металла на проходящую подвижную охлаждаемую поверхность. При контакте с этой холодной поверхностью разливаемый металл затвердевает и приводится в движение проходящей поверхностью.
Одной из известных проблем такого типа разливки является обеспечение однородного затвердевания металла в контакте с охлаждаемой поверхностью, причем в процессе контакта расплавленного металла с охлаждаемой поверхностью металл подвергается усадке при затвердевании, которая приводит к локальным отрывам корки затвердевшего металла по отношению к поверхности разливки. Отсюда следует, что в зонах, где происходит отрыв, охлаждение металла замедляется по отношению к зонам, где корка остается в контакте с поверхностью охлаждения. Оказывается, что на гладкой поверхности эти явления происходят беспорядочным образом, приводя таким образом к нерегулярностям как в плане поверхности продукта разливки, так и в его структуре, и могут вызвать такие дефекты, как поверхностные трещины.
Для устранения этой проблемы и обеспечения однородности затвердевания заливаемого металла было предложено придать охлаждаемой поверхности некоторую шероховатость, которая приводит к достаточно равномерному распределению в масштабе шероховатости зон, где разливаемый металл находится в контакте с охлаждаемой поверхностью и, следовательно, к равномерному затвердеванию в масштабе размеров конечного продукта указанного металла.
Устройства такого типа описаны, в частности, в документах Японии N 60-18449, которые показывают разливочные валки, поверхность которых имеет специальную шероховатость, определяемую размерами и расположением рельефов, пиков и впадин шероховатости.
Хотя использование разливочных поверхностей, обладающих специальными характеристиками шероховатости, позволяет получить продукты наилучшего качества, в частности по поверхности, тем не менее остается проблема, состоящая в том, что в процессе разливки могут происходить такие дефекты, как прорывы или прилипания разливаемого металла и вызывать не только дефекты разливаемого продукта, но и серьезные возмущения в процессе операции самой разливки. Такие дефекты происходят часто на краях поверхностей разливки, вблизи боковых стенок или малых поверхностей, которые удерживают расплавленный металл по боковым сторонам и определяют ширину продукта. Действительно, эти боковые стенки закреплены, а края разливаемого продукта имеют тенденцию оставаться сцепленными с ними, тогда как на некотором расстоянии от этих боковых стенок металл, затвердевший в контакте с поверхностью разливки, приводится ею в движение. Отсюда вытекает различие в скоростях краев и центральной зоны продукта, который еще недостаточно затвердел, что может вызывать прорывы или, по меньшей мере тяжелые дефекты на краях продукта.
Цель изобретения предотвращение дефектов разливки, таких как прорывы или прилипания, и обеспечение выпуска продукции удовлетворительного качества по всей ширине и на краях.
В предлагаемом способе разливки тонких металлических изделий на одном или между двумя цилиндрическими, приводимыми во вращение, расплавленный металл приводится к затвердеванию при контакте с охлаждаемыми стенками одного или двух валков, формируя таким образом две корки затвердевшего металла, которые постоянно приводятся в движение вращением одного или двух валков, при этом в движение приводятся лишь некоторые продольные зоны затвердевших корок.
По одному из вариантов изобретения указанные зоны, предпочтительно приводимые в движение, располагаются вблизи краев или по краям металлических изделий.
По этому варианту края корки в процессе затвердевания подвергаются воздействию особенно значительного усилия привода в движение, которое препятствует их сцеплению с неподвижными боковыми стенками, или по меньшей мере в случае начала сцепления рвут его и препятствуют таким образом тому, чтобы количество сцепленного металла росло и приводило к прорыву жидкого металла ниже места сцепления.
Улучшения, вносимые предпочтительным приводом в движение лишь краев затвердевшей корки, не были пока еще объяснены. Одна гипотеза, однако, состоит в том, что предпочтительный привод в движение краев, т.е. там, где вследствие наличия боковых стенок корка имеет тенденцию к удержанию трением у стенок, и где она имеет большую склонность к быстрому затвердеванию, позволяет избежать проблем сцепления и прорывов, тогда как затвердевшие корки в средней зоне продукта подвергаются меньшим усилиям привода в движение и не подвергаются поверхностным напряжениям, вызываемым этим усилием, которое могло бы нанести вред качеству продукта в этой средней зоне.
