1
Изобретение относится к оборудованию для пайки остовов автомобильных и тракториых латунных радиаторов и может применяться в машиностроительной, автомобильной и тракторной промышленности.
Известна полуавтоматическая линия для пайки деталей радиаторов, содержащая транспортируюш;ее устройство, загрузочное и выдачное устройство, ван«у для флюсования, устройство для продувки радиатора, ванну для припоя и камеру охлаждения готовых изделий.
Предлагаемый полуавтомат для пайки остовов радиаторов отличается от известной полуа:втоматической линии тем, что он оснаш,ен устройством для зажима остова в кассете посредством двуплечего рычага, смонтированного на ползушке и запирающегося двигающимся по копиру упором с пневмоприводом, приспособлением для разжима остова в кассете после пайки, выполненным в виде перемещающейся по направляющим от пневмопривода каретки с упором. Разгрузочное устройство полуавтомата снабжено вертикально перемещающимся от пневмопривода столом, опрокидывающимся в верхнем положении за счет ограничения хода тяги., шарнирно связанной одним концом со столом, а другим-с пазовым копиром. Камера пайки имеет устройство предварительного подогрева, выполненное в виде
теплоизолированного тамбура проходного тнпа.
Такое выполнение полуавтомата позволяет автоматизировать процесс пайки, улучшить качество сборки и пайки, повысить производительность труда и обеспечить автоматичсск и зажим и разжим остова «епосредствепно в кассете.
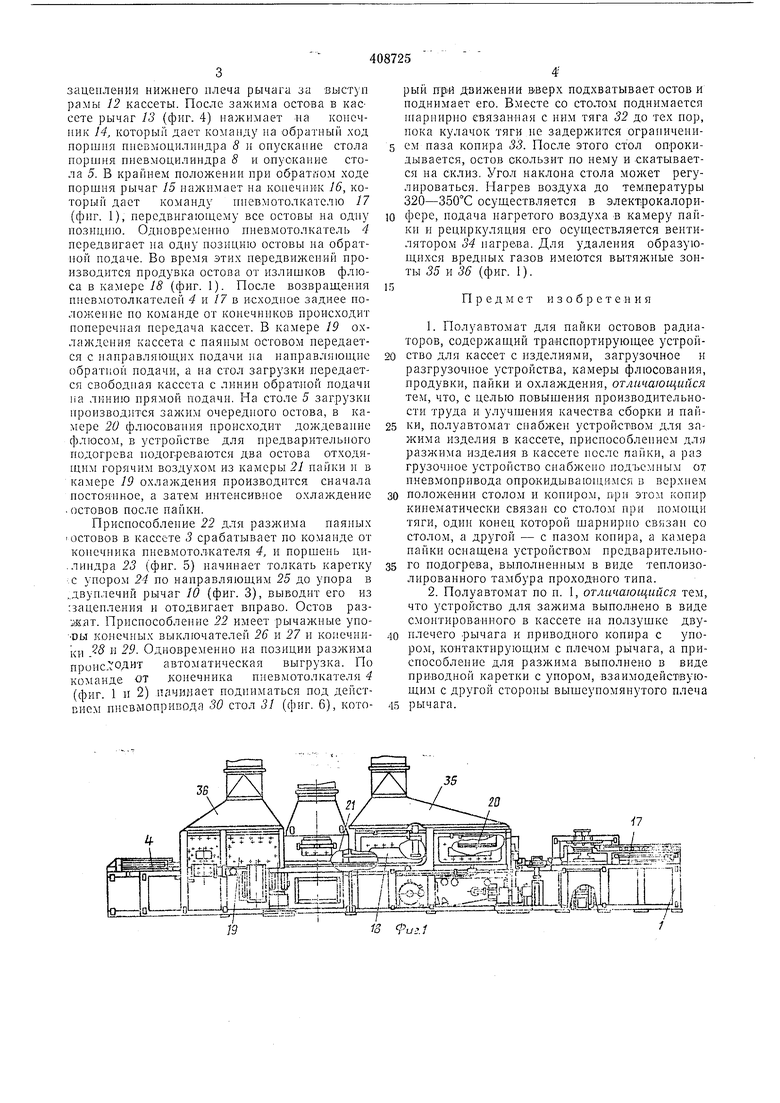
Па фиг. 1 показан предлагаемый полуавтомат, вид спереди; на фиг. 2-то же, вид сперху; на фиг. 3 - кассета с запорным двуплечим рычагом; на фиг. 4-устройство для зажима остова в кассете; иа фиг. 5-приспособленi:o для разжима остова в кассете после пайки; на
фиг. 6-устройство для выгрузки паяных остовов.
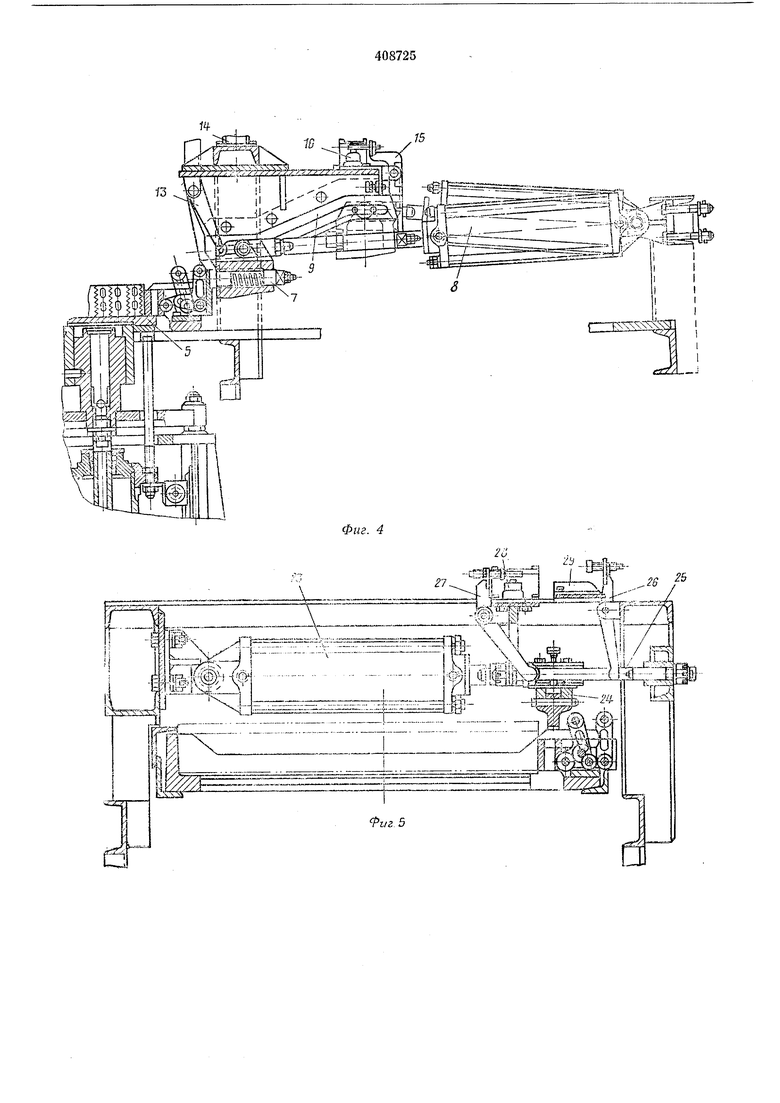
Полуавтомат состоит (фиг. 1 п 2) из рамы /, на которой смонтированы направляющие 2 для проталкивания кассет 3. После подачп поперечным толкателем на загрузку полуавтомата 6 кассеты покомаидеот конечного выключателя пневмотолкателя поднимается стол 5 (фиг. 4) зажпмиого устройства 6 (фиг. 2). Зажим остова осуществляется автоматически. Упор 7 (фиг. 4) за счет хода пор гния пневмоцилиндра 8 движется по напрапляюН1,ему копиру 9 влево, доходит до двуплечего рычага 10 (фиг. 3) и толкает его вместе с нолзуп1кой 11, зажнмая остов радиатора в кассоте 3. Запирание рычага пронсходит за счет
зацепления нижнего плеча рычага за выступ рамы 12 кассеты. После зажима остова в кассете рычаг 13 (фиг. 4) нажимает на конечиик 14, который дает команду на обратный ход поршня пневмоцилиндра 8 и опускание стола поршня пневмоцилиндра 8 и опускание стола 5. В крайнем положении при обратном ходе поршня рычаг 15 нажимает на коцечии1К 16, который дает команду пиевмотолкателю 17 (фиг. 1), передвигающему все остовы на одну позицию. Одновременно пневмотолкатель 4 передвигает на одну позицию остовы на обратной подаче. Во время этих передвижений производится продувка остова от излишков флюса в камере 18 (фиг. 1). После возвраш.ения пнев.мотолкателей и /7 в исходное заднее положение по команде от конечников происходит поперечная передача кассет. В камере 19 охлаждения кассета с паяным остовом передается с направляюил,их подачи иа направляюи 1.пе обратной подачи, а иа стол загрузки передается свободная кассета с линии обратной подачи на линию прямой подачи. На столе 5 загрузки производится зажим очередного остова, в камере 20 флюсования происходит дождевание флюсом, в устройстве для предварительного подогрева подогреваются два остова отходя цим горячим воздухом из камеры 21 пайки и в камере 19 охлаждения производится сначала постоянное, а затем интенсивное о.члаждение остовов после пайки.
