Известны способы изготовления деталей вращения поперечной прокаткой заготовок накатными валками, на поверхности которых имеются клинья, расположенные последовательно в плоскости вращения, перпендикулярной оси роликов.
Длина клиньев и количество их определяется диаметром валков в зависимости от диаметра изделия. Способ прокатки прерывистый.
Предлагаемый способ отличается тем, что вытяжка перемычек осуществляется непрерывно ступенями, через промежуточные диаметры в винтовых калибрах, деформирующая часть которых состоит из многоступенчатых, последовательно расположенных клиньев, размеры которых по ширине, длине и высоте возрастают на одной винтовой линии в зависимости от величины и формы детали. Вследствие этого диаметры валков могут быть меньше, чем при поперечной прокатке, и повышается производительность процесса.
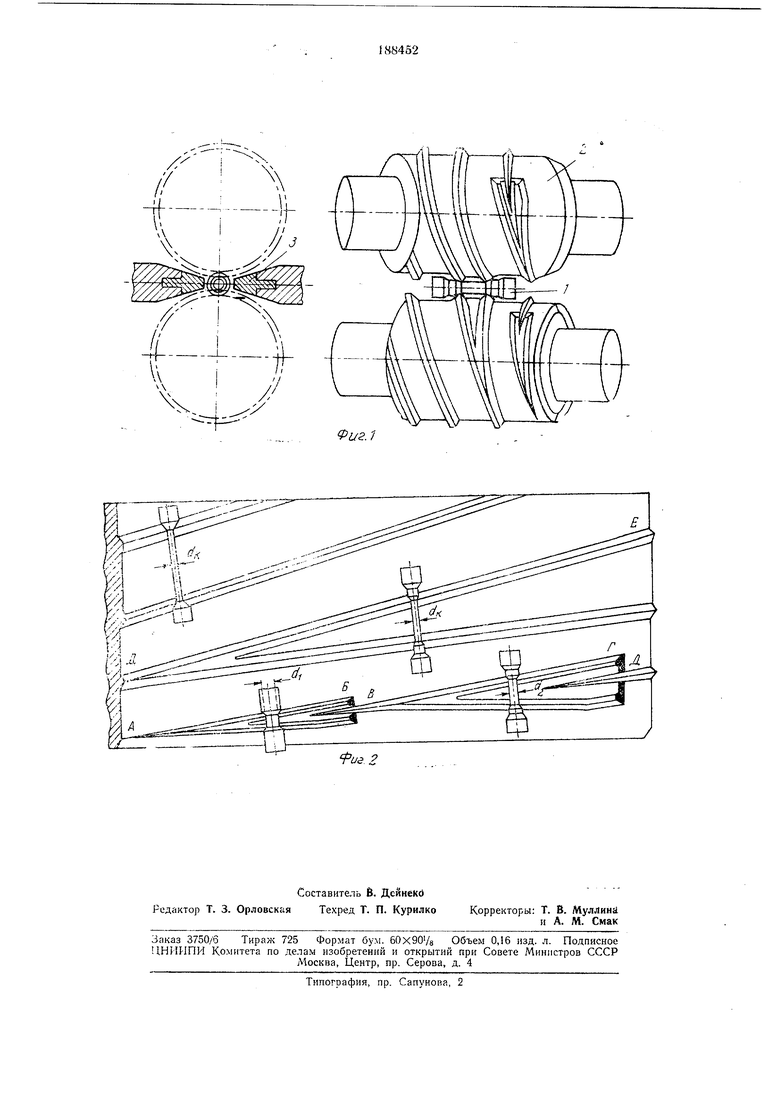
На фиг. 1 схематично показаны валки трехступенчатой прокатки; на фиг. 2 -- развертка поверхностей этих валков.
В начале процесса прокатки толкатель подает цилиндрическую заготовку 1 в пространство между валками 2 и направляющими линейками 5 Б момент, когда клинья первой ступени подходят к межвалковому пространству.
Валки захватывают и деформируют заготовку. Клин первой ступени АБ деформирует перемычки на заготовке до диаметра rfi, клин второй ступени ВГ уменьшает перемычку d,i до диаметра d-y, клин третьей ступени ЦЕ осуществляет вытяжку перемычки до диаметра d..
Предмет изобретения
Валки для поперечно-винтовой прокатки деталей вращения с последовательно расположенными на их поверхностях клиньями, отличающиеся тем, что, с целью повышения производительностн, клинья располагают по винтовой линии таким образом, что размеры их по длине, ширине и высоте возрастают ступенчато, располагаясь на одной винтовой линии.
Фиг.1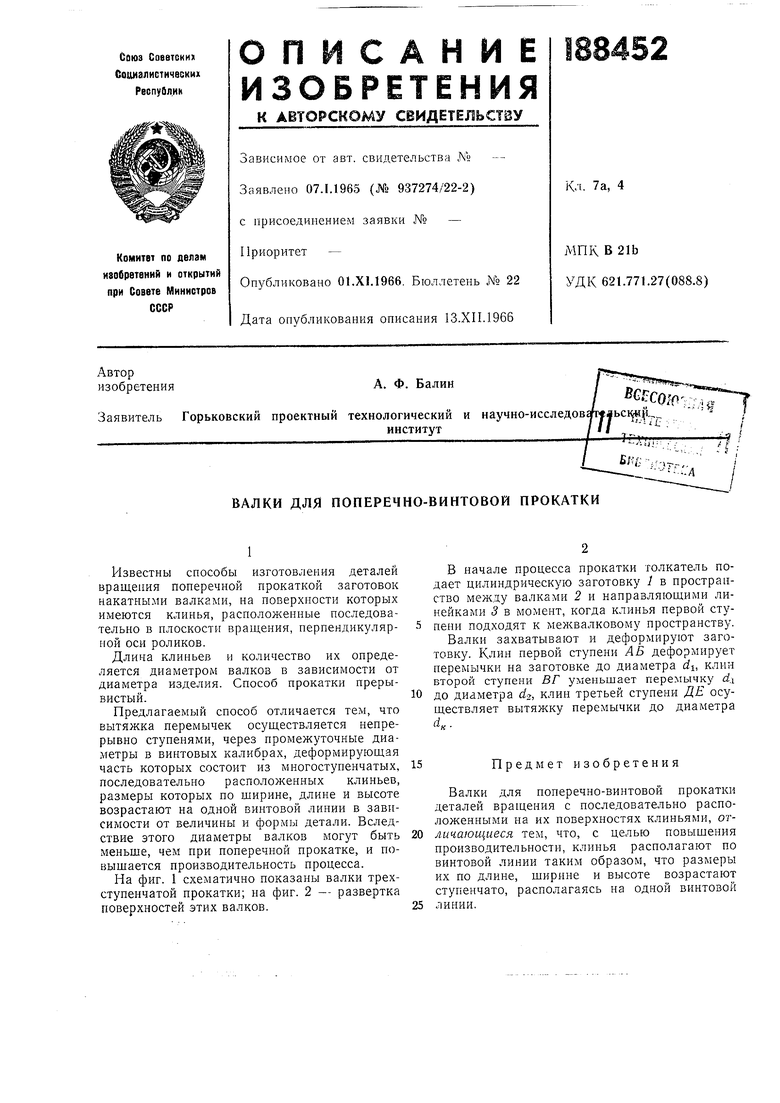
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2006303C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Линейка шаропрокатного стана | 1980 |
|
SU956112A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2484907C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2003 |
|
RU2278747C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
fus 2