По другому варианту способа по изобретению указанные предпочтительно приводимые в движение зоны располагаются на некотором расстоянии от краев металлических изделий.
По второму варианту именно медианная зона корок приводится в предпочтительное движение по отношению к краям. В этом случае края затвердевшей корки имеют некоторую свободу деформации и в случае прилипания к боковым стенкам возмущены лишь эти зоны, поскольку они подвергаются продольному срезывающему воздействию, тогда как срединная зона продукта, подвергающаяся однородному приводу в движение, не подвергается воздействию поверхностных напряжений. Кажется, что в этом случае края корок обеспечивают эффект затухания напряжений, генерируемых трениием на боковых стенках, которые распределяются на ширине зон краев, не подвергающихся предпочтительному приводу в движение, причем этот эффект тем значительнее, чем шире эти краевые зоны. Очевидно, что поскольку эти краевые зоны особенно возмущены, может оказаться необходимым отрезать их за устройством.
Устройство для непрерывной разливки тонких металлических изделий на одном или между двумя валками имеет один или два валка, приводимых во вращение, стенки которых охлаждаются, а боковые стенки образуют с валком или валками заливочное пространство. Поверхность валка или валков разделяется по меньшей мере на три круговые зоны, причем по меньшей мере одна из указанных зон имеет шеpоховатость, превышающую шероховатость других зон.
По одному варианту устройства поверхность валков имеет две зоны шероховатости, расположенные вблизи одной из боковых стенок, шероховатость которых превышает шероховатость третьей зоны, расположенной между двумя указанными зонами шероховатости.
Первый вариант устройства позволяет предпочтительному приведению в движение краев затвердевших корок на поверхности валка или валков.
По второму варианту устройства поверхность валка имеет по меньшей мере одну зону, шероховатость которой превышает шероховатость других зон, причем эта или эти зоны шероховатости располагаются на некотором расстоянии от боковых стенок.
Второй вариант устройства позволяет приводить в движение срединной зоны затвердевших корок, обеспечивая таким образом возможное проскальзывание указанных краев корок.
Кроме благоприятного воздействия на равномерность затвердевания разливаемого продукта, специальные характеристики, относящиеся к шероховатости поверхности валков, могут вносить свой вклад в улучшение рабочих условий разливки и упрощать получение разливаемого продукта на одном или между двух валков, в частности избегая известных проблем, которые создаются при контакте металла с неподвижными боковыми стенками.
На фиг. 1 дан схематичный вид устройства разливки между двумя валками в соответствии с изобретением; на фиг.2 то же, в случае смещенных в осевом направлении валков, вариант; на фиг.3 то же, в случае более шероховатых разливочных поверхностей в их срединной части, чем по краям, вид сверху; на фиг. 4 показан валок с повышенной шероховатостью на краях в специальной конфигурации.
Устройство разливки между двумя цилиндрами имеет два валка 1, приводимые во вращательное движение по стрелкам 2, и две неподвижные боковые стенки 3, расположенные на торцах валков 1 для перекрытия заливочного пространства 4, в которое выливается расплавленный металл в процессе разливки. Цилиндрическая стенка валков 1 охлаждается и расплавленный металл, выливаемый в заливочное пространство 4, затвердевает при контакте с этими охлаждаемыми стенками, формируя две корки затвердевшего металла, которые постепенно утолщаются и соединяются на уровне плоскости осей валков 1 для формирования разливаемого продукта в форме тонкой ленты, которая непрерывно извлекается вниз.
В соответствии с изобретением поверхность стенок валков 1 имеет вблизи каждой боковой стенки 3 круговые зоны 5, показанные пересекающейся штриховкой, шероховатость которых превышает шероховатость срединной зоны 6.
В качестве примера для ширины поверхности разливки 800 мм ширина зон 5 с сильной шероховатостью составляет приблизительно 10 мм, причем шероховатость Rz этих зон 5 составляет 150 мкм, а срединной зоны 6-80 мкм. Эти значения могут однако меняться значительным образом в зависимости от размеров валков, вида разливаемой поверхности и сорта разливаемого металла. Предпочтительно шероховатость Rz наиболее шероховатых зон 5 равна или превышает двойную шероховатость менее шероховатых зон.