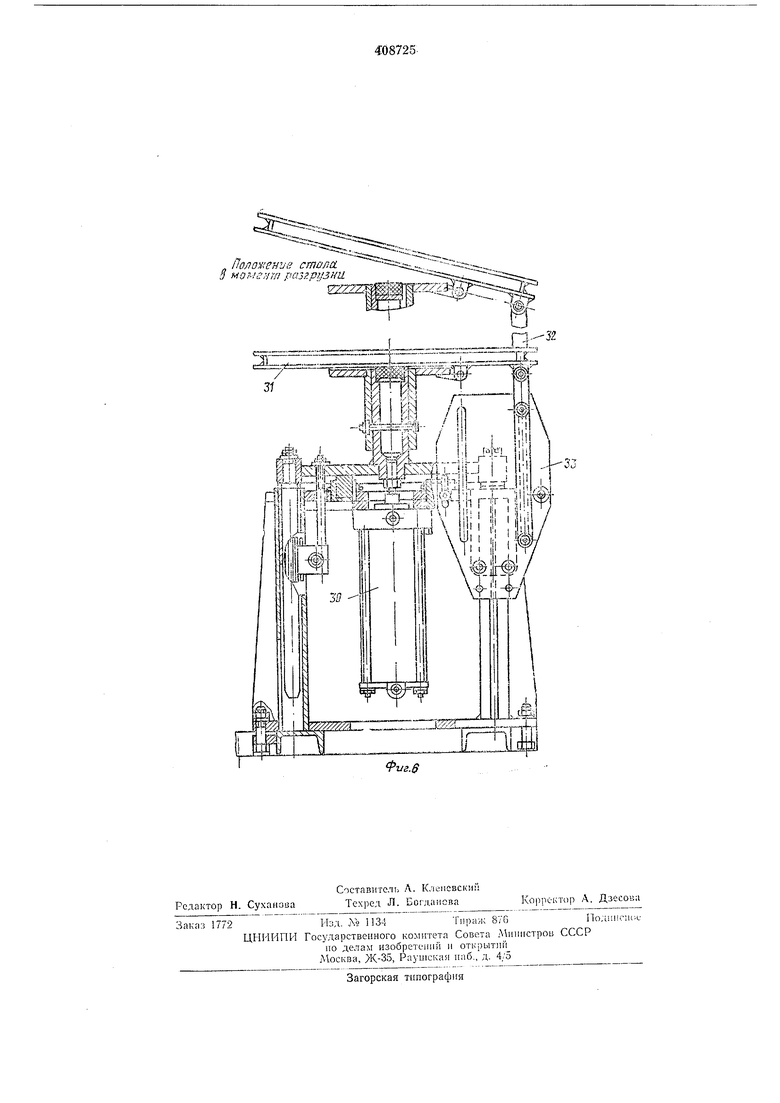
Приспособление 22 для разжима паяиых i остовов в кассете 3 срабатывает по комапде от конечника пневмотол.кателя 4, и поршень цп.линдра 23 (фиг. 5) начинает толкать каретку ,с упором 24 по направляюпд,им 25 до упора в .двуплечий рычаг 10 (фиг. 3), выводит его из зацепления и отодвигает вправо. Остов разжат. Приспособлеине 22 имеет рычажные упооы конечных выключателей 26 и 27 и коаечники - и Одновременно на позиции разжима проис. автоматическая выгрузка. По команде от конечнпка пневмотолкателя 4 (фиг. 1 н 2) начинает подипматься под действием пневмопривода 30 стол 31 (фиг. 6), который при движении вверх подхватывает остов и поднимает его. Вместе со сто.том поднимается шарнирио евязанцая с ним тяга 32 до тех пор, пока кулачок тяги не задержится ограничением паза копира 33. После этого стол опрокидывается, остов скользит по нему и скатывается на склиз. Угол наклоиа стола может регулироваться. Нагрев воздуха до температуры 320-350°С осуществляется в электрокалорифере, подача нагретого воздуха в камеру пайки и рециркуляция его осуи),ествляется вентилятором 34 иагрева. Для удаления образующихся вредных газов имеются вытяжные зоиты 35 и 36 (фиг. 1).
Предмет изобретения
1.Полуавтомат для пайки остовов радиаторов, содержащий транспортирующее устройство для кассет с изделиями, загрузочное и разгрузочиое устройства, камеры флюсования, продувки, пайки и охлаждения, отличающийся тем, что, с целью повышеиия производительности труда и улучшения качества сборки и пайки, полуавтомат снабжен устройством для зажима изделия в кассете, приспособлеиием для разжима изделия в кассете после паГ|ки, а раз грузочное устройство снабжено подъемным от пневмопривода опрокидываюи:,имся в верхнем положении столом и копиром, этом копир кииематически связан со столом при ио.мощи тяги, один конец которой щарнирно связан со столом, а другой - с пазом копира, а камера пайки осиащена устройством предварительиого подогрева, выполненным в виде теплоизолированного тамбура проходного типа.
2.Полуавтомат по п. 1, отличающийся тем, что устройство для зажима выполнено в виде смонтированного в кассете на ползушке двуплечего рычага и приводного копира с упором, контактирующим с плечом рычага, а приспособление для разжима выполнено в виде приводной каретки с упором, взаимодействующим с другой стороны вышеупомяиутого плеча рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ "1пдгЕйть'а-г?х.%".'Е:«м | 1971 |
|
SU302192A1 |
| Способ пайки легкоплавкими припоями | 1979 |
|
SU889319A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ | 1971 |
|
SU292738A1 |
| Кассета для закрепления радиаторов под пайку | 1981 |
|
SU996120A1 |
| ЛИНИЯ для очистки ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1973 |
|
SU400630A1 |
| Устройство для снятия изоляции с ленточных проводов | 1986 |
|
SU1427458A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Полуавтомат для лужения контактов | 1975 |
|
SU571354A1 |

. Г-Ех -К -ji. fepitonii Щ 1 г ii I lii Ш iLJi ГП|Гн /ipSTF I rt U 18 иг.1
к
11
f п
t
10
X
fc:. л ..znin
Jl
r
-fft%fSfl
.;;-.,--;ЧчЛ-4
- -Н-Й :О:7-
-
Поло 1;ений столп разгрузки ф. i l 1 i
... l; L,
...пг
„.. i Л
1
Ы/1 kC-1 / i ,i|l
ч и v-K
.
