Известен способ получения Отверстий высокой точности и чистоты в заготовках из толстого листа, заключающийся в том, что к торцам заготовки прилагают усилия сжатия, образуют кольцевой выступ вокруг получаемого отверстия и пробивают отверстие в условиях всестороннего сжатия участка металла, расположенного вокруг отверстия.
Недостаток известного способа заключается в том, что на торцовой поверхности заготовки вокруг пробиваемого отверстия образуется кольцевой заусенец. Кроме того, для осуществления известного способа требуется прижимная плита с кольцевым выступом, представляющая собой сложный по исполнению и обладающий невысокой стойкостью инструмент.
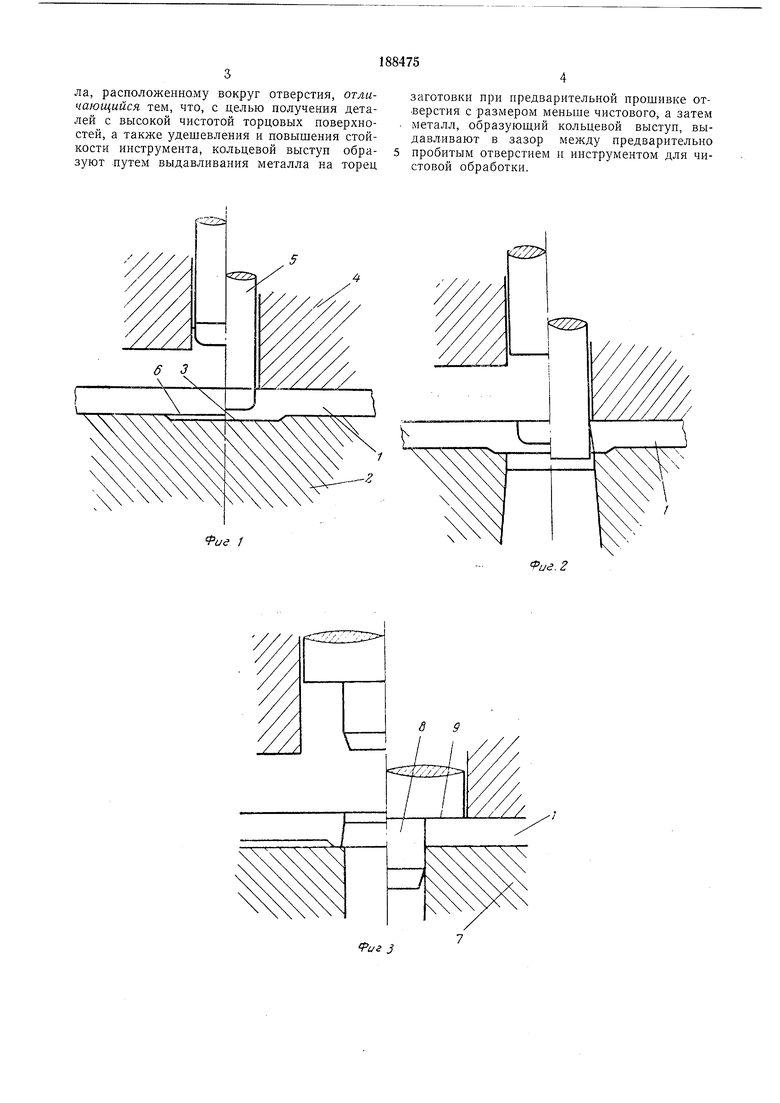
По предлагаемому способу для получения деталей с высокой чистотой торцовых поверхностей, а также удещевления стойкости инструмента кольцевой выступ образуют путем выдавливания металла на торец заготовки при предварительной прощивке отверстия с размером меньще чистового. Затем металл; образующий кольцевой выступ, выдавливают в зазор между предварительно пробитым отверстием и инструментом для чистовой обработки.
рая операция; на фиг. 3 - третья операция. Заготовку 1 из толстого листового металла укладывают на матрицу 2 с кольцевой впадиной 3 и прижимают к матрице прижимом 4. Затем пуансоном 5 прошивают отверстие с размером меньще чистового, вытесняют металл в кольцевую впадину и образуют на торце заготовки кольцевой выступ 6 с размером больще размера чистового отверстия.
Далее в заготовке пробивают отверстие с размерами, равными или близкими к чистовому, а затем укладывают заготовку на матрицу 7 с плоским бесступенчатым рабочим торцом и, воздействуя на отверстие инструментом 8 для чистовой обработки, например калибровочным пуансоном с буртом 9, выдавливают материал кольцевого выступа в зазор между предварительно пробитым отверстием и инструментом для чистовой обработки.
Предмет изобретения
Способ получения точных и чистых отверстий в толстолистовых заготовках, заключающийся в том, что к торцам заготовки прилагают усилия , образуют кольцевой выступ вокруг получаемого отверстия и производят чистовую обработку последнего, сообщая усилия всестороннего сжатия участку металла, расположенному вокруг отверстия, отличающийся тем, что, с целью получення деталей с высокой чистотой торцовых новерхностей, а также удешевления и повышения стойкости инструмента, кольцевой выступ образуют .путем выдавливания металла на торец
заготовки при предварительной прошивке отверстия с размером меньше чистового, а затем металл, образуюш,ий кольцевой выступ, выдавливают в зазор между предварительно пробитым отверстием и инструментом для чистовой обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254958C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ | 2003 |
|
RU2254956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| Способ получения изделий с полостью | 1974 |
|
SU526429A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ С ФАСОННОЙ ПОЛОСТЬЮ И СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| Способ штамповки деталей с двусторонней ступицей | 1986 |
|
SU1412841A1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ЧИСТОЙ ПОВЕРХНОСТЬЮ В ЛИСТОВОМ МАТЕРИАЛЕ | 1966 |
|
SU181599A1 |