Такие шероховатости поверхности заливки могут быть обеспечены многочисленными методами, такими как накатка, дробеструйная обработка, электроэрозия, наклеп и т.д.
Тип или форма шероховатости зависят в основном от выбранного способа. Можно, например, в случае шероховатости сообщенной накаткой реализовать шероховатость типа перекрестной накатки (см.фиг.1) или прямой поперечной накаткой, формирующей риски, ориентированные параллельно оси валков (см. фиг.2).
Шероховатость различных зон может быть выполнена различными способами.
В случае, показанном на фиг. 1, где боковые стенки 3 размещаются на торцах валков без наличия выступающей части между валками и в контакте с их цилиндрическими поверхностями, зоны 5 с высокой шероховатостью располагаются в непосредственной близости к краям заливочной поверхности, т.е. каждого торца валков.
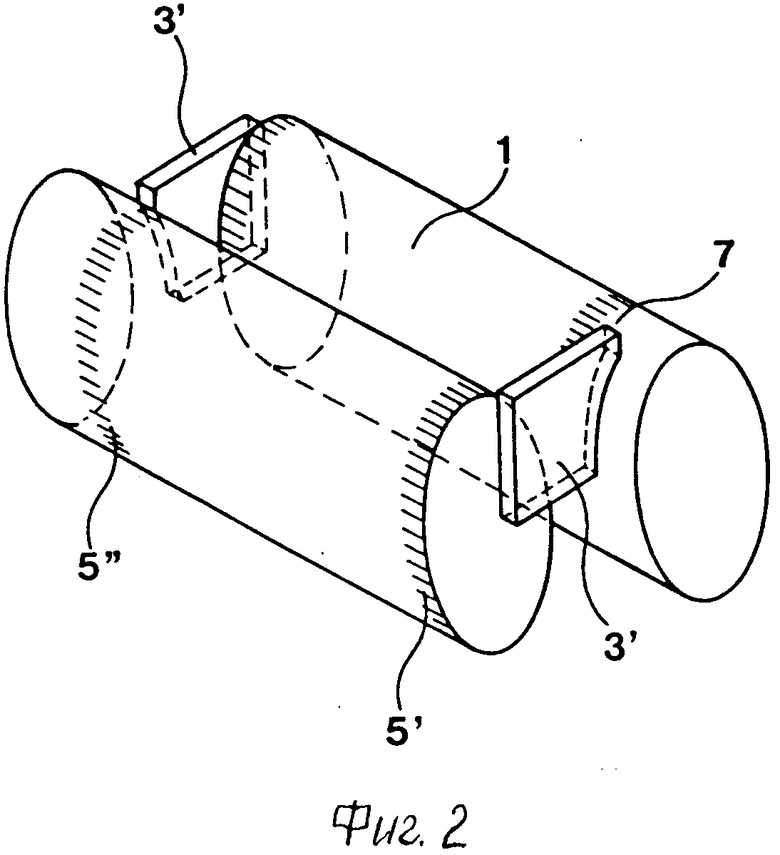
На фиг.2 показан вариант устройства, в котором валки 1 смещены в осевом направлении, причем каждая боковая стенка 3' имеет участок на торцевой поверхности валка, а с другой стороны на цилиндрической стенке другого валка. Такая общая конфигурация уже известна для обеспечения перемещением относительно валков в осевом направлении изменения ширины пространства заливки и, следовательно, изменения ширины разливаемой тонкой ленты.
В этом случае каждый валок будет иметь зону 5 высокой шероховатости на краю поверхности заливки и другую зону с высокой шероховатостью, расположенную на некотором расстоянии от другого края, причем это расстояние определяется в зависимости от отклонения боковых стенок. Цилиндрическая зона 7, которая находится в контакте с боковыми стенками, имеет предпочтительно достаточно слабую шероховатость с тем, чтобы не рисковать возможностью абразивного износа боковых стенок в процессе заливки.
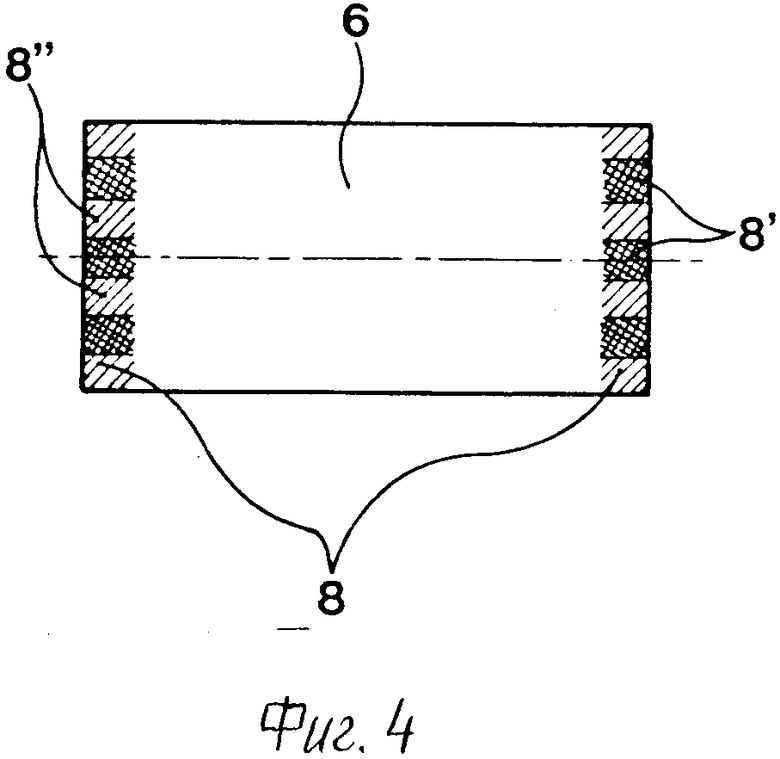
Валок, показанный в плоскости фиг.4, может быть использован вместо валков 1 в устройстве, показанном на фиг.1. Зоны 8 с большей шероховатостью такого типа валка имеют особенность, состоящую в разделении по окружности на несколько сегментов 8', 8'', обладающих попеременно различными шероховатостями. Например, сегменты 8' имеют высокую шероховатость, превышающую шероховатость сегментов 8'', которая может быть равна или больше шероховатости срединной зоны 6.
Такое специальное расположение позволяет, в частности, упростить, в случае необходимости отрезку кромок разливаемого продукта, которая обеспечивается использованием таких валков, создавая предпочтительные зоны разрыва указанных кромок.
Можно констатировать, что внезапное изменение шероховатости поверхности валков, такое как то, которое вызывается чередованием сегментов 8, 8', вызывает в продукте на соответствующем уровне этих изменений шероховатости ослабление металла разливаемого продукта, облегчая последующую отрезку кромок.
Использование валков и устройство (см. фиг.1, 2 и 3) позволяют использовать предлагаемый способ в первом варианте, благоприятствуя путем обеспечения высокой шероховатости разливочных поверхностей вблизи боковых стенок приведению в движение краев корок затвердевающего металла.
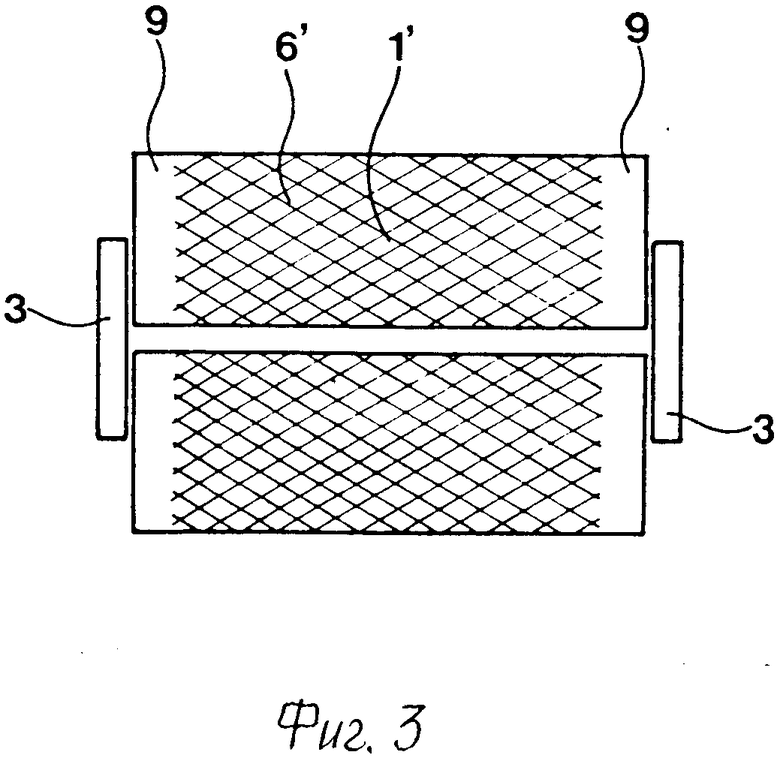
Устройство (фиг. 3) предназначено для использования способа по второму варианту. В этом варианте устройства валки 1' имеют срединную круговую зону 6, с большей шероховатостью, чем в круговых зонах 9, расположенных вблизи боковых стенок.
Как уже указывалось, шероховатость зон 9 достаточно слабая для обеспечения проскальзывания краев затвердевшей на этих зонах корки в случае, когда указанные края имеют тенденцию удерживаться сцеплением на боковых стенках. Это проскальзывание может быть стимулировано смазкой зон 9, которая должна предшествовать или проводиться регулярно в процессе разливки.
Шероховатость срединных круговых зон 6' цилиндров 1' может быть выполнена указанным ранее методами.
Изобретение не ограничивается описанными в качестве примера устройствами. Можно, в частности, использовать его в установках для разливки на один валок.
Изобретение предназначено для непрерывной разливки тонких металлических изделий. Устройство имеет один или два валка, приведенных во вращение и стенки которых охлаждаются водой, и две боковые стенки 3, образующие заливочное пространство 4. Поверхность каждого валка разделяется на по меньшей мере три круговые зоны, причем одна по меньшей мере, из указанных зон имеет шероховатость, превышающую шероховатость других зон. Приводят в движение предпочтительно лишь некоторые продольные зоны корки разливаемого металла, затвердевшие при контакте с охлаждаемыми стенками валков или валка. 2 с. и 6 з. п. ф-лы, 4 ил.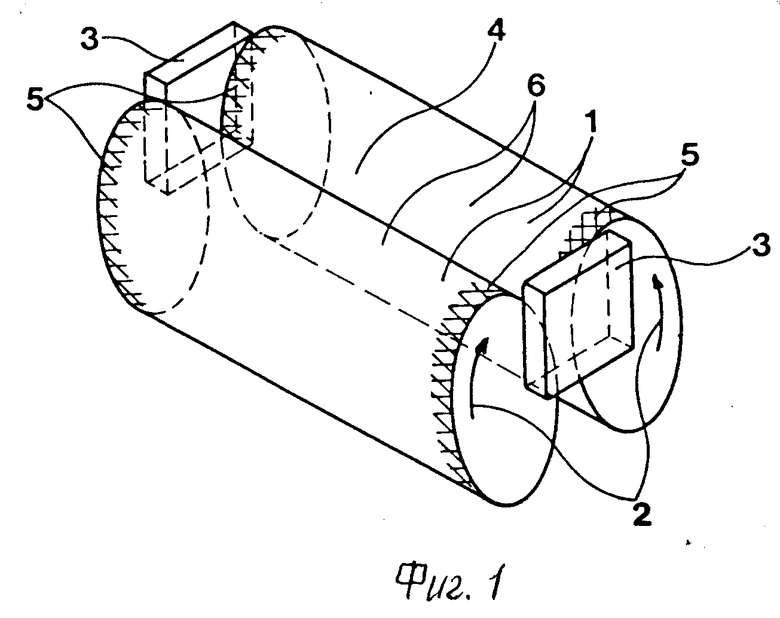
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |

