Известны способы производства холоднокатапой трансформаторной стали, включающие плавку стали в электропечи, разливку в изложницы, горячую прокатку слитков, холодную прокатку на непрерывном стане с промежуточным отжигом в проходной печи, обезуглероживающий отжиг в проходной печи с увлажненной водородной атмосферой и высокотемпературный отжиг в колнаковой печи.
Для улучшения качества трансформаторпого листа и повышения выхода годного, предлагается сталь разливать в слябы па установке непрерывной разливки с предварительным ее вакуумированием в ковше и последующим отжигом литых слябов. При этом горячую прокатку осуществляют в черновой группе со станом с печными моталками, а промежуточный и обезуглероживающий отжиг - в проходной башенной печи.
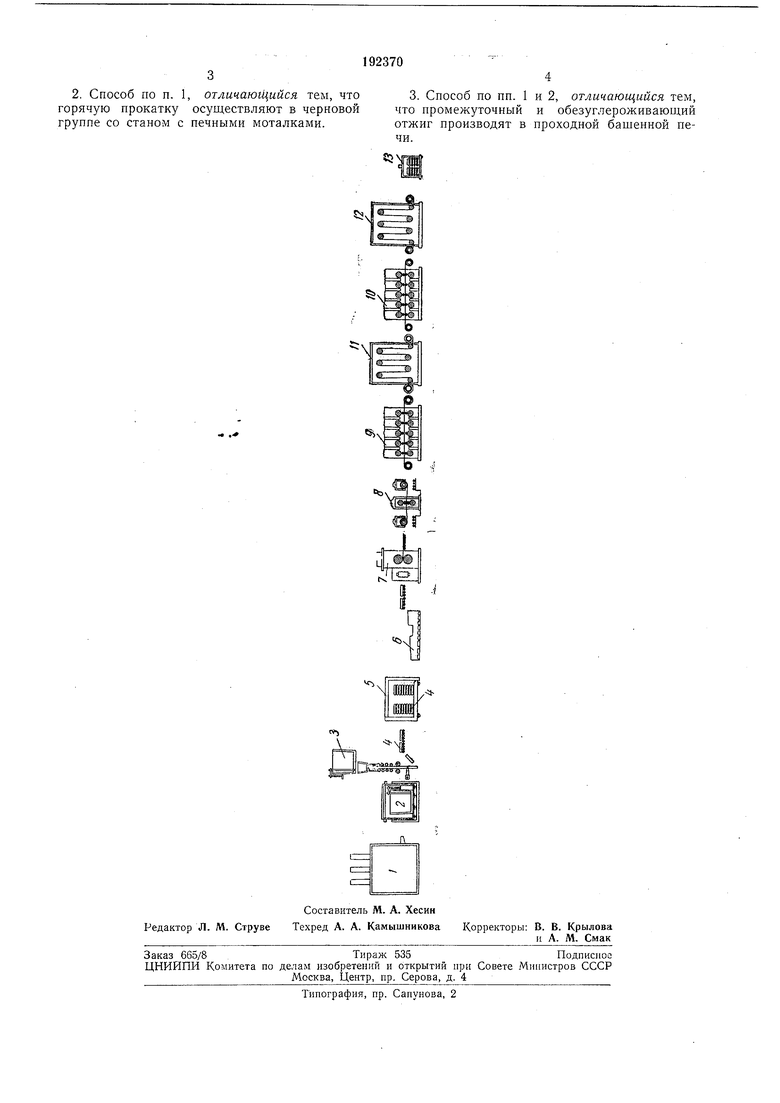
На чертеже изображена схема технологичеСКОРО процесса производства холоднокатаной трансформаторной стали по описываемому способу.
Сталь вынла 5ляют в большегрузпых дуговых печах / с последующим ее вакуумнрованием в ковше 2 и непрерывной разливкой па устаповке 3 в слябы 4, которые отжигают в печи 5. Слябы нагревают в методической нагревательной печи 6 и прокатывают в полосы на черновой реверсивной универсальной клеТи и чистовой реверсивной клети 8 с печными моталками. Затем осуществляют двухкратпую холодную прокатку на непрерывных няти клетьевых станах 9 н W с промежуточным отжигом стальной ленты в проходной печи // и обезуглероживающим отжигом в проходпой печи 12 с увлажненной водородной атмосферой.
Технологический процесс производства холодпокатаной трансформаторной стали заканчивается высокотемпературным отжигом передельной ленты в колпаковой печи 13 при вакууме или в водородной атмосфере.
Предмет изобретения
1. Способ производства холоднокатаной трапсформаториой стали, включающий выплавку стали в электропечи, разливку стали, горячую, прокатку, двухкратиую холодную нрокатку с промежуточным отжигом в проходной печи, обезуглероживающий отжиг в проходной печи после холодной прокатки и высокотемпературный , отличающийся тем, что, с целью улучшения качества трансформаторного листа н повыщения выхода годного, сталь разливают в слябы на установке непрерывной разливки с предварительным вакуумировапием стали в ковше и последующим отжигом литых слябов.
2. Способ по п. 1, отличающийся тем, что горячую прокатку осуществляют в черновой группе со станом с печными моталками.
3. Способ по пп. 1 и 2, отличающийся тем, что промежуточный и обезуглероживающий отжиг производят в проходной башенной печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1990 |
|
RU2024622C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ | 2006 |
|
RU2383634C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2199594C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2171299C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2203967C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ ДЛЯ ЭМАЛИРОВАНИЯ | 1996 |
|
RU2101368C1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |