Общеизвестны устройства, содержащие узел крепления катушек, узел приема, зажима и рубки проволоки, узел формирования токоотводов. По ряду причин они не позволяют изготовлять токоотводы химических источников тока. До настоящего времени токоотводы из проволоки изготовляются вручную, что связано с большими потерями дефицитного материала, малой производительностью и низким качеством.
Предложено устройство, в котором узел крепления катушек выполнен в виде неподвижной платформы, на которой расположены оси для установки катушек с проволокой, поступающей через направляющие диски в узел приема, зажима и рубки проволоки. Последний снабжен губками с примыкающим к ним ножом, закрепленными на траверсе и управляемыми профильным клином и кареткой, имеющей щель для прохода проволоки. Узел формирования ТОКООТВОДОВ имеет управляемые клином клещи для захвата, скрутки и вытягивания проволоки, которые закреплены на штоке периодически вращающегося пневмопривода.
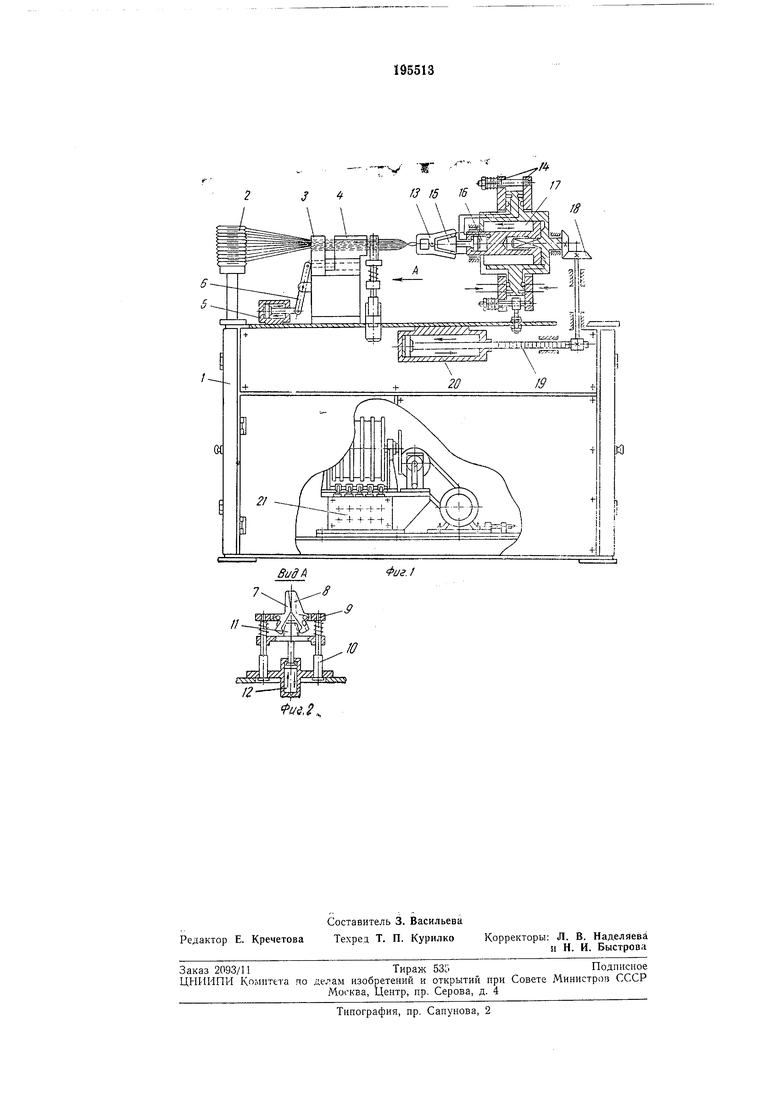
ложенное устройство; на фиг. 2 - вид Л на механизм зажима и рубки проволоки.
На сварной станине / размещены все основные узлы устройства (узел крепления катушек на чертеже не показан).
Проволока катушек поступает в диски 2 приемника, проходит через неподвижную стойку 3 и каретку 4, приводимую пневмоцилиндром 5 через рычаг 6. В стойке и в каретке проволока собирается и располагается строго в одной плоскости. Губки 7 и нож 8 узла приема, зажима и рубки проволоки, установленные на траверсе 9 и колонках 10 и приводимые профильным клином // от пневмоцилиндра 12, захватывают выступающую часть проволок, отрезая неравные концы.
Клещи 13 узла формирования токоотводов приводятся в движение сжатым воздухом, поступающим через диски 14 в пневмоцилиндры, и управляются клином 15 от пневмоцилиндра 16, установленным на штоке пневмо цилиндра 17, обеспечивающего их возвратнопоступательное движение. Врашательное движение клещей в обе стороны осуществляется
через зубчатую передачу 18 и рейку 19 ot пневмоцилиндра 20. Необходимый цикл работы всех пневмоцилиндров устройства обеспечивается Ттриводом 21, представляющим собой пневмомеханический командоаппарат. После заправки катушек с проволокой на
проволочное приспособление и заправки проволок через диски 2 и иеподвижную стойку 3 в прорезь каретки 4 устройство включают в автоматический цикл работы.
Сжатый воздух от командоаппарата привода 21 попадает под поршеиь пиевмоцилиидра 12, и клин // вместе со своей направляющей плапкой движется вверх, воздействуя через пружины на траверсу 9, поднимает весь узел приема, зажима и рубки проволоки в крайнее верхнее положение. При дальнейшем движении поршня вверх клин // закрывает губки 7, происходит захват проволоки, после чего нож отрезает неравные концы. Вслед за этим поршень пневмоцилиндра 17 выводит открытые клещи 13 узла формирования в крайнее левое положение, а клин 15 под воздействием поршня цилиндра 16 закрывает их, обеспечивает захват проволоки между губками 7 и кареткой 4, которая Б это время находится в крайнем правом положении.
Поршень цилиндра 12 при своем движении вниз открывает губки 7 и отпускает их в крайнее нижнее положение. Одиовремен-но каретка 4 под действием пневмоцилиндра 5 через рычаг 6 отходит в левое положение на длину узла токоотвода. Пневмоциликдр 17 под воздействием пневмоцилиндра 20, рейки 19 и зубчатой передачи 18 совершает вместе с клещами 13 два оборота, образуя узел токоотвода,
затем поршень пневмоцилиндра 17 отходит в крайиее правое положение, вытягивая проволоки на заданную длину токоотвода. Вслед за этим губки 7 и нож 8 поднимаются и осуществляется захват проволоки для очередного токоотвода.
Предмет изобретения
Устройство для изготовления токоотводов химических источников тока, например серебряно-цинковых аккумуляторов, содержащее узел крепления катушек, узел приема, зажима и рубки проволоки, узел формирования токоотводов с пневмоприводами, отличающееся тем, что, с целью повышения производительности, улучшения качества и снижения расхода дефицитиого материала, узел крепления катушек выполнен в виде неподвижной платформы, на которой расположены оси для установки на них катушек с проволокой, поступающей через направляющие диски в узел приема, зажима и рубки проволоки, снабженный губками с примыкающим к ним ножом, закрепленными на траверсе и управляемыми профильным клином и кареткой, имеющей щель для прохода проволоки, а узел формироваиия токоотводов имеет управляемые клином клещи для захвата, скрутки и вытягивания проволоки, которые закреплены на штоке периодически вращающегося пневмопривода.
J2

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ХИМИЧЕСКИХ источников ТОКА | 1970 |
|
SU276190A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Устройство для автоматической резки и зачистки проводов | 1981 |
|
SU1059639A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| Устройство для скручивания изделий | 1977 |
|
SU726241A1 |
| Автоматическое устройство для сборки секций первичных галетных батарей чашечной конструкции | 1972 |
|
SU446922A1 |