I
Известно автоматическое устройство для сборки секций первичных галетных батарей чашечной конструкции, содержащее механизм подачи элементов, механизм ориентации, механизм группировки, механизм вкладывания комплекта в бандаж, механизм подачи и вкладывания панели, механизм изготовления и надевания баидажа, механизм растяжки бандажа, механизм съема собранной секции и привод. Недостатком такого устройства является его невысокая производительность. Кроме того, так как бандаж находится в растянутом состоянии на протяжении всей сборки, качество стягивания панели и комплекта элементов снижается. Это влияет на электрические показатели батарей, а также на технологию их дальнейшей сборки, так как элементы в результате остаточной деформации бандажа вначале слабо стянуты и на последующих операциях могут смещаться относительно друг друга, что приводит к увеличению габаритов батарей, а при вставке секций в бумажный футляр приходится затрачивать дополнительное время на их выравнивание.
Для повышения производительности устройства и качества батарей в предлагаемом устройстве механизм группировки снабжен подвижными поддонами с убирающимися боковыми упорами, соединенными между собой шестернями, одна из которых подвижно закреплена на поворотном валу, и качающимся рычагом с зажимом и двумя неподвижными упорами, закрепленными на крайних поддонах, а механизм растяжки бандажа выполнен в виде двух поворотных звездообразных дисков, один из которых подвижен вдоль оси вращения, а другой неподвижно закреплен на валу и имеет на концах прижимы для вкладывания панели.
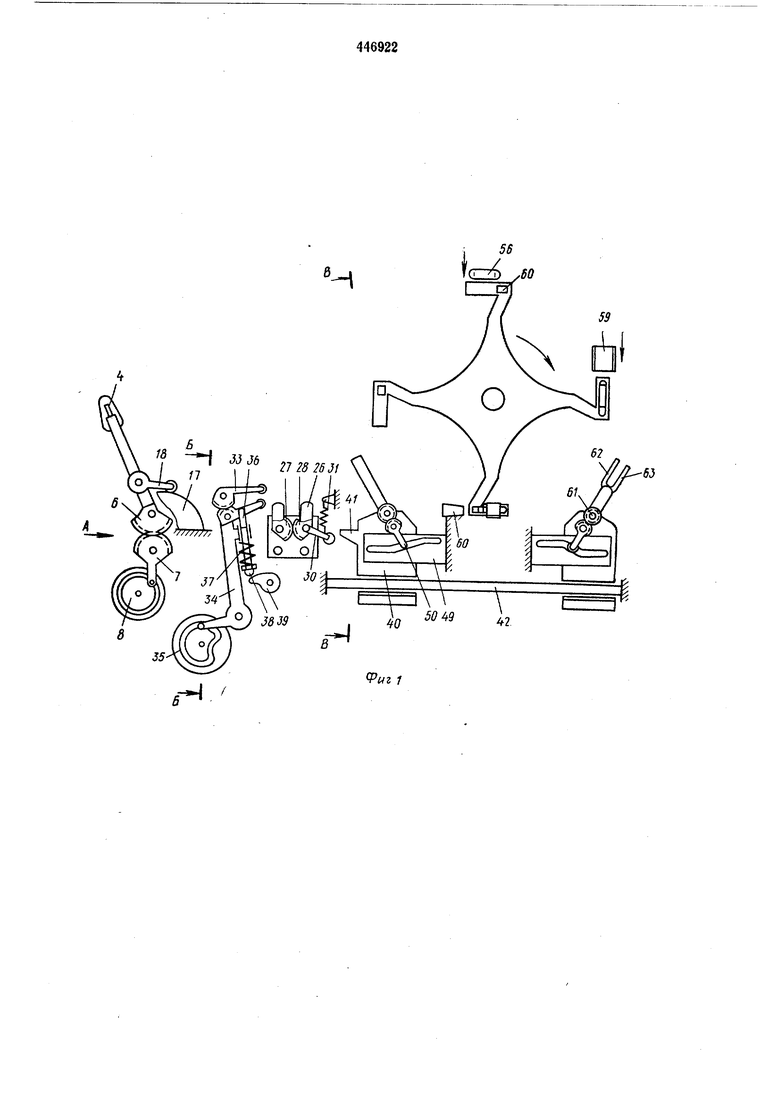
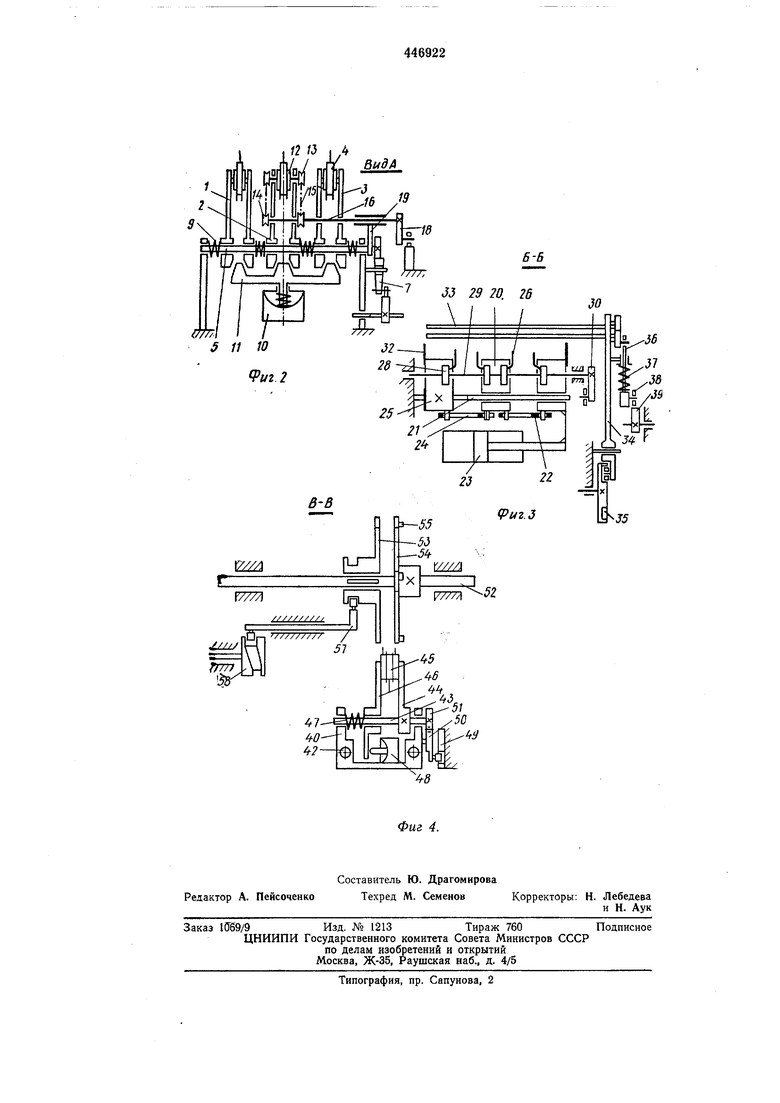
На фиг. 1 изображено описываемое устройство; на фиг, 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1.
