В настоящее время нроизводство двухслойной листовой стали но способу прокатки пакетов осуществляется путем сборки и прокаткн четырехслойных симметричных пакетов.
Описываемый двухслойный пакет отличается тем, что он снабжен прямоугольным пазом по периметру пластины и Г-образным температурным компенсатором деформации. Это исключает разрывы сварных швов при прокатке.
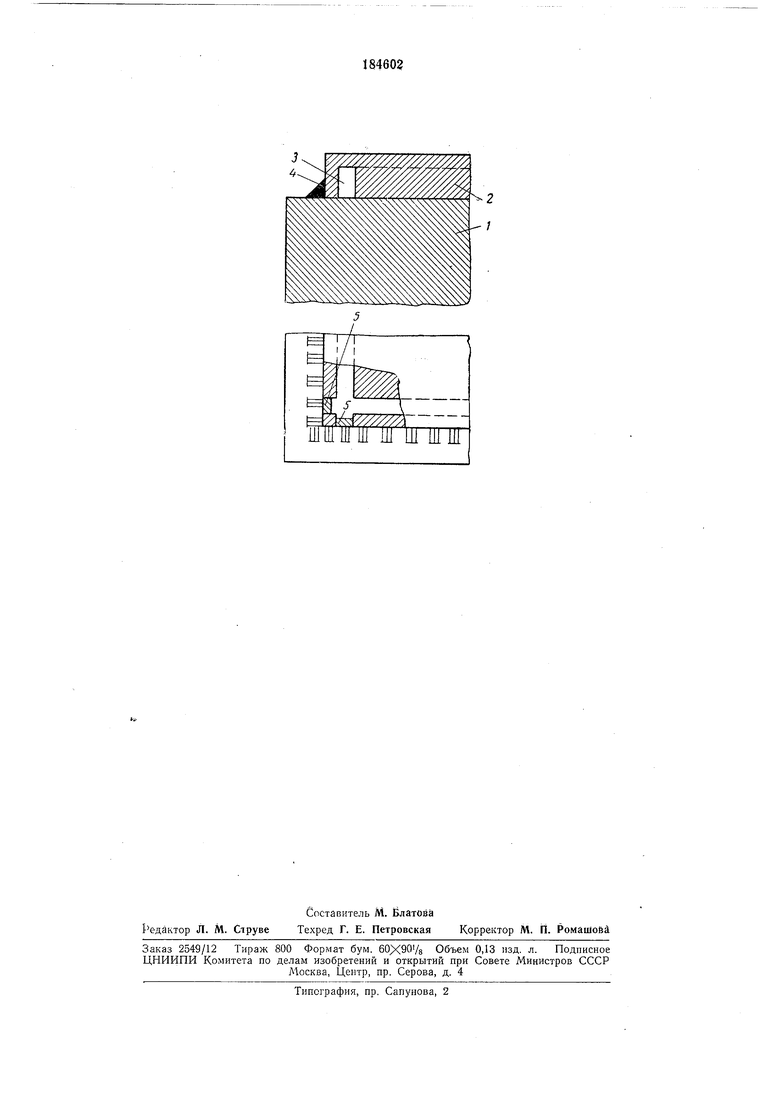
На чертеже изображен описываемый пакет в двух проекциях.
Пакет состоит из сляба / основного металла, пластины 2 из нержавеющей стали с пазом 3 по периметру. В этой пластине выполнен также Г-образный паз 4 для компенсации
деформации при нагреве. Сляб и пластина свариваются и образуется сварной шов, обеспечивающий герметичность пакета. На выходе паза в углах устанавливают вкладыши-заглушки 5.J
Предмет изобретения
Двухслойный сварной пакет для изготовлеПИЯ биметаллического листа, состоящий из стали, например углеродистой, втличающийся тем, что, с целью предупреждения разры-; РОВ сварных швов в процессе прокатки, пакет снабнсен нрямоугольным пазом по периметру пластины и Г-образным темнературным компенсатором деформации при нагреве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухслойный сварной пакет | 1985 |
|
SU1303328A1 |
| Пакет для получения многослойных листов | 1987 |
|
SU1523285A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| Способ изготовления биметаллических пакетов | 1976 |
|
SU585033A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
| Разделительная обмазка | 1983 |
|
SU1127724A1 |
| Пакет для получения многослойных листов | 1982 |
|
SU1117166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |