1i:
Изобретение относится к металлургии, а именно к производству многослойных материалов пакетным способом.
Целью изобретения является снижение трудо- и матери 1лоемкости из го- товления двухслойного сварного пакета и повышение его конструктивной надежности.
На чертеже изображен предлагаемый пакет.
Пакет состоит из основного металле. 1 с треугольным пазом 2 и компенсатором 3 деформации, воспринимающим воз- ннкающие при нагреве и в начале прокатки усилия, и пластины 4 плакирующего металла. Пакет по периметру сварен герметичным швом 5. Для разгрузки шва при нагреве и прокатке у основания компенсатора с внешней его стороны 1-1меется надрез 6. На выходе паза в углах установлены заглушки 7.
Пример. Собирали двухслойный пакет I размерами 26x80x180 мм и двухслойный пакет II размерами 280х х1300x2100 мм. Пакеты обваривали по периметру ручной электродуг овой сваркой. В качестве сварочных материалов использовали электроды марки ЭА-981/15 05 tм.
Толщину плакирующей плиты из стали марки XIBHIOT для пакета I принимали 4 мм, а для пакета II 30 мм. Основнук: заготовку из стали 09Г2 для пакета I принимали равной 22 мм, а для пакета II 250 мм. Толщину компенсатора в верхней части для пакета I принимали равной 8 мм, для пакета II 20 мм, а в нижней - 6 мм для I и 14 мм для II. Высоту компенсатора принимали равной для пакета I 7 мм, для пакета 1123мм
Пазы выполняли в поперечном сечении в виде треугольника. Ширину паза
0
5
0
3
5
0
5
0
35
3282
д.пя пакета I принима.ии 5 мм, д.пя пакета II 15 мм.
Пазы и компенсаторр) ньнто.пн1ип- на взаимно перпендику.пярных сторонах за- гото вки (сляба) оснопног о мета.пла. Величина П1ва в критическом сечении д.ля лабораторного и промышлершого пакетов составила соответственно 4 и 1 5 мм.
После сборки и обварки пакетов по периметру из них были изготов.пены д,вухслойнь е листы по гтринятой технологии (нагрев, прокатка, термообработка, УЗК, вырезка размеров) толщиной 8 и 40 мм. Нагрев и прокатка подтвердили высокую конструктивную надежность пакетов благс даря наличию надрезов у осиооавий компенсаторов деформации. Контроль качества показал, что сплоппгость и прочная связь слоев имела место по всей контактной поверхности, плакированных листов.
Формула изобретения
Двухслойн(. сварной пакет д.пя из- готовлс ния биметаллического листа, состоящий из оснонног о и плакирующего металла, снабженный компенсаторами деформаци и пазами, в которых установлены вклад.ьцци-заглушки, о т - л и ч а ю щ и ft с я тем, , с целью снижениуг трудоемкости и материалоемкости изготовления и гктвыше- ния долговечности, пазы и компенсато- piii выполнены в матет)пале основного слоя по двум взаимно перпендикулярным сторонам, причем паз в поперечном сечении вьто;п1ен в |1)орме треугольри - ка, а компенсатор деформап.ии у основания имеет поггеречное сечение меньшее, чем в BepxHei t части.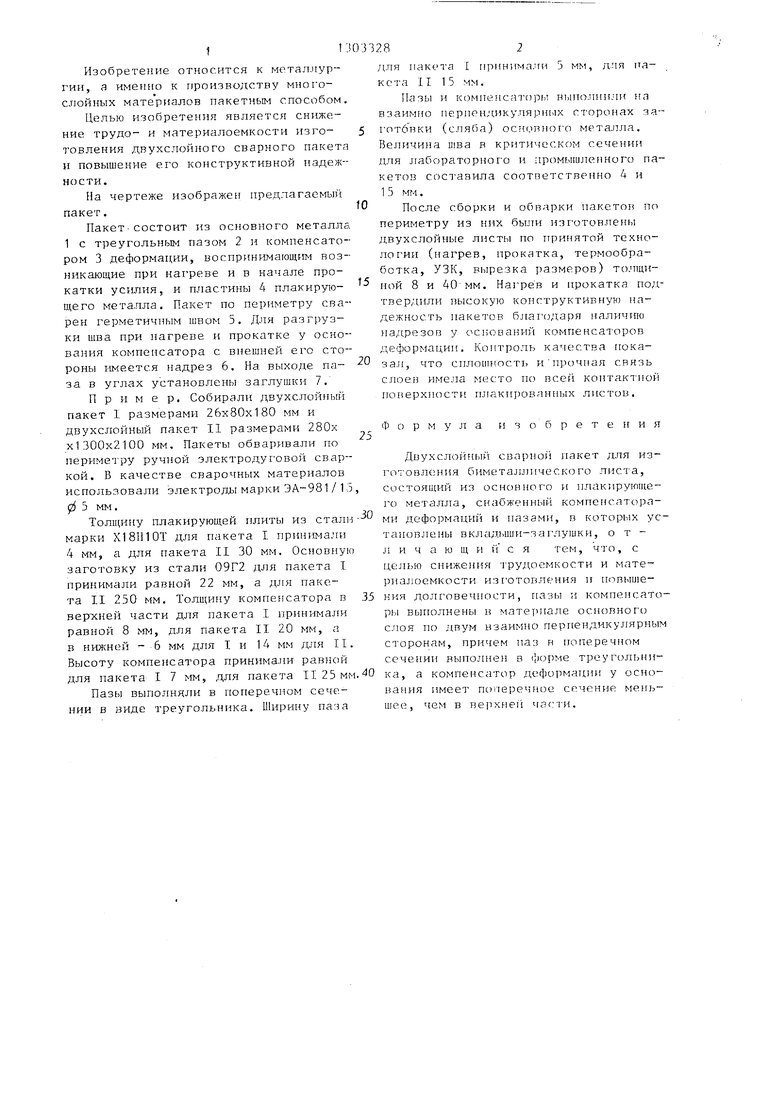
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| Способ изготовления плакированного стального листа | 2022 |
|
RU2803447C1 |
| Пакет для получения многослойных листов | 1987 |
|
SU1523285A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛАКИРОВАННЫХ ЛИСТОВ | 2002 |
|
RU2225781C2 |
| Способ деформационно-термической обработки биметаллического материала | 2022 |
|
RU2779416C1 |
| Способ изготовления плакированных листов из слоистого слитка | 1975 |
|
SU610652A1 |
| Пакет для получения многослойных листов | 1982 |
|
SU1117166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО ЛИСТА | 2019 |
|
RU2709302C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 1996 |
|
RU2103130C1 |
Изобретение относится к металлургии, а именно к производству многослойных материалов пакетным способом, и предназначено для снижения трудо- и материалоемкости изготовления двухслойного сварного пакета и повышения его конструктивной надежности. В двухслойном сварном пакете пазы выполняют в основном материале, в качестве которого обычно используют конструкционные стали, что снижает трудоемкость его изготовления по сравнению с высоколегированным плакирующим слоем. При этом пазы выполняют треугольной формы по двум взаимно перпендикулярным плоскостям. Компенсаторы деформации выполнены таким образом, что у основания имеют поперечное сечение, меньшее чем в верхней части. Нагрев и прокатка показала высокую конструктивную надежность пакетов, сплошность и прочная связь слоев имела место по всей контактной поверхности плакированных листов. 1 ил. (Л 00 о 00 ОО к СХ)
| ДВУХСЛОЙНЫЙ СВАРНОЙ ПАКЕТ ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЛИСТА | 0 |
|
SU184602A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
