Известен полуавтомат для пайки деталей погружением, преимущественно трубок с трубными решетками радиаторов, содержащий многогранный барабан, совершающий прерывистое вращение и несущий поворотные зажимы для закрепления изделий при перемещении их из одной ванны в другую, привод, механизм для поворота зажимов с радиаторами при пайке второй стороны, механизм погружения в ванны деталей, травильную ванну, ванну для расплавленного припоя, устройства для выдувания припоя из трубок радиатора и промывки спаиваемых деталей.
В предложенной полуавтоматической линии для пайки деталей, в отличие от известного полуавтомата, ванна для припоя - проходная с непрерывной циркуляцией припоя, а загрузочное и выдачное устройства выполнены в виде рольгангов. В качестве транспортирующего устройства применен горизонтальный шаговый транспортер. Для перевертывания радиаторов неподвижные копиры и поворотные рамки. Рамки закрепляют спаиваемые детали с гарантийным зазором, обеспечивающим полный контакт с расплавленным припоем всей паяемой поверхности. Для возврата рамок в исходное положение используют вертикальные и наклонные направляющие, лебедки и выталкивающий пневмоцилиндр. В травильной ванне имеются валки из
пористой резины. Промывочное устройство такой полуавтоматической линии выполнено струйным.
Это позволяет улучшить качество пайки и упростить применяемые в линии устройства.
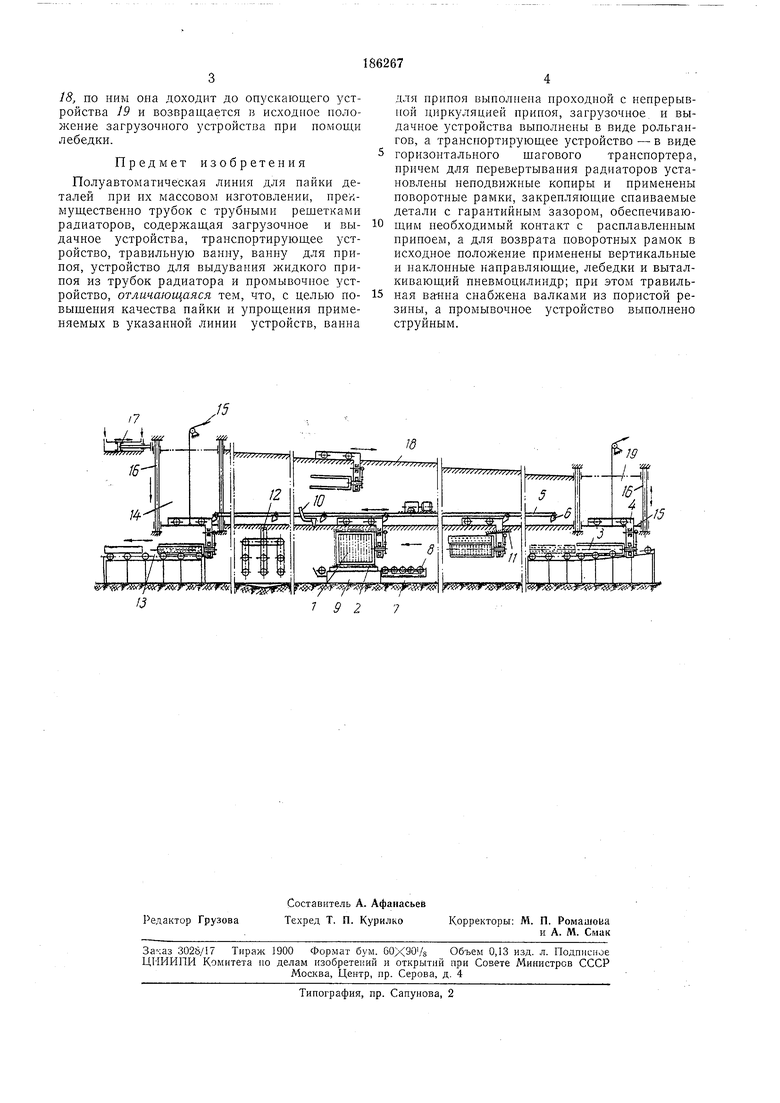
На чертеже схематически изображена полуавтоматическая линия для пайки.
Трубки / вставляются в трубные решетки 2 радиатора и после спекания поступают в загрузочное устройство 3, где радиатор закрепляется в рамке 4. Горизонтальный шаговый транспортер 5 захватывает собачками 6 радиатор с рамкой и направляет в травильную ванну 7. В ней кислота переносится на спаиваемую поверхность с помощью валков 8 из пористой резины. При следующем шаге транспортера радиатор поступает через вырез в ванну 9 для припоя, которая выполнена проходной с непрерывно циркулирующим припоем. В устройстве 10 жидкий припой выдувается из трубок радиатора. После поворота у неподвижного копира 11 протравливают и припаивают вторую сторону радиатора. Затем радиатор поступает в промывочное струйное
устройство 12 и из него в выдачное устройство 13. Рамка с радиатора снимается, направляется в устройство подъема 14, где лебедкой 15 но направляющим 16 подннмается до пиевмоцилиндра 17. Пневмоцилиндр штоком
18, по ним она доходит до онускающего устройства 19 и возвращается в исходное положение загрузочного устройства при номощи лебедки.
Предмет изобретения
Полуавтоматическая линия для пайки деталей при их массовом изготовлении, преимущественно трубок с трубными решетками радиаторов, содержащая загрузочное и выдачное устройства, транспортирующее устройство, травильную ванну, ванну для припоя, устройство для выдувания жидкого припоя из трубок радиатора и промывочное устройство, отличающаяся тем, что, с целью новыщения качества пайки и упрощения применяемых в указанной линии устройств, ванна
для припоя выполнена нроходнои с непрерывной циркуляцией припоя, загрузочное, и выдачное устройства выполнены в виде рольгангов, а транспортирующее устройство - в виде горизонтального щагового транспортера, причем для перевертывания радиаторов установлены неподвижные копиры и применены поворотные рамки, закрепляющие спаиваемые детали с гарантийным зазором, обеспечивающим необходимый контакт с расплавленным припоем, а для возврата поворотных рамок в исходное положение применены вертикальные и наклонные направляющие, лебедки и выталкивающий ниевмоцилиндр; при этом травильпая ва-нна снабл ена валками из пористой резины, а промывочное устройство выполнено струйным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| ПРОМТРАНСНИИПРОЕКТ» и Свердловски^ завод тракторных запчастей•оИ1>&ЛИОТЕКА«I.LL; ЮЖАЕ | 1966 |
|
SU185672A1 |
| ПРОМТРАНСНИИПРОЕКТ» | 1966 |
|
SU184598A1 |
| ВСЕСОЮЗНАЯ "1пдгЕйть'а-г?х.%".'Е:«м | 1971 |
|
SU302192A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ | 1971 |
|
SU292738A1 |
| Устройство для пайки печатных плат | 1976 |
|
SU580956A1 |
| Флюс для пайки | 1981 |
|
SU967751A1 |
| ВСЕСОЮЗНАЯ If!Ai'::}iTiio-]ix;;}iiECfiArfР,ЫС. f!!Af^---r~f | 1972 |
|
SU337210A1 |
| ЗАХВАТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗДЕЛИЙ | 1967 |
|
SU206068A1 |
| УСТРОЙСТВО для ЛУЖЕНИЯ ЛЕПЕСТКА КРЫШКИ ПЕРЕМЕННОГО СОПРОТИВЛЕНИЯ ТИПА «СП» | 1965 |
|
SU168971A1 |
Т 9 2 7