Механизм ориентации устройства состоит из захватов I-3 для элементов 4 (см. фиг. I и 2), подвижно закрепленных на валу 5, который сектором 6 и рычагом 7 соединен с приводным кулачком 8. Захваты 1-3 поджаты пружинами 9. Разжатие пружин и раскрытие захватов осуществляется при помощи диафрагменного цилиндра 10 и клиньев 11. Средний захват 2 имеет поворотные губки 12, связанные блоками 13 и 14 и тросом 15 с валом 16. Трос 15 жестко закреплен на блоках 13 и 14 для того, чтобы не происходило проскальзывания при повороте. Поворот вала 16 осуществляется от копира 17 через рычаг 18. Вал 16 установлен в кронштейне 19, который
жестко закреплен на валу 5.
Подвижные поддоны 20 механизма группировки элементов в секцию (см. фиг. 1 и 3) установлены на направляющих 21 и связаны между собой тягой 22. Поддоны 20 соединены с пневмоцилиндром 23 и при помощи тяги 24 с неподвижным поддоном 25, закрепленным на направляющей 21. Тяги 22 и 24 имеют паз для сближения поддонов. По краям поддонов 20 и 25 выполнены поворотные упоры 26 из тонкой листовой пружинной стали, служащие для .удержания элементов при сближении поддонов. Упоры 26 закреплены на секторах 27 и 28, расположенных внутри поддонов 20 и 25. Секторы 28 соединены между собой валом 29, по которому они могут перемещаться при движении поддонов 20. На валу 29,закреплен рычаг 30 с пружиной 31. Кроме того, поддон 25 и крайний поддон 20 имеют по од,ному неподвижному упору 32, которые удерживают элементы при захвате их зажимом механизма вкладывания, когда упоры 26 убраны, и служат для ограничения отклонения токоотводов от габаритов комплекта элементов по ширине. Для ограничения токоотводов элементов по высоте установлены роликовые прижимы 33, соединенные между собой сектором. Прижимы 33 .расположены н.а качающемся рычаге 34, соединенном с пазовым кулачком 35. Через тягу 36 пружины 33 соединены с пружиной 37,- под воздействием которой они находятся в раскрытом положении. Тяга 36 имеет на конце ролик38. Сжатие прижимов 33 осуществляется от кулачка 39.
Каретка 40 механизма вкладывания комплекта, элементов имеет копир-41 и. установлена на.направляющих42 (см. фиг. 1 и 4). В корцусе каретКи расположён вал 43, на.котором закреплены неподвижная щечка 44 зажима комплекта элементов 45 и подвижная щечка 46 зажима. Прижатие подвижной щечки 46 осуществляется пружиной 47, раскрытие- диафрагменным цилиндром 48,. закрепленным на каретке 40. Вал 43 соединен с неподвижным . копиром 49 через рычаг с сектором 50 и щестерню 51. Копир 49 в начале и конце своего профиля имеет горизонтальные участки, что обеспечивает горизонтальное перемещение комплекта элементов при снятии его с поддонов механизма группировки и вкладывании комплекта в бандаж механизма растяжки.
На периодически поворачивающемся валу 52 механизма растяжки бандажа установлень1 подвижный 53 И неподвижный 54 звездообразные диски. На . концах неподвижного диска 54 расположень прижимы 55, которые удерживают вставленные в них панели 56. Вставка панели в прижимы 55 осуществляется механизмом вставки панели,-который расположен над дисками 53 и 54; Подвижный диск 53 соединен тягой 57 с пазовым кулачком 58, который при вращении перемещает этот дис.к вдоль вала 52.
Над горизонтальной осью звездообразных
:Дисков 53 и 54 расположен мехапизм надевания полимерного бандажа 59. Бандаж надевается- (накидывается) на сдвинутые горизонтальные концы дисков 53 и 54 после вклады5 вания панели 56 в прижим 55 диска 54. В нижней части механизма растяжки ба.ндажа ,.на .оси..вкладывания комплекта: в бдндаж установлёйа направляющая воронка 60, предназначенная для направления . токротведов
0 - элементов в растянутый бандаж:. .Конструкция механизма съема. еоб,ранной секции с дисков 53-и 54 аналогична конструкции механизма вкладывания комплекта элементов с той лищь разницей, что -закреплен5 ные на поворотном валу 61 губки 62 и 63: подвижны и их сжатие и разжатие происходит .в плоскости, перпендикулярной плоскости сжатия щечек 44 и 46. Сжатие губок 62 и 63 осуществляется пружиной, а разжатие - диаф0 рагменным цилиндром, установленным на каретке механизма съема. При движении к аретки губки 62 и 63 поворачиваются на 1SO° nf помощи такой же;кинематической стШ. что и у механизма вкладывания комплекта элементов 45. Траектория движения гу.бок 62 и 63 аналогична траектории движения щечек 44
/и 46.- . - .
Устройство работает следующим образом. Поданные и переверпутые па бок элементы
0: с полоШитёльнУми. тЬкЬ6тв6да мй, направлен.-..ными -в-,х)дну стрронх;: вкЛадь1в;а;ются в раскрытые захваты 1-3, которые при выключении диафрагменного цилиндра 10 и отходе клиньев И под действием пружин 9 зажима5 ют элементы 4. Захваты 1-3, установленн ьте на-.валу 5,-от кулачка 8 черезрычаР 7 и-с ектор 6 поворачиваются на 180°, перенбёяэлементы 4 на следующую позицию.-Во вр-feмя поворота захватов 1-3 рычаг 18, переме0 щаясь по копиру 17, через вал 16, трос Г5- иблоки 13 и 14 разворачивает на 180° губкИ 12, в которых зажат средний элемент; Поворот ; среднего элемента необходим для обраЗования последовательного соединения элементов.
5 Сориентированные элементы 4 захватами 13 укладываются на поддоны 20 и 25 между поворотными 26 и неподвижными 32 упорами. Включается . диафрагменный цилиндр 10,--йклинья И раскрывают захваты 1-3. Элем-ен- 01 ты 4 остаются на поддонах 20 и 25, азахвать:возвращаются в исходное положение с раскрытыми губками. Пневмоцилиндр- 23 переме- щает поддоны 20 по направляющей 21 к неподвижному поддону, 25 - производится
5 i группировка элементов в комплект.-К сдвинутым поддонам 20 и 25 с элементами 4 пОдво- дптся качающийся рычаг 34 с раскрытыми, прижимами 33. Подвод рычага 34 осугцест- вляется от .пазового кулачка 35. Далее Кула0.:.чок 39, поворачиваясь, давит на ролик 38 и через тягу 36 закрывает прижимы 33,-тем са- ; мь1м ориентируя токоотводы с одной стороны { элементов 4 в горизонтальной плоскости. Каретка 40 механизма вкладывания комплекта
5 ;элементов подходит к поддонам 20 и 25 с рас- крытыми под действием диафрагменного цилиндра 48 щечками 44 и 46, находящимися в горизонтальном положении. Копир 41 каретки 40 находит на рычаг 30 и через вал 29 и секторы 27 и 28 поворачивает упоры 26. Элементы на поддонах удерживаются двумя неподвижными упорами 32. Щечки 44 и 46 доходят до середины элементов, диафрагменный цилиндр 48 выключается, и щечка 44 пружиной 47 прижимает комплект элементов 45 к неподвижной щечке 46. Каретка 40 по направляющей 42 отходит от поддонов 20 и 25. Щечки 44 и 46, кинематически связанные с копиром 49 через вал 43, щестерню 51 и рычаг с сектором 50, отходят, находясь в горизонтальном положении, вытягивая токоотводы из прижимов 33 и протаскивая их через неподвижные упоры 32. Таким образом, концы токоотводов не выходят за габариты комплекта элементов по высоте и щирине. Затем рычаг с сектором 50 находит на горку копира 49 и поворачивает шестерню 51 с валом 43 и щечки 44 и 46 с комплектом элементов 45 на 180°. Как только копир 41 каретки 40 сходит с рычага 30, пружина 31 поворачивает вал 29 с секторами 28 и поднимает упоры 26. Пневмоцилиндр 23 устанавливает поддоны 20: в исходное положение. Рычаг 34, поворачиваясь от кулачка 35, отходит от поддонов, и одновременно прижимы 33 раскрываются. В конце хода каретки 40 рычаг с сектором 50 по копиру 49 вновь входит в горизонтальную плоскость и вводит комплект элементов 45 через направляющую воронку 60 в растянутый бандаж 59 с панелью, находящейся на нижнем луче-ДИСКОВ 53 и 54.
