ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится в целом к способу уменьшения интерметаллических соединений по границе сцепления матричного долота методом пониженной температуры.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[0002] В патенте США № 5000273 раскрыт пропитывающий сплав, содержащий примерно 5-65 мас.% марганца, до примерно 35 мас.% цинка, а остальное – медь. Предпочтительно, этот сплав содержит 20 мас.% марганца, 20 мас.% цинка, а остальное – медь. Этот пропитывающий сплав пригоден для изготовления матричных корпусов, например, матричных корпусов буровых долот. Способ изготовления матричного корпуса включает изготовление полой формы для формования по меньшей мере части матричного корпуса, установку алмазных режущих элементов в форму, заполнение по меньшей мере части формы порошковым материалом матрицы, пропитку материала матрицы новым пропитывающим сплавом в печи с образованием густой массы и затвердевание этой массы в виде монолитного матричного корпуса. Этот новый пропитывающий сплав допускает проведение пропитки при температурах ниже примерно 1050°С, поэтому многие алмазные режущие элементы, которые начинают разрушаться при температурах выше 1000°С, могут быть практически без ухудшения соединены с корпусом матрицы в процессе пропитки, и поэтому отпадает необходимость в их креплении к корпусу матрицы на последующей стадии высокотемпературной пайки или механического соединения.
[0003] В патенте США № 5733649 раскрыт порошок матрицы для формования в сочетании с пропитывающимся в матрицу материалом с целью использования в качестве элемента износа или для фиксации по меньшей мере одного отдельного твердого элемента. Этот порошок матрицы содержит крупнокристаллические частицы карбида вольфрама, дробленые крупнокристаллические частицы спеченного цементированного карбида вольфрама, карбид вольфрама и компонент на основе железа.
[0004] В патенте США № 7575620 раскрыт порошок матрицы, который содержит: (а) примерно 15 массовых процентов частиц плавленного эвтектического карбида вольфрама размером -325 меш (-44 мкм); (b) примерно 2 массовых процента частиц размером -325 меш (-44 мкм), содержащих частицы железа и/или частицы никеля; (с) примерно 2 массовых процента крупнокристаллических частиц карбида вольфрама размером +60 меш (+250 мкм); (d) примерно 6 массовых процентов крупнокристаллических частиц карбида вольфрама размером -60+80 меш (-250+177 мкм); и (е) примерно 75 массовых процентов твердых частиц размером -80+325 меш (-177+44 мкм). Часть компонента (е) образует между примерно 10 массовыми процентами и примерно 20 массовыми процентами порошка матрицы. Часть компонента (е), которая является дроблеными частицами цементированного карбида вольфрама, содержит кобальт и/или никель в пределах одного из следующих диапазонов размеров частиц: (i) твердые частицы размером -80+120 меш (-177+125 мкм); (ii) твердые частицы размером -120+170 меш (-125+88 мкм); (iii) твердые частицы размером -170+230 меш (-88+63 мкм); (iv) твердые частицы размером -230+325 меш (-63+44 мкм); (v) твердые частицы размером -325 меш (-44 мкм). Оставшуюся часть компонента (е) составляют крупнокристаллические частицы карбида вольфрама.
[0005] В патенте США № 8973683 раскрыты способ и устройство для изготовления скважинного инструмента, который снижает повреждения, возникающие вдоль границы сцепления между сцементированной матрицей и охватываемой ею заготовкой. Материал сцементированной матрицы формуют из порошка и связующего вещества (связки). Заготовка включает в себя внутренний компонент и покрытие, присоединенное вокруг по меньшей мере части поверхности внутреннего компонента заготовки. Внутренний компонент заготовки содержит верхнюю часть и нижнюю часть. Этот внутренний компонент заготовки имеет практически цилиндрическую форму и ограничивает канал, проходящий через верхнюю и нижнюю части. Покрытие в некоторых иллюстративных вариантах осуществления выполнено из металла. Это покрытие уменьшает миграцию связующего материала в заготовку, тем самым позволяя контролировать толщину интерметаллических соединений на границе сцепления.
[0006] В публикации заявки на патент США № 2014/0131115 раскрыты способ и устройство для изготовления скважинного инструмента, который снижает повреждения, возникающие вдоль границы сцепления между сцементированной матрицей и охватываемой ею заготовкой. Материал сцементированной матрицы формуют из порошка карбида вольфрама, порошка заплечика и связующего вещества (связки), при этом в порошке карбида вольфрама и/или порошке заплечика отсутствует свободный вольфрам. Заготовка, которая при необходимости может быть снабжена покрытием, обладает практически цилиндрической формой и ограничивает канал, проходящий от верхней части и через нижнюю часть заготовки. Отсутствие свободного вольфрама в порошке карбида вольфрама и/или порошке заплечика уменьшает реакцию с железом заготовки, позволяя за счет этого контролировать и уменьшать толщину интерметаллических соединений на границе сцепления.
[0007] В публикации заявки на патент США № 2014/0182948 раскрыта композиция металлической связки с медью, марганцем, никелем, цинком и оловом, имеющая температуру плавления 1500°F (816°С) или менее и содержащая цинк и олово в сумме по массе от примерно 26,5% до примерно 30,5%, в которой содержание цинка составляет по меньшей мере примерно 12%, а олова – по меньшей мере примерно 6,5%. Эта металлическая связка с температурой плавления 1500°F (816°С) или менее может быть использована при температуре пропитки 1800°F (982°С) или менее в формировании буровых инструментов и деталей этих инструментов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Настоящее изобретение в целом относится к способу уменьшения интерметаллических соединений на границе сцепления матричного долота методом пониженной температуры. В одном варианте осуществления способ изготовления матричного бурового долота включает: размещение металлической заготовки в литейном блоке, содержащем форму, имеющую внутреннюю поверхность, выполненную с отрицательным рельефом по отношению к рельефу бурового долота; загрузку порошка в кольцевой зазор, образованный между заготовкой и формой, причем этот порошок включает по меньшей мере один из порошка керамики и порошка кермета; размещение сплава связки в литейном блоке над заготовкой и формой; защиту сплава связки от окисления; введение литейного блока, заготовки, порошка и сплава связки в печь; эксплуатацию печи для нагрева защищенного сплава связки до температуры пропитки между его температурами солидус и ликвидус, с пропиткой порошка сплавом связки и образованием корпуса долота; извлечение корпуса долота из печи; после извлечения крепление режущих элементов к лопастям корпуса долота.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Для того, чтобы описанные выше признаки настоящего изобретения могли быть понятны в деталях, более подробное описание изобретения, кратко суммированного выше, можно получить, обратившись к вариантам осуществления, некоторые из которых проиллюстрированы на прилагаемых чертежах. Однако следует заметить, что приложенные чертежи иллюстрируют только типичные варианты осуществления настоящего изобретения и поэтому не должны рассматриваться как ограничивающие его объем, поскольку изобретение может допускать другие равно эффективные варианты осуществления.
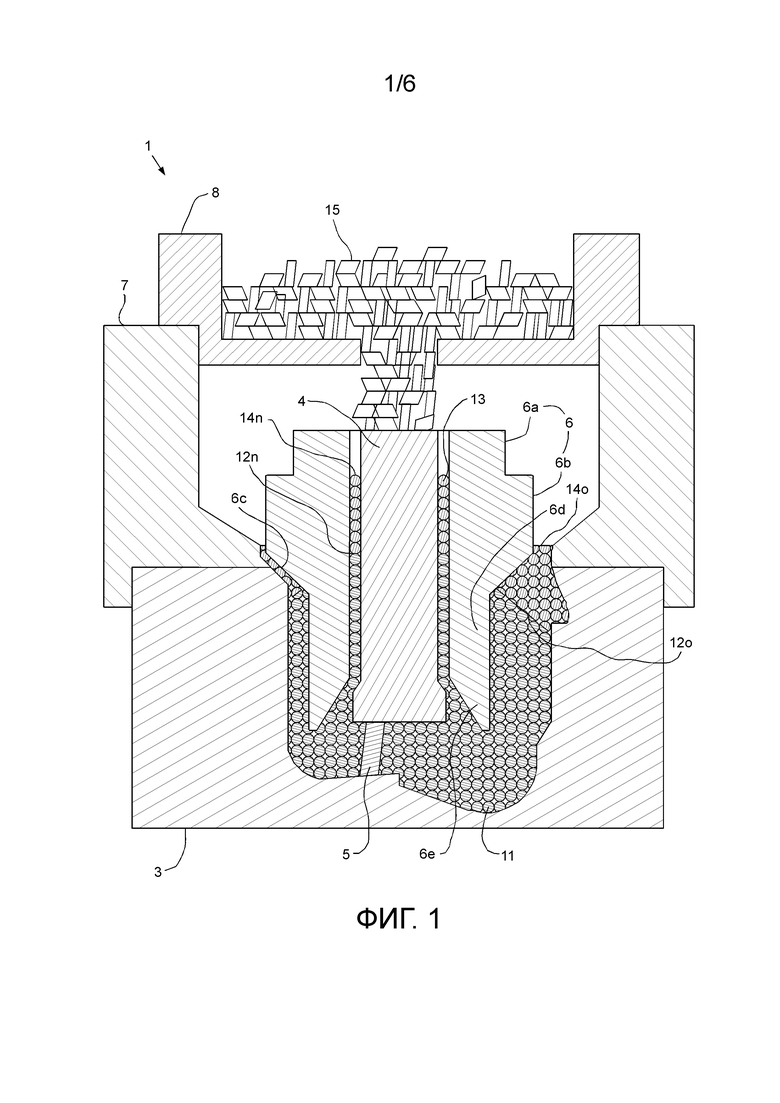
[0010] Фиг.1 иллюстрирует литейный блок для изготовления бурового долота в соответствии с одним вариантом осуществления настоящего изобретения.
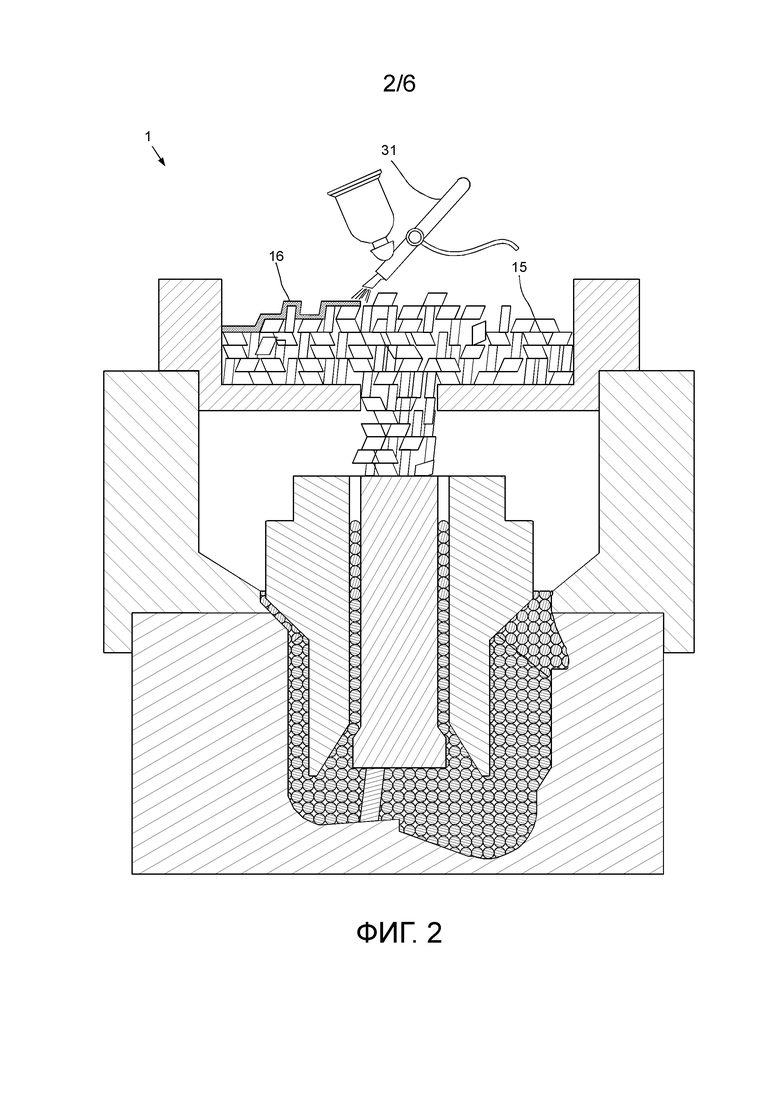
[0011] Фиг.2 иллюстрирует нанесение флюса на связку для использования литейного блока.
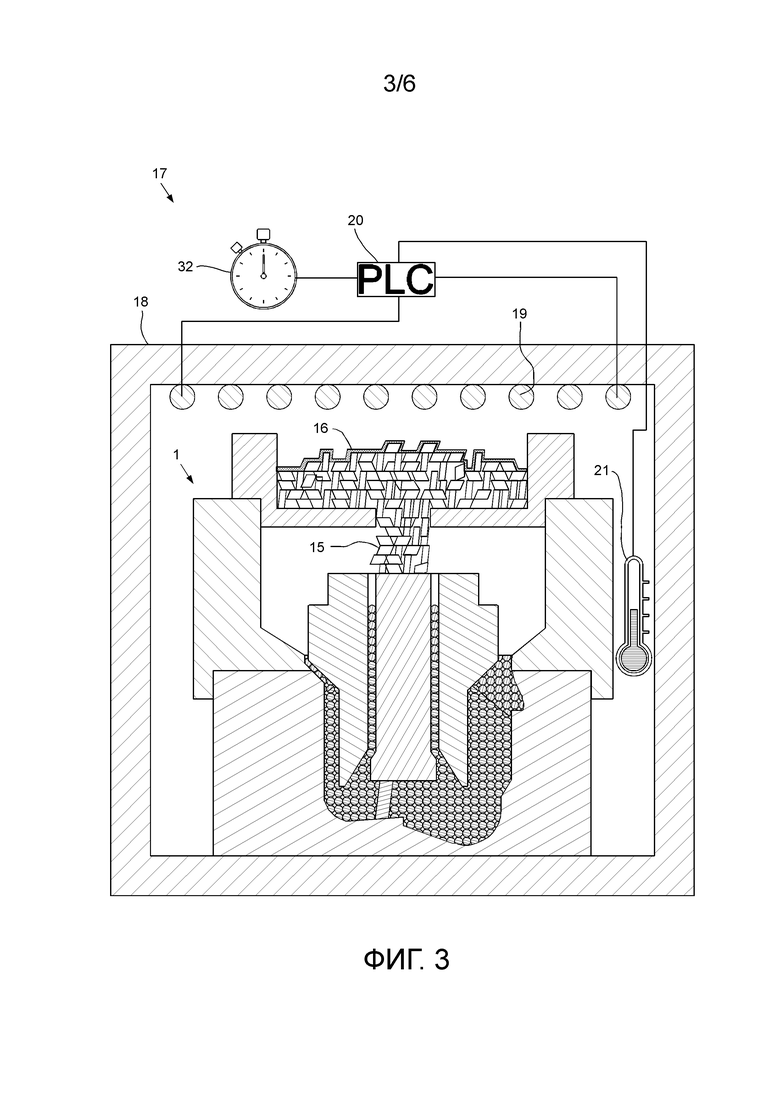
[0012] Фиг.3 иллюстрирует литейный блок, помещенный в печь для плавления связки.
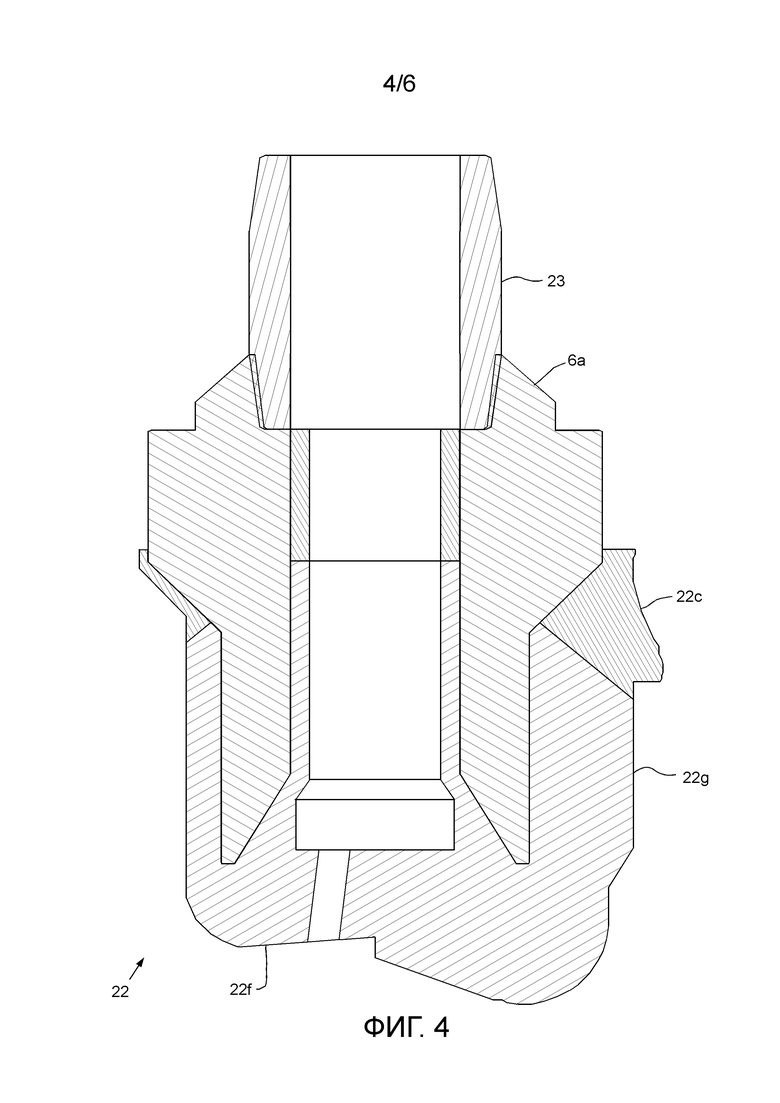
[0013] Фиг.4 иллюстрирует пропитанный корпус бурового долота.
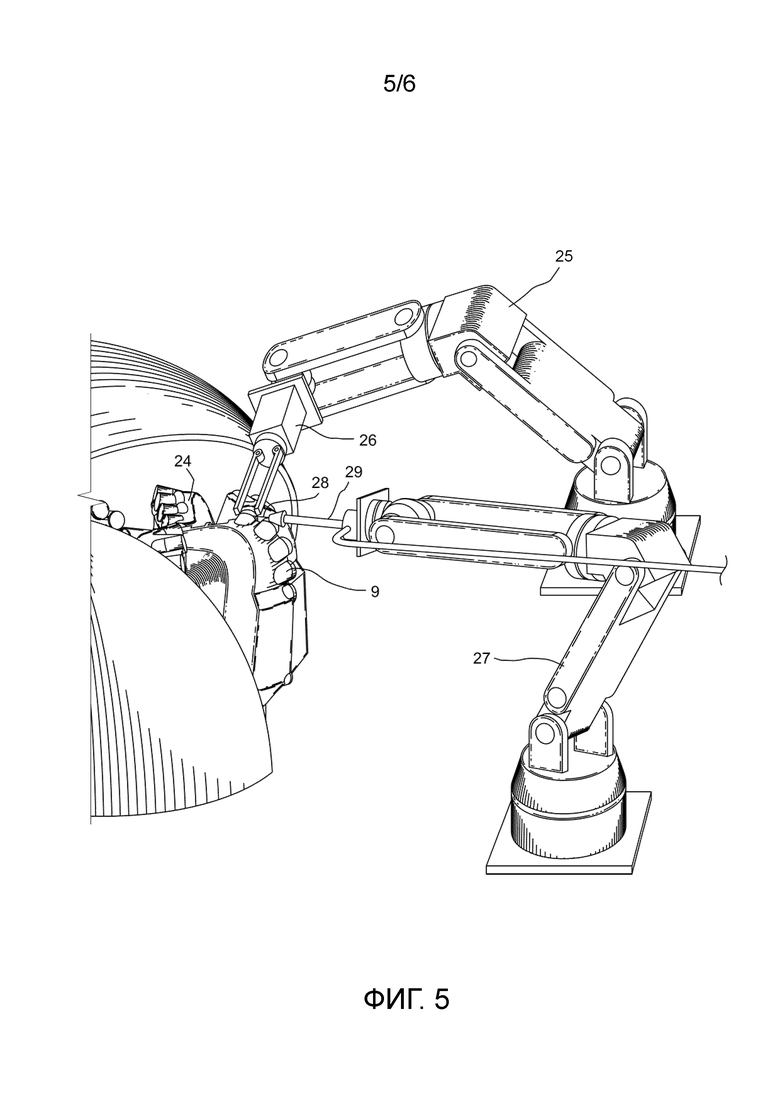
[0014] Фиг.5 иллюстрирует высокотемпературную пайку режущего элемента к лопасти корпуса.
[0015] Фиг.6 иллюстрирует готовое буровое долото.
ПОДРОБНОЕ ОПИСАНИЕ
[0016] Фиг.1 иллюстрирует литейный блок 1 для изготовления бурового долота 2 (фиг.6) в соответствии с одним вариантом осуществления настоящего изобретения. Литейный блок 1 может включать в себя толстостенную форму 3, один или более стержней для оформления промывочных каналов, например, ствол 4 и один или более сопловых стержней 5, литниковую чашу 7 и тигель 8 для связки. Каждый из конструктивных элементов формы 3, стержней 4, 5, литниковой чаши 7 и тигля 8 может быть изготовлен из огнеупорного материала, например, графита, глины или песка (включая песчаные смеси, например, сырую формовочную смесь, формовочную смесь с масляным крепителем, стержневую смесь и смоло-песчаную смесь). Форма 3 может быть изготовлена с точным рельефом внутренней поверхности, образующей формующую полость. Этот точный рельеф внутренней поверхности может быть отрицательным по отношению к тому рельефу, который будут иметь рельефные элементы бурового долота 2. Форма 3 может быть изготовлена посредством обработки резанием или методом 3D-печати (также известным под названием «технология послойного синтеза»). Литниковая чаша 7 может опираться сверху на форму 3 и может быть соединена с ней, например, посредством соединения внахлестку.
[0017] Стержни 4, 5 могут быть размещены в полости формы 3. Сопловые стержни 5 могут быть расположены примыкающими ко дну полости формы. Ствол 4 может быть расположен в центре этой полости формы примыкающим к верхушке сопловых стержней 5. Ствол 4 можно удалить после пропитки, формируя канал и полость в буровом долоте 2. Сопловые стержни 5 можно удалить после пропитки, формируя соответствующие сопловые отверстия в буровом долоте 2. Литейный блок 1 может дополнительно включать в себя множество стержней для режущих элементов (не показаны), расположенных примыкающими ко дну полости формы, и эти стержни для режущих элементов можно удалить после пропитки, формируя в лопастях бурового долота 2 гнезда для установки соответствующих режущих элементов 9 (фиг.5). Кроме того, литейный блок 1 может включать в себя множество стержней для шпилек (не показаны), расположенных примыкающими ко дну полости формы, и эти стержни для шпилек можно удалить после пропитки, формируя в лопастях бурового долота 2 лунки для установки соответствующих шпилек 10 (фиг.6).
[0018] После того как размещены стержни 4, 5, в литейный блок 1 можно поместить заготовку 6. Эта заготовка может быть трубчатой и может быть металлической, например, выполненной из стали. Эта заготовка 6 может быть подвешена по центру внутри толстостенной формы 3 вокруг ствола 4 так, чтобы дно заготовки располагалось рядом со дном ствола 4. Заготовка 6 может иметь верхнюю часть 6а, среднюю верхнюю часть 6b, заплечик 6с, среднюю нижнюю часть 6d и нижнюю часть 6е. Средняя верхняя часть 6b может иметь увеличенный наружный диаметр относительно верхней части 6а. Средняя нижняя часть 6d может иметь уменьшенный наружный диаметр относительно средней верхней части 6b. Заплечик 6с может иметь форму конуса для перехода от увеличенного наружного диаметра средней верхней части 6b к уменьшенному наружному диаметру средней нижней части 6d. Нижняя часть 6е может иметь коническую внутреннюю поверхность. Заготовка 6 может быть расположена в форме 3 в состоянии без покрытия.
[0019] После того как стержни 4, 5 и заготовка 6 размещены внутри толстостенной формы 3, можно загрузить порошок 11 корпуса в толстостенную форму 3, заполняя большую часть полости формы. Эта загрузка может включать засыпку порошка 11 корпуса в форму 3 с одновременным его уплотнением, например, за счет вибрации формы. Загрузку можно продолжать до тех пор, пока порошок 11 корпуса во внешнем кольцевом зазоре, образованном между формой 3 и заготовкой 6, не достигнет внешнего уровня 12о, а порошок корпуса во внутреннем кольцевом зазоре, образованном между заготовкой и стволом 4, не достигнет внутреннего уровня 12n. Внешний уровень 12о может примыкать к дну заплечика 6с. Этот внешний уровень 12о может быть наклонным (показано) или прямым (не показано). Наклон внешнего уровня 12о может быть направлен вниз от заготовки 6 и к внутренней поверхности формы 3. Внутренний уровень 12n может быть прямым и может располагаться выше внешнего уровня 12о. Часть порошка 11 корпуса во внутреннем кольцевом зазоре может выступать в полость литниковой чаши 7.
[0020] Порошок 11 корпуса может быть из керамики, кермета или смеси керамики и кермета. Керамика может быть карбидом, например, карбидом вольфрама, и может быть литой и/или крупнокристаллической. Кермет может включать карбид, например карбид вольфрама, сцементированный металлом или сплавом, например, кобальтом. Порошок 11 корпуса может также быть смесью порошков с различными размерами частиц. Порошок 11 может включать или не включать номинальное количество порошка свободного металла.
[0021] После того как загрузка порошка 11 корпуса окончена, в форму 3 можно загрузить порошок 13 заплечика на верх порошка 11 корпуса, заполняя оставшуюся полость формы. Эту загрузку можно продолжать до тех пор, пока порошок 13 заплечика во внешнем кольцевом зазоре не достигнет внешнего уровня 14о, а порошок заплечика во внутреннем кольцевом зазоре не достигнет внутреннего уровня 14n. Внешний уровень 14о может примыкать к верхушке заплечика 6с, а внутренний уровень 14n может примыкать к границе раздела между верхней частью 6а и средней верхней частью 6b. Порошок 13 заплечика может быть металлом или сплавом, например металлическим компонентом керамики порошка 11 корпуса. Например, если порошок корпуса является вольфрам-карбидной керамикой и/или керметом кобальта-карбида вольфрама, то порошок 13 заплечика может быть из вольфрама.
[0022] После окончания загрузки порошка 13 заплечика тигель 8 для связки может быть установлен, опираясь сверху на чашу 7, и может быть соединен с ней, например, соединением внахлестку. Тигель 8 для связки может иметь выполненную в нем полость и литник, выполненный проходящим сквозь его дно и обеспечивающий сообщение между этой полостью и полостью литниковой чаши. Затем в полость тигля 8 для связки и через его литник можно загрузить связку 15. Эта связка 15 может быть в виде гранул или кусков. Связка 15 может быть сплавом, например, сплавом на основе меди. Сплав на основе меди может содержать, по массе: 35-65% меди, 20-30% марганца, 10-20% никеля и 5-15% цинка. Количество размещаемой связки 15 можно определить на основании количества использованных порошков 11, 13, например, масса нанесенной связки равна фактору связки, умноженному на сумму общей массы порошков 11, 13 и массы связки. Если преобразовать это уравнение, то масса загруженной связки 15 равна фактору связки, умноженному на общую массу этих порошков и деленному на разность между единицей и фактором связки. Фактор связки может составлять между 40% и 70%.
[0023] Фиг.2 иллюстрирует нанесение флюса 16 на связку 15 для использования литейного блока 1. После того как связка 15 помещена в предназначенный для нее тигель 8, на эту связку можно нанести флюс 16 для защиты связки от окисления во время пропитки. Флюс может быть нанесен в виде порошка с помощью распылителя 31, например, краскопульта (показан) или пистолета-распылителя (не показан). Флюс 16 может иметь диапазон рабочей температуры (иначе называемый «температурой активации») с минимальной рабочей температурой ниже температуры солидус связки 15 и максимальной рабочей температурой выше температуры ликвидус связки 15. Флюс 16 может содержать, по массе: 25-92,5% борной кислоты, 2,5-25% тетрабората калия, 2,5-25% гексафторсиликата дикалия и 2,5-25% декагидрата тетрабората динатрия. Количество наносимого флюса 16 можно определить на основании количества использованных порошков 11, 13, например, масса нанесенного флюса равна фактору флюса, умноженному на общую массу порошков 11, 13. Фактор флюса может составлять между 0,1% и 10%.
[0024] Альтернативно, флюс 16 может быть нанесен вручную, например, посредством посыпания порошка флюса поверх связки 15. В качестве альтернативы, флюс 16 может быть изготовлен в виде пасты путем смешивания порошка флюса с водой, и номинальное количество детергента и флюса может быть нанесено на связку 15 с помощью щетки. Альтернативно, флюс 16 можно нанести на связку 15 перед ее помещением в тигель 8, например, поместив связку в лоток, содержащий пасту или порошок флюса, и смешав связку с флюсом. После этого покрытую флюсом связку можно поместить в тигель 8.
[0025] Фиг.3 иллюстрирует литейный блок 1, помещенный в печь 17 для плавления связки 15. Печь 17 может включать в себя корпус 18, нагревательный элемент 19, контроллер, например, программируемый логический контроллер (ПЛК) 20, датчик 21 температуры и источник питания (не показан). Печь 17 можно предварительно нагреть до температуры пропитки. Температура пропитки может находиться между температурой солидус и температурой ликвидус связки 15, например между 950°С и 1061°С или между 1000°С и 1050°С. Употребляемые здесь температуры солидус и ликвидус связки 15 относятся к соответствующим температурам, определяемым с использованием неконтролируемой атмосферы, например, в атмосфере воздуха.
[0026] В качестве альтернативы, температура пропитки связки 15 может находиться между температурой солидус и рабочей температурой (равной температуре ликвидус плюс примерно 100°С) связки 15, например, между 950°С и 1180°С.
[0027] После нанесения флюса 16 на связку 15 и предварительного нагрева печи 17 до температуры пропитки литейный блок 1, заготовку 6, порошки 11, 13 и связку 15 можно ввести в печь 17 и выдержать в ней в течение времени 32 пропитки, например, в течение 15-200 минут. ПЛК 20 может поддерживать температуру в печи 17 на температуре пропитки в течение времени 32 пропитки. Атмосфера в печи 17 во время пропитки может быть неконтролируемой, например, воздухом. По мере того, как литейный блок 1 нагревается печью, связка 15 может плавиться и затекать в порошки 11, 13 через литник тигля 8. Расплавленная связка может просачиваться в порошки 11, 13, заполняя пустоты между их частицами. В тигель 8 могло быть загружено достаточное избыточное количество связки 15 так, чтобы жидкая связка заполнила значительную часть объема литниковой чаши 7, тем самым создавая давление для нагнетания жидкой связки в порошки 11, 13.
[0028] Хотя температура пропитки может быть меньше температуры ликвидус связки 15, защита связки флюсом 16 может фактически снизить ее температуру ликвидус, так что связка 15 плавится, как если бы ее нагрели до температуры, превышающей температуру ликвидус.
[0029] В качестве альтернативы, связку 15 можно защитить от окисления во время пропитки, поместив печь 17 в сосуд и продув этот сосуд от воздуха перед пропиткой. Сосуд можно продуть от воздуха за счет создания в нем вакуума или замещения воздуха в нем инертным газом, например, азотом.
[0030] На фиг.4 показан пропитанный корпус 22 бурового долота 2. После пропитки порошков 11, 13 связкой 15 литейный блок 1 можно контролируемо охладить, например, оставив его в печи 17 с отключенным нагревательным элементом 19. При охлаждении связка 15 может затвердевать и скреплять (цементировать) частицы порошков 11, 13 между собой в связный, цельный корпус 22, имеющий переднюю поверхность 22f и калибрующий участок 22g, выполненные из связки 15 и порошка 11 корпуса, а также калибрующую фаску 22с, выполненную из порошка 13 заплечика и связки. Связка 15 может также соединять корпус 22 с заготовкой 6 с образованием зоны сцепления вдоль внешних поверхностей заплечика 6с, средней нижней части 6d и нижней части 6е.
[0031] Преимущественно, пропитка при температуре, меньшей или равной температуре ликвидус связки 15, препятствует образованию хрупких интерметаллических соединений в зоне сцепления, которые могли бы в противном случае привести к преждевременному выходу бурового долота 2 из строя при операции бурения. Кроме того, в этом случае также предотвращается растворение заготовки 6 жидкой связкой. Кроме того, предотвращается растворение порошкового материала заплечика жидкой связкой. Кроме того, повышается прочность корпуса 22 долота. Кроме того, предотвращается образование пористости в корпусе 22 долота за счет лучшего смачивания жидкой связкой порошка 11 корпуса. Кроме того, снижается потребление энергии печью 17 в процессе пропитки. Кроме того, повышается производительность.
[0032] После охлаждения литейный блок 1 можно извлечь из печи 17. Затем форму 3, литниковую чашу 7 и тигель 8 можно отбить от корпуса 22. На внутренней поверхности верхней части 6а можно нарезать резьбу и ввинтить в нее резьбовую трубчатую шпильку 23, сформировав тем самым хвостовик 6а, 23. Кроме того, на внешней поверхности верхней части 6а можно выполнить фаску.
[0033] Кроме того, шпильку 23 можно приварить (не показано) к верхней части 6а после завинчивания шпильки в нее. В качестве альтернативы, литейный блок 1 можно извлечь из печи 17 перед охлаждением и накрыть теплоизоляционным материалом для его контролируемого охлаждения. В качестве альтернативы, нарезание резьбы на заготовке 6 и снятие фаски на ней может быть выполнено после высокотемпературной пайки.
[0034] Фиг.5 иллюстрирует высокотемпературную пайку режущего элемента 9 к лопасти 24 корпуса 22. После завинчивания шпильки 23 в заготовку 6 первая рука 25 робота может использовать схват 26 для захвата режущего элемента 9 из поддона (не показан) с режущими элементами. Режущий элемент 9 может быть сверхтвердым, например, режущим элементом из поликристаллического алмазного композита (ПАК). Первая рука 25 робота может перенести режущий элемент 9 из поддона к соответствующему гнезду (образованному соответствующим стержнем для режущего элемента) в соответствующей лопасти 24. Первая рука 25 робота может также удерживать и поворачивать режущий элемент 9 в соответствующем гнезде в ходе операции пайки. После подачи режущего элемента 9 к соответствующему гнезду вторая рука 27 робота может нанести припой 28 в соответствующее гнездо с помощью аппликатора 29. После нанесения припоя 28 в гнездо аппликатор 29 может быть извлечен из второй руки 27 робота и заменен на нагреватель (не показан), например, паяльную лампу или индукционную катушку. Вторая рука 27 робота может позиционировать и удерживать этот нагреватель рядом с нанесенным припоем 28 во время работы нагревателя по плавлению припоя. Режущий элемент 9 может прикрепиться к соответствующей лопасти 24 в результате охлаждения и затвердевания припоя 28. Затем эту операцию пайки можно повторять, пока все режущие элементы 9 не будут прикреплены к соответствующим лопастям 24. Операцию пайки можно также повторять для крепления шпилек 10 к соответствующим лопастям.
[0035] В качестве альтернативы, режущие элементы 9 и/или шпильки 10 можно припаивать к соответствующим лопастям 24 вручную. В качестве альтернативы, режущие элементы 9 и/или шпильки 10 можно прикреплять к соответствующим лопастям 24 методом посадки с натягом вместо пайки. В качестве альтернативы, шпильки 10 можно не применять.
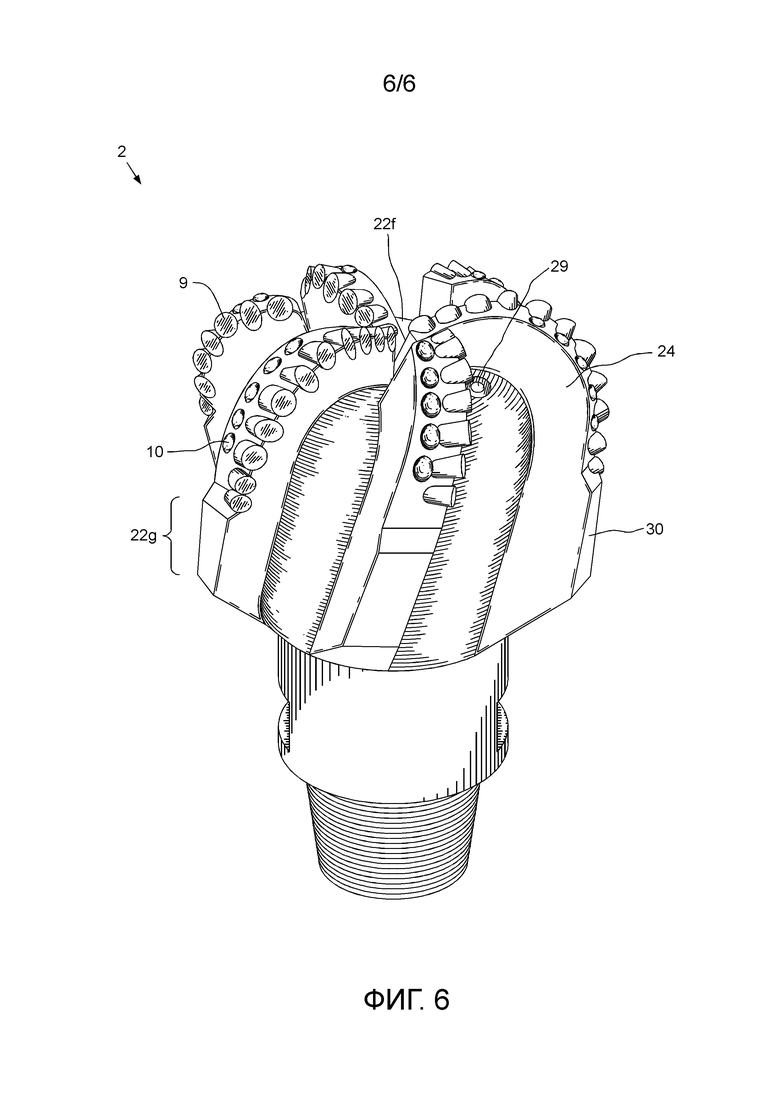
[0036] На фиг.6 показано готовое буровое долото 2. После прикрепления режущих элементов 9 к соответствующим лопастям 24 в каждое сопловое отверстие может быть вставлено и соединено с корпусом 22 сопло 29. Для соединения сопла 29 в сопловом отверстии можно нарезать резьбу или же сопло 29 можно посадить с натягом в сопловое отверстие. Хотя на фиг.6 показано только одно сопло и одно сопловое отверстие, буровое долото 2 может содержать два или более сопел 29 и сопловых отверстий, например, сопловое отверстие может быть выполнено вблизи каждого канала для промывочной жидкости в корпусе 22 долота.
[0037] Корпус 22 долота может включать множество лопастей 24, выполненных на его передней поверхности 22f, причем некоторые из этих лопастей могут проходить от центра этой передней поверхности, а некоторые из них могут проходить от промежуточной части этой передней поверхности. Каждая из лопастей 24 может проходить до калибрующего участка 22g и может быть выполнена заодно с соответствующим калибрующим выступом 30, выполненным на калибрующем участке. Лопасти 24 и калибрующие выступы 30 могут иметь передние поверхности, задние поверхности и внешние поверхности. Каналы для промывочной жидкости могут быть выполнены между смежными лопастями 24 и могут сообщаться с соответствующими канавками для выноса бурового шлама, сформированными между смежными калибрующими выступами 30. Режущие элементы 9 могут быть прикреплены вдоль внешних периферий передних поверхностей лопастей 24, а шпильки 10 могут быть прикреплены вдоль внешних поверхностей лопастей.
[0038] При эксплуатации (не показано) буровое долото 2 может быть соединено с дном бурильной колонны (не показана). Буровое долото 2 может вращаться (против часовой стрелки, если смотреть на переднюю поверхность 22f), например, за счет вращения бурильной колонны от бурового станка и/или посредством двигателя буровой установки, в то время как буровой раствор, например глинистый раствор, может закачиваться вниз по бурильной колонне к входному каналу бурового долота. Буровой раствор может проходить через этот входной канал в нагнетательную камеру и распределяться по отверстиям. Буровой раствор может выбрасываться имеющимися в отверстиях соплами 29 и уносить буровой шлам от лопастей 24 по каналам для промывочной жидкости, канавкам для выноса шлама и далее в кольцевой зазор, образованный между бурильной колонной и скважиной.
[0039] Хотя вышеизложенное описание ориентировано на варианты осуществления настоящего изобретения, другие и прочие варианты осуществления настоящего изобретения могут быть разработаны без отклонения от его основного объема, и при этом объем изобретения определяется нижеследующей формулой изобретения.
Изобретение относится к способу изготовления бурового долота. Металлическую заготовку размещают в литейном блоке, содержащем форму, имеющую внутреннюю поверхность, выполненную с обратным рельефом по отношению к поверхностным элементам бурового долота. В кольцевой зазор, образованный между заготовкой и формой, загружают порошок, содержащий по меньшей мере один из порошка керамики и порошка кермета. Поверх заготовки и формы размещают сплав связки массой 40-70% от суммы массы порошка и массы сплава связки. На сплав связки для защиты от окисления наносят флюс в количестве 0,1-10% от массы порошка. Вводят литейный блок в печь с неконтролируемой атмосферой для нагрева защищенного сплава связки до температуры пропитки между его температурами солидуса и ликвидуса, с пропиткой порошка сплавом связки и образованием корпуса долота, после чего извлекают корпус долота из печи и крепят режущие элементы к лопастям корпуса. Обеспечивается снижение интерметаллических соединений по границе сцепления долота. 2 н. и 11 з.п. ф-лы, 6 ил.
1. Способ изготовления матричного бурового долота, включающий:
размещение металлической заготовки в литейном блоке, содержащем форму, имеющую внутреннюю поверхность, выполненную с обратным рельефом по отношению к поверхностным элементам бурового долота;
загрузку порошка в кольцевой зазор, образованный между заготовкой и формой, причем этот порошок содержит по меньшей мере один из порошка керамики и порошка кермета;
размещение сплава связки в литейном блоке поверх заготовки и формы;
защиту сплава связки от окисления;
введение литейного блока, заготовки, порошка и сплава связки в печь;
эксплуатацию печи для нагрева защищенного сплава связки до температуры пропитки между его температурами солидуса и ликвидуса, с пропиткой порошка сплавом связки и образованием корпуса долота;
извлечение корпуса долота из печи; и
после извлечения крепление режущих элементов к лопастям корпуса долота,
при этом
сплав связки защищают от окисления нанесением на него флюса,
печь эксплуатируют в неконтролируемой атмосфере,
масса нанесенного флюса равна 0,1-10% от массы порошка, а
масса размещенного сплава связки равна 40-70% от суммы массы порошка и массы сплава связки.
2. Способ по п.1, в котором температура пропитки составляет от 950°С до 1061°С.
3. Способ по п.2, в котором температура пропитки составляет от 1000°С до 1050°С.
4. Способ по п.1, в котором флюс имеет диапазон рабочей температуры с минимальной рабочей температурой ниже температуры солидуса и максимальной рабочей температурой выше температуры ликвидуса.
5. Способ по п.1, в котором флюс содержит, по массе: 25-92,5% борной кислоты, 2,5-25% тетрабората калия, 2,5-25% гексафторсиликата дикалия и 2,5-25% декагидрата тетрабората динатрия.
6. Способ по п.1, в котором режущие элементы прикрепляют к корпусу долота высокотемпературной пайкой.
7. Способ по п.1, в котором печь эксплуатируют в течение длительности пропитки от 15 минут до 200 минут.
8. Способ по п.1, в котором порошок является порошком корпуса,
способ дополнительно включает загрузку в кольцевой зазор порошка заплечика, и этот порошок заплечика является металлом или сплавом.
9. Способ по п.8, в котором порошок заплечика является металлическим компонентом керамики порошка корпуса.
10. Способ по п.1, в котором сплав связки выполнен на основе меди.
11. Способ по п.10, в котором сплав на основе меди содержащий, по массе: 35-65% меди, 20-30% марганца, 10-20% никеля и 5-15% цинка.
12. Способ по п.1, в котором заготовку изготовлена из стали.
13. Матричное буровое долото, изготовленное согласно способу по п.1.
| US 20120298323 A1, 29.11.2012 | |||
| US 20060231293 A1, 19.10.2006 | |||
| ФОРМОВАНИЕ БУРОВЫХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ МЕТОДОВ ПРОПИТКИ | 2009 |
|
RU2537343C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2412326C2 |

