Известна наварка или наплавление режущей части из быстро режущей стали и специальных сплавов к резцам, сверлам и другим инструментам, изготовленным из мягкой стали. Предлагаемый способ предназначается для получения фасонных режущих частей разных инструментов посредством приливки.
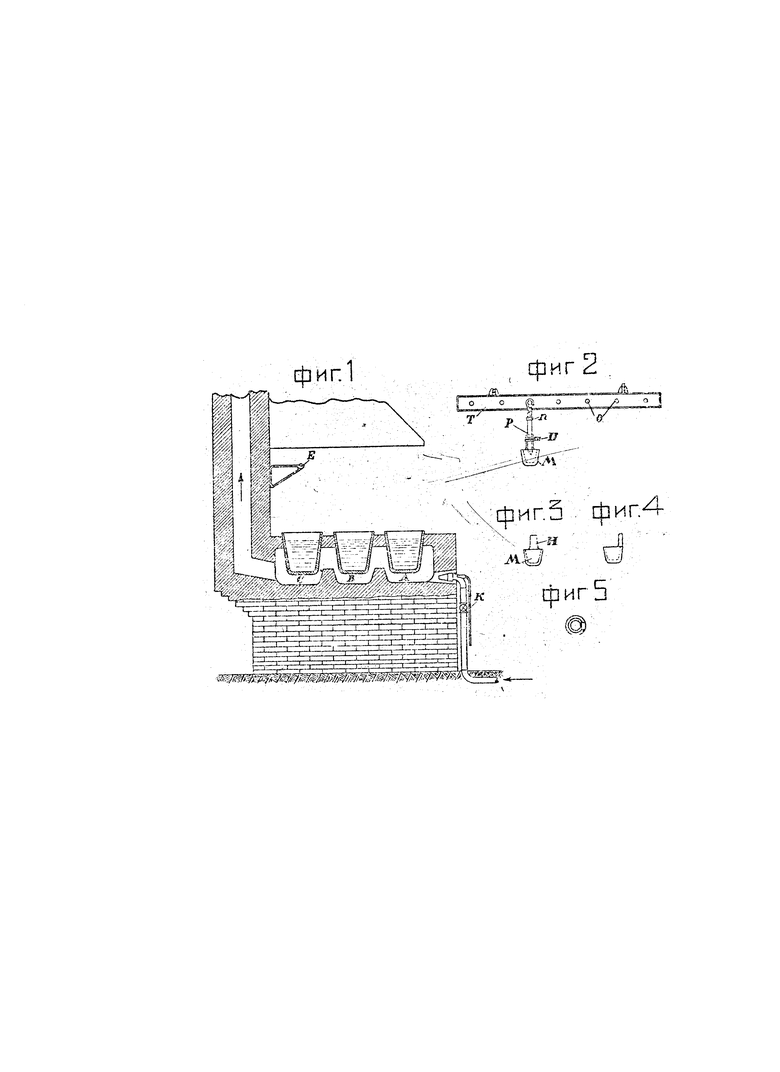
На схематическом чертеже фиг. 1 изображает продольный разрез нефтяной тигельной печи; фиг. 2 - планку с навешенной на ней формой; фиг. 3, 4 и 5 - вид формы в разных проекциях.
Изготовленная из шамота, каустического магнезита и т.п.огнеупорного материала форма М, внутренние очертания которой соответствуют форме режущей части инструмента, своим концом Н прикрепляется проволокой П к оправке Р из мягкой стали. Верхняя часть оправки Р закрепляется к крючкообразной проволоке n. Таким образом, на крючки О планки Т навешивают необходимое количество оправок.
Далее форма с оправкой переносится к нефтяной тигельной печи, на кронштейне Е подвешивается над пустым тиглем С и здесь подогревается до 450-500°. Затем форма с оправкой переносится ко второму тиглю В с температурой 850°, который заполнен расплавленным флюсом - бурой, для очищения от окислов конца приплавляемой оправки.
Наконец, форма М с оправкой переносится к тиглю А, где и заполняется находящейся в последнем расплавленной быстро режущей сталью или сплавом типа Стеллита и держится до полного сплавления с концом оправки Р.
После этого форма с прилитым к оправе металлом подвешивается к кронштейну Е над тиглем С, где равномерно остывает до полного затвердения прилитого металла; далее она переносится на планку Т до полного остывания.
Показанная на чертеже нефтяная печь должна действовать таким образом, чтобы под тиглем С была температура 450-500°, под тиглем В - температура 840-860° и под тиглем А - температура, соответствующая температуре плавления приливаемого металла.
Необходимо, чтобы фокус горения, нефти, идущей по трубе К, был расположен под тиглем А, где требуется наиболее высокая температура. Остывшие инструменты освобождаются от огнеупорных форм, производится заточка режущей части, инструменты пускаются в работу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| Переносной тигель для плавки алюминия и его сплавов | 2022 |
|
RU2797891C1 |
| Способ получения отливок в индукционной печи | 2016 |
|
RU2626114C1 |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| СПОСОБ ПЕРЕПЛАВА МЕЛКИХ ОТХОДОВ И СТРУЖКИ ЦВЕТНЫХ СПЛАВОВ | 1999 |
|
RU2156816C1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| Способ уменьшения интерметаллических соединений по границе сцепления матричного долота методом пониженной температуры | 2016 |
|
RU2722380C2 |
1. Способ приливки режущей части инструментов к оправке из мягкой стали, характеризующийся тем, что оправку прикрепляют к огнеупорной форме, внутренние очертания которой соответствуют форме режущей части инструмента, погружают вместе с формой в расплавленную массу приливаемого металла, а затем медленно охлаждают.
2. Для осуществления способа по п. 1 применение нефтяной тигельной печи с тремя тиглями С, В, А, из коих тигель С - пустой и служит для подогревания державки перед приливкой режущей части, тигель В заполнен флюсом-бурой, а тигель А, расположенный по месту фокуса горения нефти, заполнен массой приливаемого сплава.
