Изобретение может быть использовано при изготовлении автомобильных радиаторов.
Известные линии, содержащие механизм продувки радиаторов после пайки и закрепленные стационарно под проходящими радиаторами, не обеспечивают качественной продувки трубок радиаторов.
В предложенной линии этот недостаток устраняется за счет того, что механизм продувки выполнен в виде качающейся воздухоподводящей трубы, взаимодействующей с упорами, смонтированными на подпружиненной щтанге.
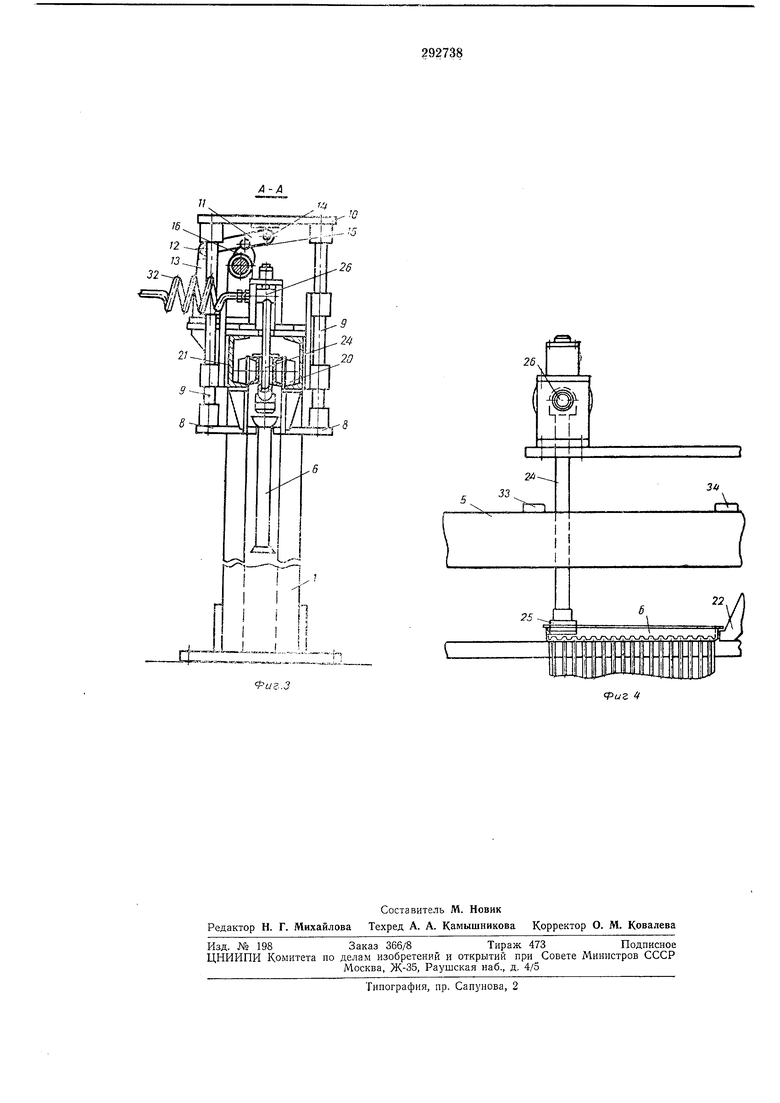
На фиг. 1 изображена схема предложенной линии; на фиг. 2 - механизм продувки радиаторов, на фиг. 3 - сечение по А - А; на фиг. 4 - положение узлов устройства при вертикальном положении трубы.
На станине 1 смонтированы ванны 2 и 5 соответственно флюсования и пайки и электрический подогреватель 4. Эти узлы связаны между собой транспортирующей щтангой 5.
Остов радиатора 6 перемещается в ходе технологического процесса по направляющим 7, закрепленным на станине 1, и по направляющим 8, которые крепятся к колонкам 9 каретки 10 опускания радиаторов. Положение кареток 10 но высоте определяется рычагами 11, расположенными на осях 12 в кронщтейнах 13. Роликами 14 рычаги 11 удерживают каретки 10 в определенном положении по высоте, а роликами 15 взаимодействуют с кулачками 16, раснолол енными на валу 17, получающем вращение от привода 18, состоящего из электродвигателя и редуктора, через муфту 19. Перемещение радиаторов 6 по направляющим 7 и S с позиции на позицию осуществляется щтангой 5, которая роликами 20 опирается на направляющие 21. На штанге 5 на осях закреплены подающие собачки 22, которые и двигают радиаторы. Штанга получает возвратно-поступательное движение от силового цилиндра 23.
Механизм для продувки радиаторных трубок после пайки представляет собой трубу 24
с наконечником-соплом 25. Ось 26 трубы располагается во втулках 27, запрессованных в кронщтейнах 28. К кронщтейнам 28 сверху крепится корпус 29 с фиксатором 30, подпружиненным пружиной 31. Горячий воздух в трубу 24 подается но трубопроводу 32, выполненному в виде пружинящего змеевика, ввернутого в ось 26. На щтанге 5 кренятся упоры 33 и 34, взаимодействующие с трубой 24 при движении щтанги.
Работа агрегата для пайки радиаторов осуществляется следующим образом.
Остов радиатора 6 устанавливается на направляющие 7. При этом подающая щтанга 5 находится в исходном положении. Агрегат Электродвигатель привода 18 и срабатывает цилиндр 23 перемещения штанги 5. Штанга собачками 22 передвигает радиаторы, находящиеся на направляющих 7 и 5, с позиции на позицию. Так, радиатор с первой загрузочной позиции попадает на следующую позицию флюсования и оказывается над ванной 2 с флюсом. Цилиндр 23 переключается в обратную сторону и щтанга 5 уходит в исходное положение. В это время радиаторы, находящиеся над ваннами 2 и 3, медленно опускаются: один - на флюсование, а другой - в нрипой. Опускание кареток 10 с радиаторами 6 осуществляется под действием собственного веса каретки и веса радиатора, находящегося на направляющих 8, закрепленных на колоннах 9 кареток. Закон перемещения кареток 10 вверх - вниз определяется профилем кулачков 16, установленных на вращающемся валу 17, так как рычаги 11, удерживающие каретки 10 роликами 14, взаимодействуют роликами 15 с кулачками 16 и поворачиваются относительно оси 12. В то время как на позициях пайки и флюсования происходит опускание радиаторов в ванны и подъем их, на позиции перед пайкой радиатор 6 подогревается электрическим подогревателем 4. С каждым последующим ходом щтанги 5 радиатор 6 после пайки продувается горячим воздухом. Эта операция необходима, чтобы предотвратить запаивание некоторых трубок. Осуществляется она следующим образом. Когда штанга 5 находится в исходном крайнем правом положении, она закрепленным на ней упором 33 отклоняет трубу 24 продувки на некоторый угол от вертикального положения. С началом рабочего перемещения щтанги угол начинает уменьшаться, и сопло 25, закрепленное на конце трубы 24, при этом заходит внутрь бачка радиатора, передвигаемого собачкой 22 с позиции пайки на следующую. Когда труба 24 занимает вертикальное положение, сопло 25 оказывается максимально приближенным к трубкам радиатора, которые следует продуть. Вертикальное положение трубы 24 с соплом 25 фиксируется фиксатором 30, который под действием пружины 31 заскакивает в отверстие Б на оси 26, которая представляет собой одно целое с трубой 24. Как только труба занимает вертикальное положение, включается подача горячего воздуха для продувки через трубопровод 32, который ввернут в ось 26. Благодаря тому что трубопровод выполнен в виде змеевика, он позволяет оси 26 поворачиваться во втулках 27 на необходимый угол. Продувка производится все время, пока радиатор проходит под соплом 25, и к тому моменту, когда к соплу 25 начинает подходить задняя стенка бачка радиатора, подача горячего воздуха прекращается, а на трубу 24 начинает действовать упор 34, закрепленный на щтанге 5. Фиксатор 30 выдавливается из отверстия Б в оси 26 трубы, и труба 24 начинает отклоняться от вертикали в другую сторону, давая возможность задней стенке опорной пластины радиатора пройти под соплом 25. К концу хода штанг вперед труба 24 оказывается отклоненной от вертикали на некоторый угол, и сопло 25 выведено из полости опорной пластины радиатора. При обратном ходе щтанги 5 труба 24 поворачивается на оси 26 в обратном направлении, и, когда штанга возвращается в исходное положение, труба 24 оказывается опять отклоненной на тот же Предмет изобретения Полуавтоматическая линия для пайки преимущественно радиаторов, содержащая станину, на которой смонтированы ванны флюсования и пайки, электрический подогреватель радиатора, механизм продувки радиатора после пайки и связывающую эти узлы транспортирующую щтангу, отличающаяся тем, что, с целью повыщения качества пайки за счет улучщения продувки радиаторов от припоя, механизм продувки выполнен в виде качающейся воздухоподводящей трубы с наконечником, смонтированной на оси, укрепленной на кронщтейне, установленном на станине, и взаимодействующей с упорами, закрепленными на транспортирующей щтанге, и с подпружиненным фиксатором, укрепленным на кронштейне. 647 cpyj / 2 8
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ "1пдгЕйть'а-г?х.%".'Е:«м | 1971 |
|
SU302192A1 |
| Автомат для изготовления электрических катушек | 1982 |
|
SU1046788A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Станок для гибки змеевиков | 1986 |
|
SU1400714A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Автомат для предмонтажной обработки проводов | 1983 |
|
SU1129681A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |

32
III
il i/ //i fi I I j-;. ,.
W W
ц
иг.З
26
Риг
