I
Изобретение относится к области пайкв.
Известна .полуавтоматическая линия для пайки деталей, содержащая загрузочное и вьшачное устройства, транспортирующее устройство, ванну для припоя. Для перемещения деталей используются поворотные рамки, возврат которых в исходное положение производится с помощью лебедкн, вытапкиваюшего пиевмоиилшщра и вертикальных и наклонных направляющих 1 .
Недостатком такой линии является отсутствие механизма для предварительного подогрева деталей и малая скорость перемещения поворотных рамок при возврате их в исходное положение.
Известна линия для пайки печатных плат, содержащая приводную транспортирующую тележку с печатной платой, узел предварител ного подогрева плат, ванну с припоем 2j .
К недостаткам этой линии для пайки печатных плат относятся отсутствие контроля температуры подотрева и обусловленное малой скоростью перемещения транспортируемых узлов оялб1ждение платы перед пайкой что снижает качество паяных соединений.
Целью изобретения является повышение качества паяных соединений и уменьшение продолжительности цикла пайки.
Поставленная цель достигается благодаря тому, что предлагаемое i устройство цяя пайки печатных 1плат,, включающее транспортер с кассетой для устайовки обрабатываемых плат, ванну с расплавленным прнпоем и узел предварительного подогрева плат перед пайкой, снабжено подвижной кареткой, на которой размещен узел предварительного подогрева плат, каретка оснащена электромагнитом для сцепления ее с транспортером, термодатчиком и ynpyrmwf элементом для возврата каретки в исходное положение.
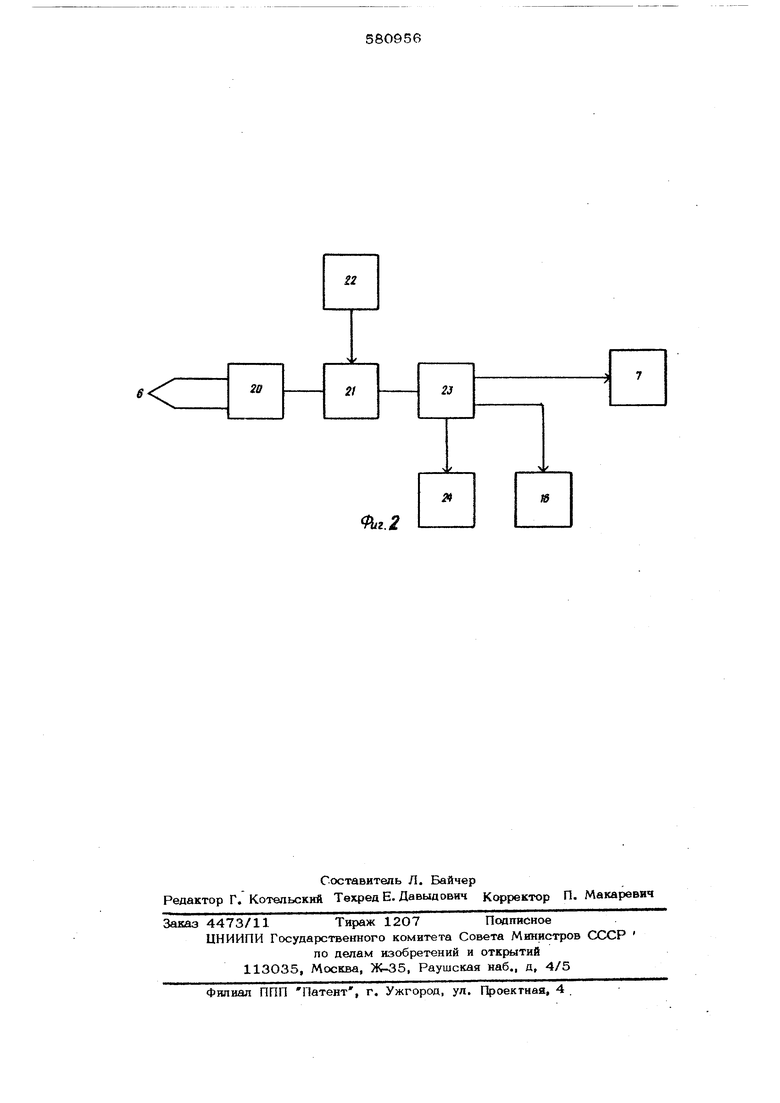
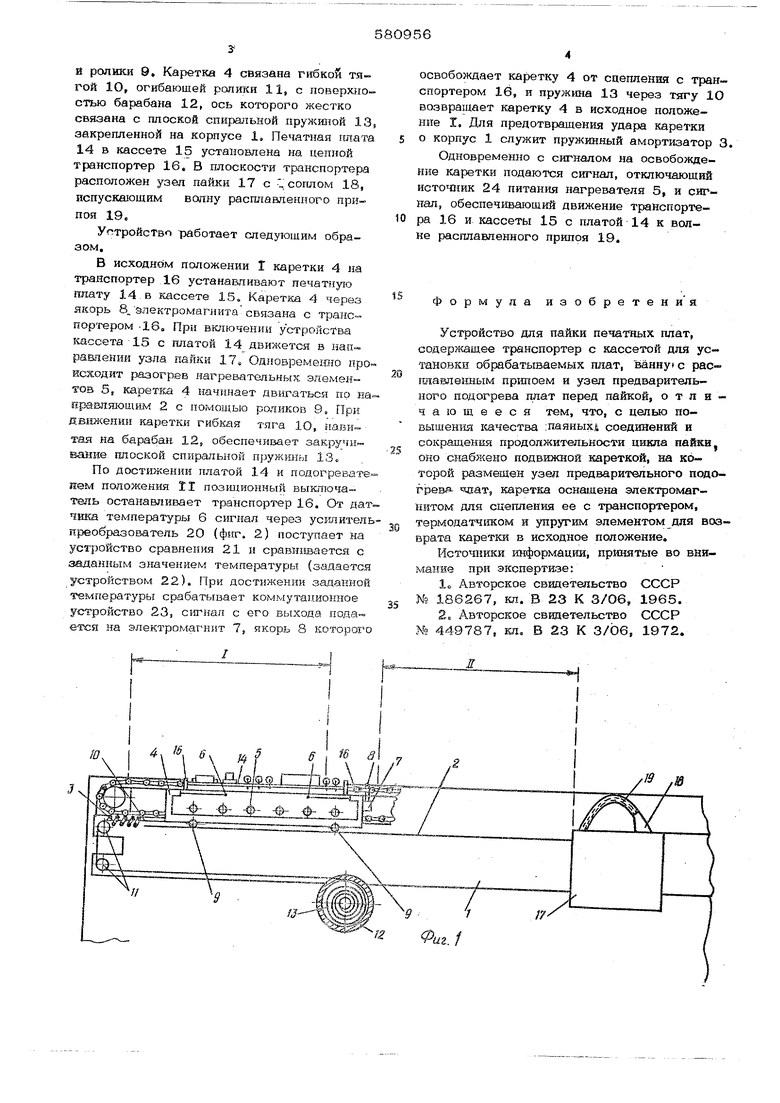
На фиг. 1 схематически изображено предлагаемое устройство для пайки печатных плат; на фиг. 2 - блок-схема, поясняющая его работу.
На корпусе 1 в горизонтальной плоское ти расположены направляющие 2 с ; пружин-KbiMw амортизаторами 3. На каретке 4 смсдатированы нагревательные элементы 5, терМ сдатчики 6, электромагнит 7 с якорем 8 и ролшш 9. Каретка 4 связана гибкой тягой Ю, огибающей ролики 11, с поверхностью бараба1ю 12, ось которого жестко связана с плоской спиральной пружшюй 13 закрепленной на корпусе 1, Печатная плата 14 в кассете 15 установлена на цепной транспортер 16. В плоскости транспортера расположен узел пайки 17 с соплом 18, испускающим волну расплавленного припоя 19. Устройство работает следующим образом, В исходном положении I каретки 4 ла транспортер .16 устанавливают печатн ао пяату 14. в кассете 15. Каретка 4 через якорь 8,электромагнита связана с транспортером -16 При включении уетройства г ассета 15 с платой 14 движется в напра& 1ении узла пайки 17« Одновремешю про ИСХОДИТ разогр.ев нагревательньпс элементов 5, каретка 4 начинает двигаться по на яравляюиишг 2 с помоц ью ратиков 9, При йвюкенин icapeTKH тпга Ю, навитая на барабан 12, обеспечивает зав:ручи вание плоской спиральной пружины 13. По достюкении платой 14 и подог ре вате яем положения II позиционный выключатель останавливает транспортер 16. Ch- дат чика температуры 6 сигнал через усипител преобразоватепь 20 (фиг. 2) поступает на устройство сравнения 21 и сравнивается с заданным значением температуры (задается устройством 22), При достижении заданной температуры срабатывает коммутационное устройство 23, сигнал с его выхода подае-гся на электромагнит 7, якорь 8 которог освобождает каретку 4 от сцепления с транспортером 16, и пружина 13 через тягу 10 возвращает каретку 4 в исходное положение I. Для предотвращения удара каретки о корпус 1 служит пружинный амортизатор 3. Одновременно с сигналом на освобождение каретки подаются сигнал, отключающий 24 питания нагревателя 5, и сигнал, обеспеч1ща1ощий движение транспортера 16 и кассеты 15 с платой 14 к волке расплавленного припоя 19. Формула изобретен ия Устройство для пайки печатных плат, содерлсащее транспортер с кассетой для установки обрабатываемых плат, ванну с расШ1авленным npimoeM и узел предварительного подогрева плат перед пайкой, о т л и - чающееся тем, что, с цепью по- выщен1ал гшчества :паяных4 соединений и сокращения продолжительности цикла пайка, оно снабжено подвижной кареткой, на к6 торой размещен узел предварительного подогрев «адат, каретка оснащена электромагнитом для сцепления ее с транспортером, термодатчиком и упругим элементом для возврата каретки в исходное положение. Источники информации, принятые во внимание при экспертизе: 1в Авторское свидетельство СССР № 186267, кл. В 23 К 3/О6, 1965. 2s Авторское свидетельство СССР № 449787, кл, В 23 К 3/06, 1972.
г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСШОЮЗИАЯ [!:^Т::?п'но-таш4?:|1/ | 1973 |
|
SU372754A1 |
| Устройство для демонтажа интегральных схем с печатной платы | 1978 |
|
SU868892A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
| Устройство для пайки волной припоя | 1986 |
|
SU1349917A1 |
| УСТРОЙСТВО ДЛЯ ДЕМОНТАЖА ПАЯНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2065343C1 |
| Устройство для пайки волной расплавленного припоя | 1985 |
|
SU1258640A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| Устройство для демонтажа многовыводных электронных элементов | 1987 |
|
SU1496939A1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Устройство для пайки радиоэлементов | 1990 |
|
SU1824266A1 |