Одновременно с; движением Механизма вкладывания комплекта элементов 45 ,к дискам 53 и 54 с противоположной стороны растянутого бандажа навстречу механизму вкладывания перемещается механизм съема собранной секции. В момент вкладывания П1ечками 44 и 46 комплекта элементов 45 в бандаж 59 губки 62 и 63 механизма съема собранной секции обхватывают сверху бан даж 59 вместе с комплектом элементов и при обратном движении механизма съема стаскивают собранную секцию батареи с дисков 53 и 54, перемещаясь в горизонтальной плоскости. Затем секция батареи, зажатая в губках 62 и 63, поворачивается на 180° на валу 61 и укладывается на стол готовой продукции.
Разжатие губок 62 и 63 производится диафрагменным цилиндром механизма. Одновременно с отходом механизма съема собранной секции от механизма растяжки бандажа для укладки собранной секции батареи на стол готовой продукции механизм вкладывания комплекта элементов возвращается в исходное положение за следующим комплектом элементов 45. После отхода щечек 44 и 46 и
губок 62 и 63 от механизма растяжки бандажа диск 53 под действием кулачка 58 через тягу 57 сближается с диском 54. В верхний прижим 55 диска 54 механизмом вставки панели вкладывается панель 56, а на прижатые
друг к другу горизонтальные лучи дисков 53 и 54 через «плюс контакта панели накидывается подогретый бандаж 59.
При подходе механизма вкладывания со следующим комплектом элементов 45 вал 52
вместе с дисками 53 и 54 поворачивается на 90°, а кулачок 58 через тягу 57 отводит диск 53 от диска 54, растягивая бандаж 59. Таким образом, механизм подготовлен для вкладывания нового комплекта элементов. Цикл повторяется.
П.редмет изобретения
Автоматическое устройство для сборки секций первичных галетных батарей чашечной конструкции, содержащее механизм подачи элементов, механизм ориентации, механизм группировки, механизм вкладывания комплекта в бандаж, механизм поДачи и вкладывания панели, механизм изготовления и надевания бандажа, механизм растяжки бандажа, механизм съема собранной секции и привод, отличающееся тем, что, с целью повышения производительности устройства и качества батарей, механизм группировки снабжен подвижными поддонами с убирающимися боковыми упорами, соединенными ,между собой шестернями, одна из которых подвижно закреплена на поворот-ном валу, и качающимся
рычагом с зажимом и неподвижными упорами, закрепленными на крайних поддонах, а механизм растяжки бандажа выполнен в виде двух поворотных звездообразных дисков, один из которых подвижен вдоль оси
вращения, а другой неподвижно закреплен па валу и имеет на концах нрижимы для вкладывания панели. .-Ч /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки секций первичных галетных батарей чашечной конструкции | 1975 |
|
SU536545A1 |
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
| Устройство для подвода конца токоотвода к клеммной панели первичной батареи галетного типа | 1974 |
|
SU519798A1 |
| Устройство для упаковки штучных изделий в пакет из термосклеивающегося материала | 1975 |
|
SU537896A1 |
| Автомат для обработки электромонтажных проводов | 1984 |
|
SU1292089A1 |
| УСТРОЙСТВО для КРУГЛЕНИЯ КОРЕШКА КНИЖНОГОБЛОКА | 1971 |
|
SU299384A1 |
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| Устройство для подачи предметов | 1976 |
|
SU602414A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |