Известны способы абразивной обработки цилиндрических изделий, например по авт. св. № 147933 способ суперфиниширования цилиндрических изделий бруском, совершающим колебательное движение с одновременным перемендением вдоль обрабатываемого вращающегося изделия. По этому способу для сохранения режущих свойств бруска на протяжении времени его контакта с обрабатываемым изделием бруску сообщают колебательное движение по дуге относительно вращающегося обрабатываемого изделия.
Предложенный способ создает условия для беспрепятственного удаления смазывающе-охлаждающей жидкостью осколков абразивных зереи и частиц металла из зоны обработки и обеспечивает самозатачивание абразивного бруска на протяжении всего времени его контакта с обрабатываемым изделием.
С этой целью изделию сообщают дополнительное в осевом направлении колебательное движение, а инструмент, например хон, выполняют соприкасающимся своей средней частью с изделием по линии, а в крайних положениях - по обрабатываемой цилиндрической поверхности.
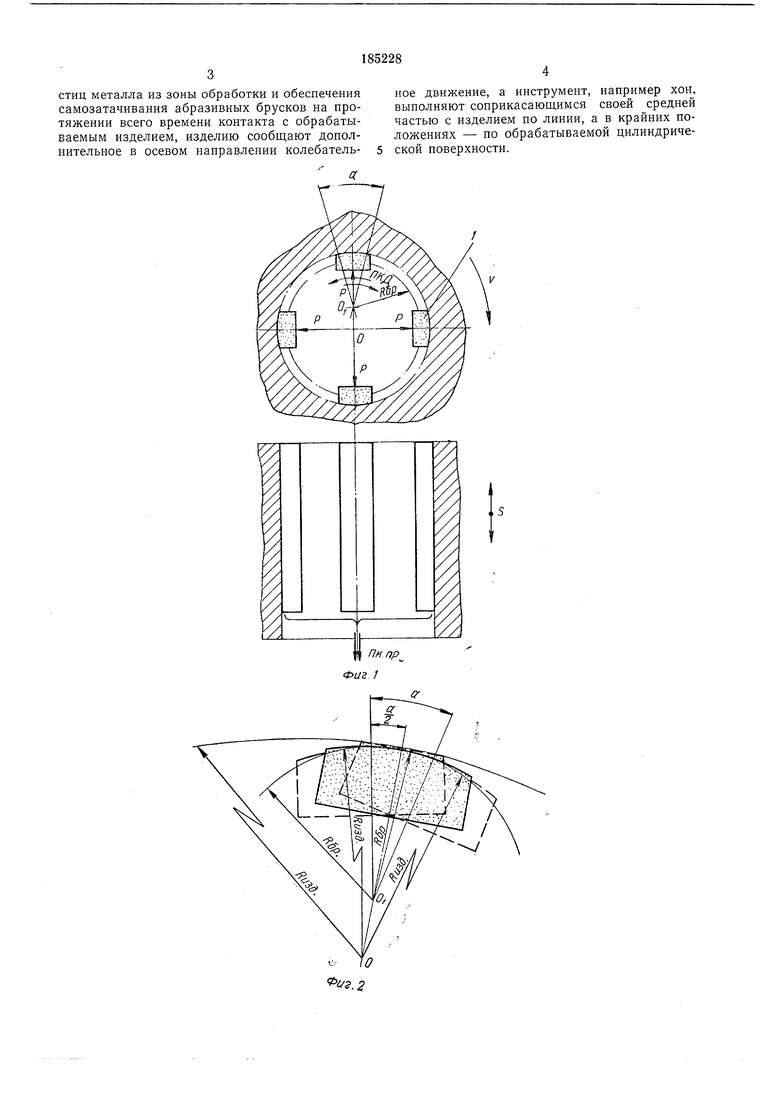
На фиг. 1 изображена схема движения абразивного бруска и детали в процессе обработки; на фиг. 2 - схема движения одного бруска в процессе обработки.
Как видно из фиг. 1, сущность предлагаемого способа заключается в том, что наряду с продольными колебаниями Пк-п,о абразивным брускам /, прижимаемым к обрабатываемой цилиндрической поверхности силой Р, сообщаются колебательные движения Пк. g по дуге окрул ности, центр которой Oi смещен относительно центра изделия О. Радиус этого дугового колебания R р (см. фиг. 2) меньше радиуса обрабатываемой цнлиндрической новерхностн R .
Детали помимо указанных движений сообщается также возвратио-поступателыюе движение подачи S и вращение V относительно той же оси.
В процессе периода колебаний абразивный брусок контактирует с обрабатываемой поверхностью либо по линии в своей средней части, либо по цилиндрической поверхности - в крайних положениях.
Предмет изобретения
Способ суперфиниширования цилиндрических изделий, например внутренних отверстий по авт. св. № 147933, отличающийся тем, что, с целью создания условий для беспрепятственного удаления охлаждающе-смазывающей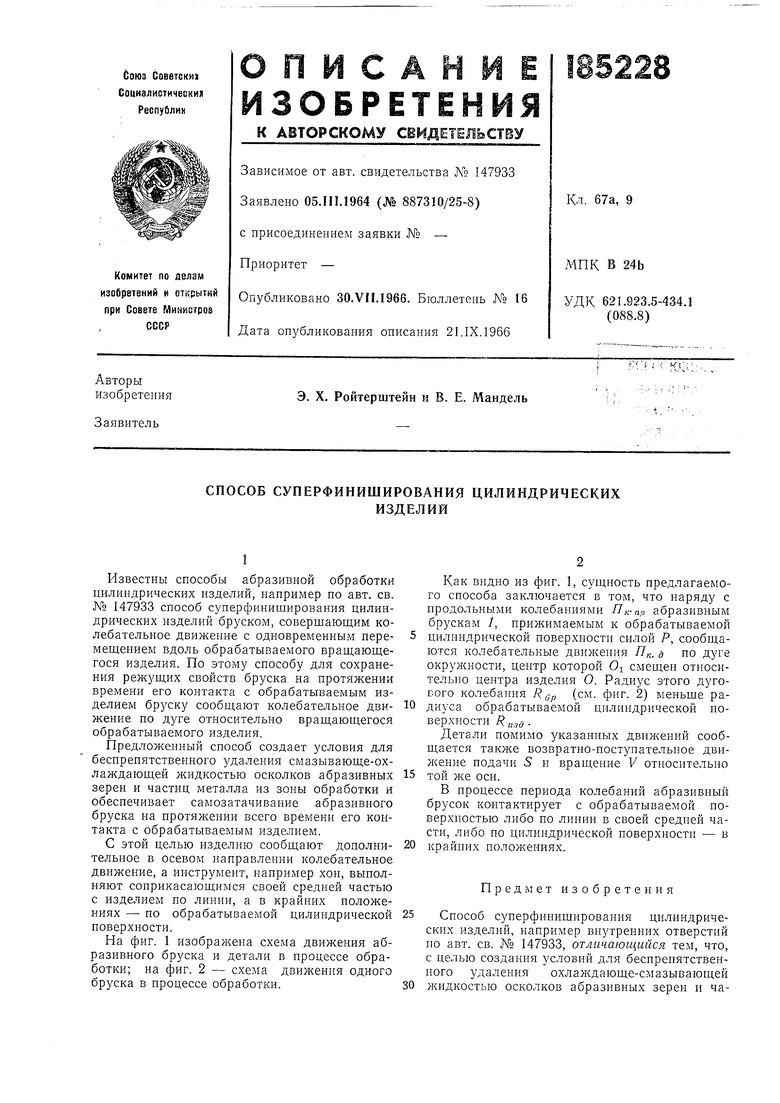
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| Способ суперфиниширования цилиндрических изделий | 1960 |
|
SU147933A1 |
| Электромагнитная головка для суперфиниширования цилиндрических изделий | 1960 |
|
SU147934A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |