ручного оплавления с последутощим разнедением мадшны в исходное положение и перезажатием свариваемых деталей, что приводит к существенному снижению производитеяьносга сварочных работ.
Бывает и так,что сварщику необходимо замерять перед каждой сваркой величину скоса торцов свариваемых деталей и корректировать программу управления с учетом скоса. Корректировка значительно увеличивает время на подготовку и снижает производд тельность.
Цель изобретения - повышение качества сварного соедине1шя путем стабилизации на- грева свариваемьгх деталей.
Поставленная цель достигается тем, что вход датчика перемещения связан с подаижной станиной Mautifflbi через соединительный узел, а управляющий вход соединительного узла подключен к пороговому устройству.
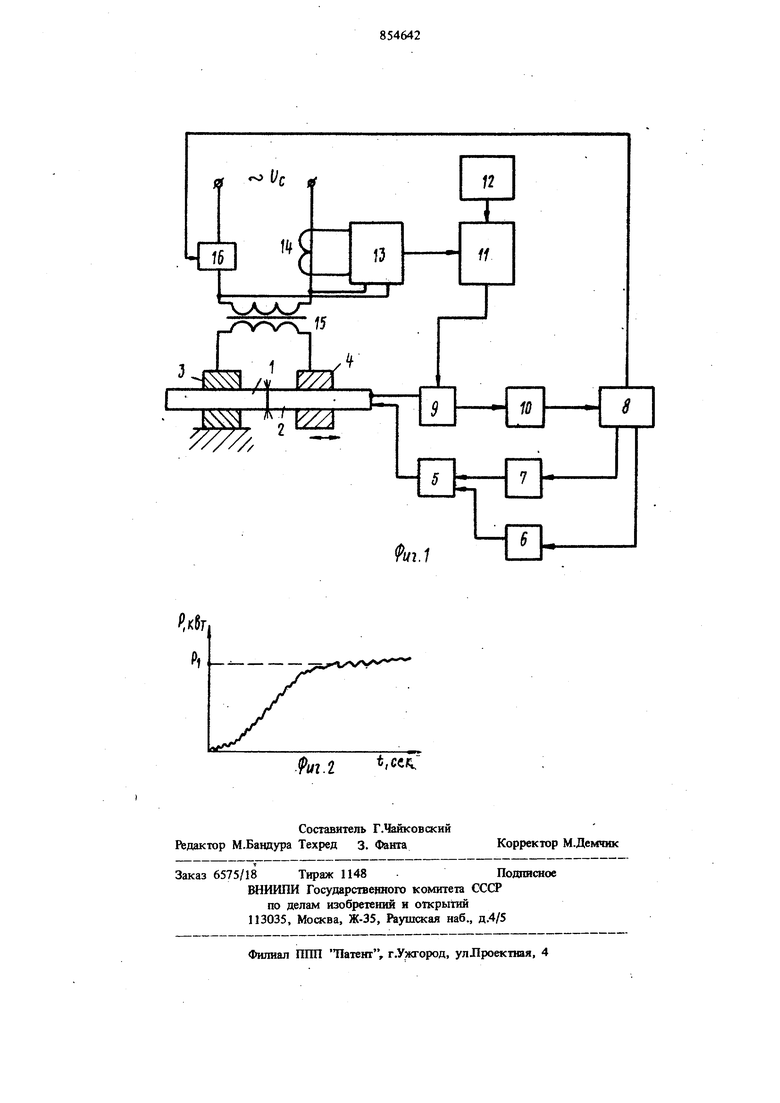
На фиг.1 показана блок-схема устройства; на фиг .2 - диаграмма мощности в сварочной цепи при оплавлении деталей, имеющих начальный скос.
Устройство содержит свариваемые детали 1 и 2, зажатые в токоподводящих губках 3 и 4 сварочной маишны, гщфопривод 5, привод 6 осадки и электропривод 7 перемещения, программирующее устройство 8, соединител1 н то муфту 9; датчик 10 перемещения, пороговое устройство 11, задающее устройство 12., датчик 13 мощности, трансформатор 14 тс-ка, сварочный трансформатор 15 и силовой контактор 16.
Свариваемые детали 1 и 2, к которым подведено сварочное наиряже1ие от трансформатора 15 через губки 3 и 4, сближаются за счет электропривода 7 и гидропривода 5. С момента касания деталей 1 и 2 в сварочной цешг появляется ток и из сети потребляется мощность По мере сближения деталей 1 и 2 и сгитавления скосонаклонных торцов мощность в сварочной цепи постепенно повьшиется (фиг .2) и при выхойе деталей 1 и 2 на оплавление полных сечений мощность в сварочной цепи доходит до значения Pj. Эта мошдость замеряется датчиком 13, с выхода которого шгнал поступает на вход порогового устройства 11, на второй вход которого подается сигнал с задающего устройства 12. При достюкезяин выходным сшиалом датчика 13 мощности заданного значения Pj, что соответствует окончанию сплавления скоса торцов, ибатывает пороговое устройство 11, которое включает соединительную муфту 9, соединяющую в этот момент подвижную часть датчика 10 перемещения с подаижной частью машины (на фиг.1 схематично показано соединение с подвижной деталью 2).
Таким образом, программа на изменение параметров режима сварки начинает автоматичёски выполняться с момента выхода свариваемых деталей на полное сечение. В процессе вьшолнения этой программы программируиицее устройство 8 управляет скоростью перемещения детали 2 посредством привода 7 и 5, сварочным напряжением через контактор 16, осадкой через привод 6 и 5.
Примене1гае устройства позволяет повысить качество сварных соединений путем стабилизации нагрева свариваемых деталей и производительность сварочных работ.
Формула изобретения
Устройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подТвижную и неподвижную станины мащины, соединительный узел привода перемещения 1юдвижной станины маившы и привод ее осадки,датчик перемещения подвижной станины машины, сварочный фансформатор, устройство программного управления и последовательно соединенные датчик электрической мопдности, включенный в цепь сварочного трансформатора, и пороговое устройство, отличающееся тем, что,с целью повышения качества сварного соединения путем стабилизации нагрева свариваемых деталей, вход датчика перемещения ° связан с подвижной станиной мапганы через соединительный узел, а управляющий вход соединительного узла подключен к пороговому устройству.
Источники информшщи, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N 203109, кл. В 23 К 11/24, 18.08.62.
2.Патент США N 3748431 , кл. 219-97, 24.07.73.
3.Патон Б., Лебедев BJ. Электрооборудование для контактной сварки. М., Машиностроение, 1969, С.214.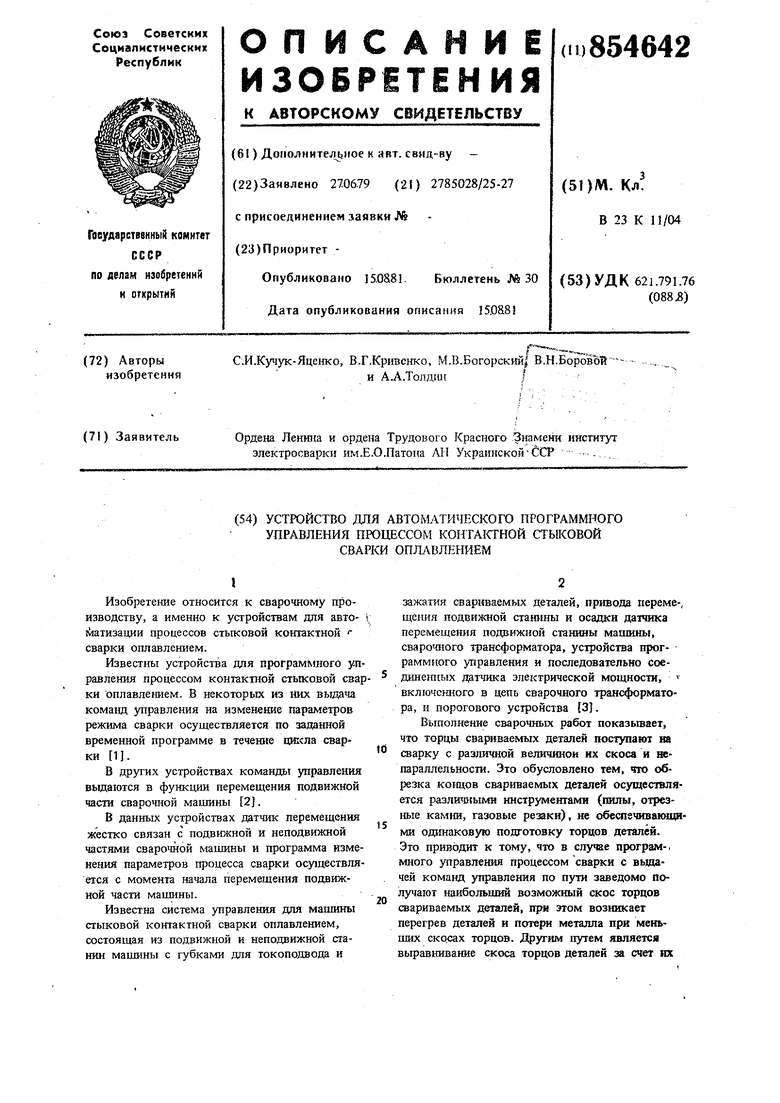
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления процессом контактной стыковой сварки оплавлением | 1989 |
|
SU1685657A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Машина для контактной стыковой сварки оплавлением | 1979 |
|
SU904247A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Устройство для управления стыкосварочной машиной | 1982 |
|
SU1053995A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |