1I З
Изобретение относится к машиностроению, а именно к области технологии отделочной обработки металлов методом суперфиниширования с использованием абразивного и алмазного инструмента.
Цель изобретения - повышение точности формы поперечного профиля дорожки качения шариковых подшипников при суперфинишировании путем выравнивания съема припуска по образующей дорожке качения.
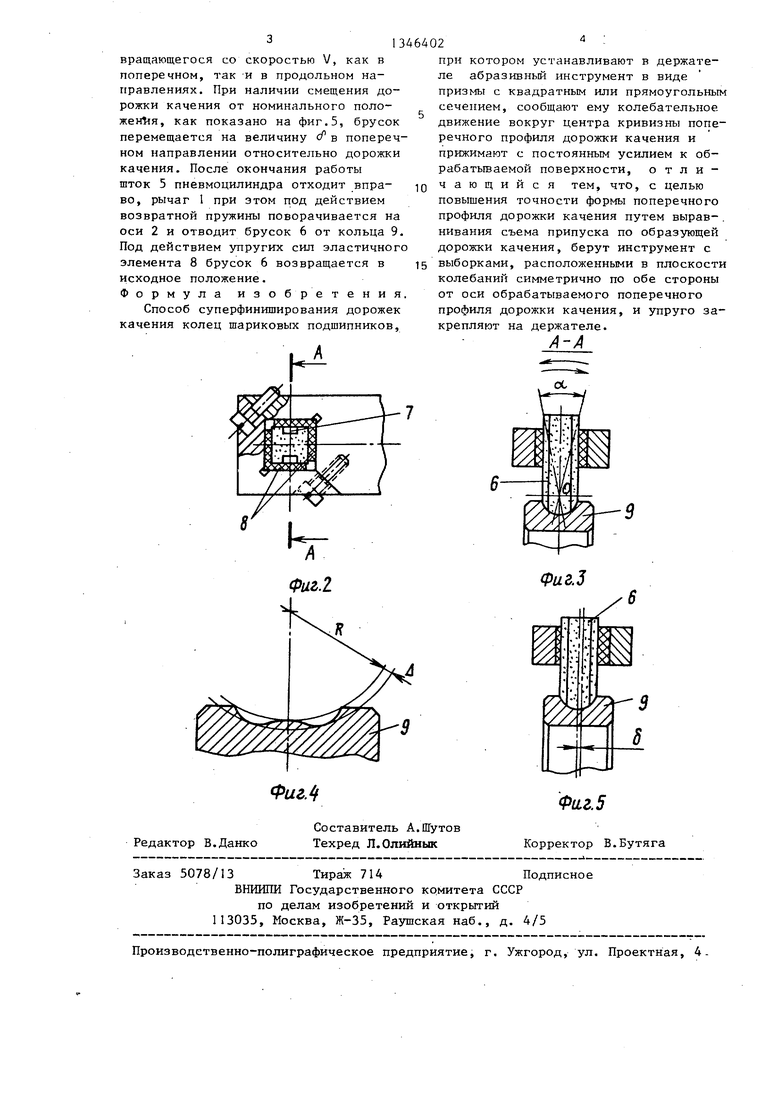
На фиг.1 изображено устройство для реализации способа, разрез; на фиг.2 - то же, вид сверху на фиг.З- разрез А-А ни фиг. 2; на фиг.. 4 - поперечный профиль дорозгки качения радиуса R с погрешностью Д (W-эффект); на фиг.5 - схема обработки при наличии смещения f дорожки качения от номи- нгшьного положения.
При суперфинишировании дорожек качения внутренних колец- шарикоподшипников призматическими брусками квадратного или прямоугольного сечения возникает неравномерность съема припуска по образующей дорожки каче}1ия в поперечном сечении. При этом вследствие недостаточного съема припуска в центральной зоне дорожки качения поперечньй .профиль дорожки качения приобретает характерную форму в виду буквы W.
При суперфинишировании контактирование инструмента и детали происходит по дуге окружности поперечного профиля дорожки качения только в плоскости колебаний, проходящей через ось вращения кольца и центр кривизны поперечного профиля дорожки качения, через который проходит ось колебаний инструмента. В центральном положении инстр пчента (при d, Q) контакт инструмента и детали происходит только в этой плоскости, при этом поперечная дуга контакта инструмен1 а имеет наибольшую длину. В других плоскостях, параллельных рассматриваемой, инструмент и деталь не контактируют (при 0), так как траектория движения любой точки поверхности бруска представляет собой дугу окружности, а профиль сечения кольца - эллиптическую кривую. Контакт с частью этой кривой в крайних положениях инструмента (при повороте на угол J придает боковой поверхности бруска фор2 .2
му части тороидальной поверхности дорожки качения. При этом площадь кон- .такта инструмента и детали возрастает
с поворотом бруска на угол i. . Поэтому возникает неравномерность съема припуска по образующей дорожке качения в поперечном сечении, и поперечный профиль преобретает погрешность
характерной формы (W-эффект), так как в центральной зоне образующей дорожки качения съем металла всегда мень- - ше.
Увеличение съема припуска в центральной зоне достигается инструментом с выполненными в плоскости колебаний выборками, расположенными симметрично по обе стороны от оси обрабатываемого поперечного профиля дорожки качения. Поперечньп1 размер выборок (в направлении оси вращения кольца) выбирают таким, чтобы в центральном положении (,при о( О ) брусок и деталь контактировали не по всему
профилю дорожки качения кольца (в поперечном сечении), а в центральной зоне. Этим достигается увеличение съема металла в указанной зоне при обработке.
Устройство, реализующее способ, состоит из шарнирно подпружиненного рычага 1, неподвижно закрепленного на оси 2 попорота, расположенной в шпинделе доводочной головки 3, возвратной пружины 4, штока 5 пневмоци- линдра, абразивного бруска 6 с выборками 7, закрепленного в рычаге 1 с помощью упругого элемента 8 и прижимающегося усилием F к обрабатываемой
детали 9.
Устройство работает следующим образом.
Рычаг 1 совершает колебательное
движение вокруг оси от шпинделя доводочной головки 3. Закрепленный в рычаге 1 абразивный брусок 6 прижимается с усилием F, передаваемым через рычаг 1 вследствие поворота относительно оси 2 поворота с помощью штока 5 пневмоцилиндра, и совершает колебательное движение вокруг центра кривизны О поперечного профиля дорожки качения с углом колебаний i. . Ус55
тановленньш эластичньм элемент 8 в месте крепления абразивного бруска позволяет бруску 6 упругие перемещения относительно рычага 1 и самоустановки по дорожке качения кольца 9,
вращающегося со скоростью V, как в поперечном, так и в продольном направлениях. При наличии смещения дорожки качения от номинального поло- , как показано на фиг. 5, брусок перемещается на величину с/ в поперечном направлении относительно дорожки качения. После окончания работы шток 5 пневмоцилиндра отходит вправо, рычаг 1 при этом под действием возвратной пружины поворачивается на оси 2 и отводит брусок 6 от кольца 9. Под действием упругих сил эластичного элемента 8 брусок 6 возвращается в исходное положение.
Формула изобретения. Способ суперфиниширования дорожек качения колец шариковых подшипников.
.
46402
при котором устанавливают в держателе абразивный инструмент в виде призмы с квадратным или прямоугольным сечением, сообщают ему колебательное движение вокруг центра кривизны поперечного профиля дорожки качения и прижимают с постоянньт усилием к обрабатываемой поверхности, отличающийся тем, что, с целью повышения точности формы поперечного профиля дорожки качения путем вырав-. нивания съема припуска по образующей дорожки качения, берут инструмент с выборками, расположенными в плоскости колебаний симметрично по обе стороны от оси обрабатываемого поперечного профиля дорожки качения, и упруго закрепляют на держателе.
А-А
10
15
Фиг.г
Фиг.З
Фиг.
Редактор В.Данко
Составитель А.Шутов Техред Л.Олийнык
Заказ 5078/13 Тираж 714Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4Фиг. 5
Корректор В.Бутяга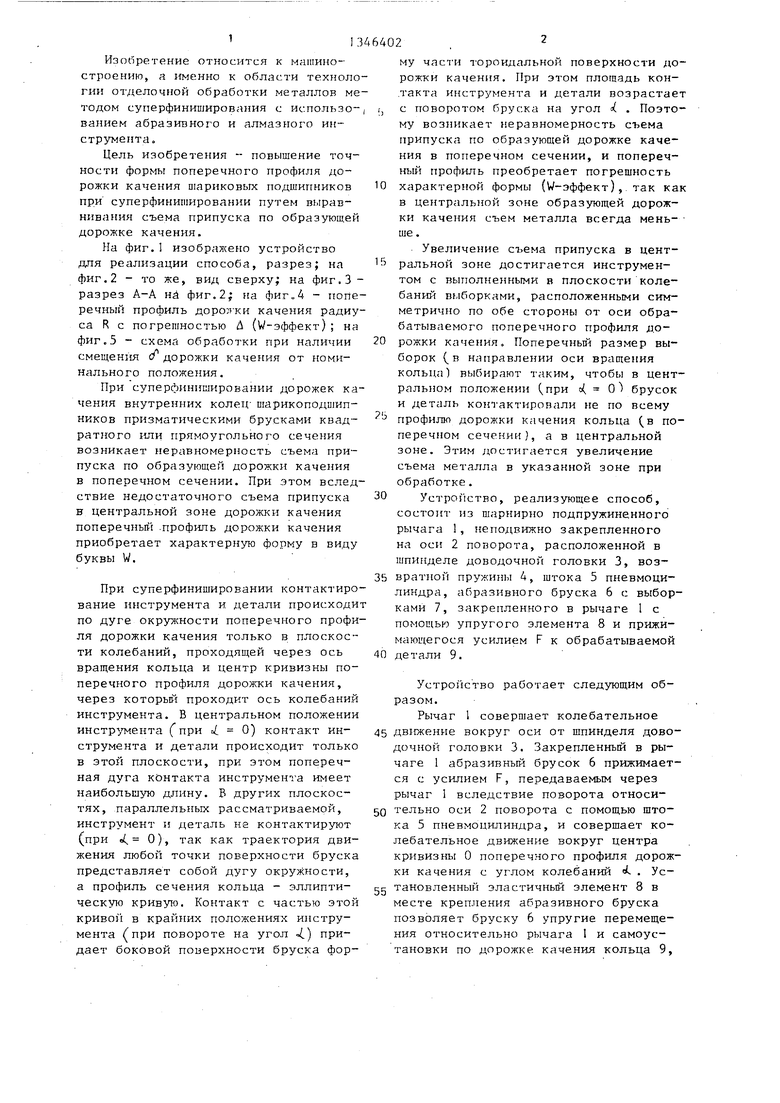
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Устройство для суперфиниширования желобчатых поверхностей колец шарикоподшипников | 1987 |
|
SU1495079A1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| Способ настройки станка для обработки дорожек качения колец подшипников и устройство для его осуществления | 1991 |
|
SU1784447A1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| Устройство для суперфинишированияжЕлОбчАТыХ пОВЕРХНОСТЕй КОлЕц шАРи-КОпОдшипНиКОВ | 1979 |
|
SU848304A1 |
| Способ обработки дорожки качения кольца шарикоподшипника | 1986 |
|
SU1333545A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ | 1994 |
|
RU2069141C1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1982 |
|
SU1021580A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
Изобретение относится к машиностроению, а именно к технологии отделочной обработки металлов методом суперфиниширования с использованием абразивного и алмазного инструмента. Целью изобретения является повьппениё точности формы поперечного профиля дорожки качения шариковых подшипников при суперфинишировании путем выравнивания съема припуска по образующей дорожки качения. На абразивном бруске 6 по обе стороны от оси обрабатываемого кольца 9 симметрично рас- положены выборки. Брусок 6 установлен на конце шарнирно подпружиненного рычага 1 с помощью эластичного элемента с возможностью упругих перемещений относительно рычага 1 и самоустановки по дорожке качения обрабатываемого кольца 9. 5 ил. i (Л со 4 С S рагЛ
| Устройство для суперфинишированияжЕлОбчАТыХ пОВЕРХНОСТЕй КОлЕц шАРи-КОпОдшипНиКОВ | 1979 |
|
SU848304A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
