Известны переносные устройства для электродуговой нриварки труб к плоским трубным решеткам, состоящие из сварочной горелки для аргоно-дуговой сварки неплавяш,имся электродом, механизма кругового перемещения электрода, механизма крепления устройства на изделии, системы скользящего нодвода тока и защитного газа и системы охлаждения.
Предложенное устройство отличается от известного наличием механизма слежения, выполненного в виде эксцентрика, щарнирно связанного качающимся рычагом с токопросодяи ей трубкой, на конце которой закреплен электрод.
Такое выполнение устройства позволяет автоматически приваривать трубы к криволинейным плоскостям.
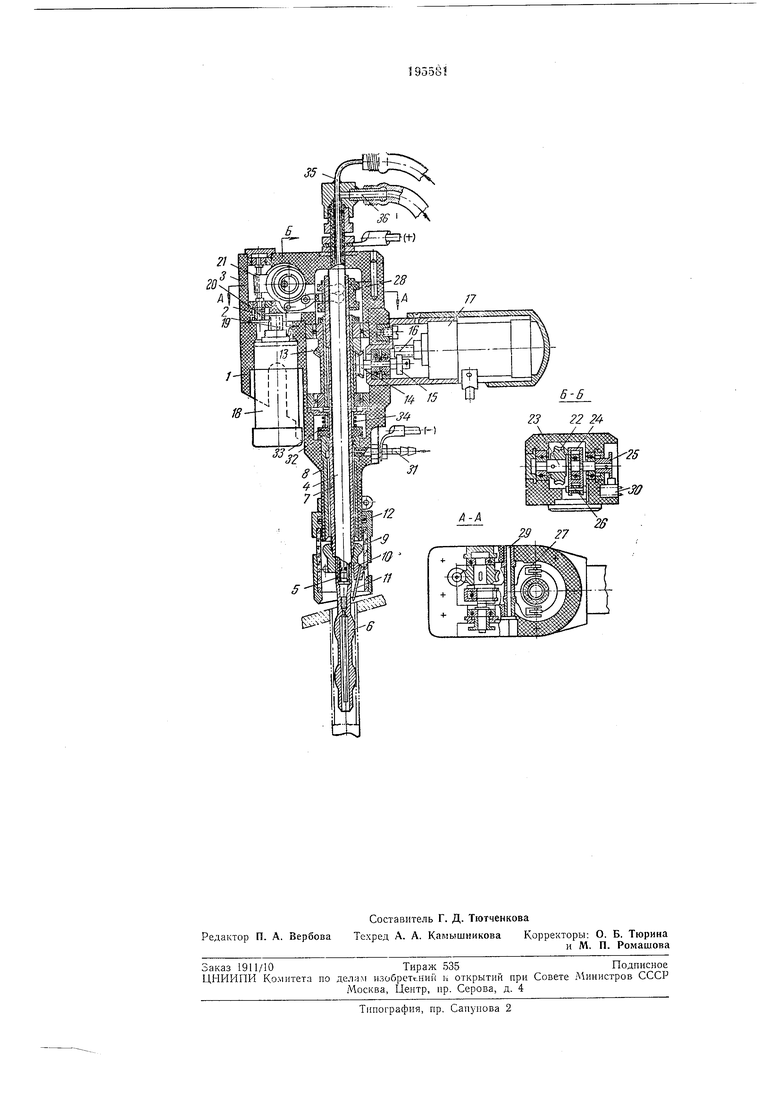
Иа чертеже показано предлагаемое устройство, вертикальный разрез.
Устройство состоит из корпуса /, крыщек 2 и 3, стержня 4 с изоляционной трубкой 5, сменной разрезной цанги 6, трубки 7, втулки 8, втулки-отражателя 9, электрододержателя JO, электрода Л, насадки 12, пары конических щестерен 13 и J4, цилиндрической щестерни J3, находящейся в зацеплении с валом щестерни 16, электродвигателей 17 и 18, пары цилиндрических шестерен 19 и 20, червячной пары 21 и 22, эксцентрикового вала 23 с. серьгой 24 и кулачком 25, связанного через палец 26 с двуплечим рычагом 27, втулки 28, неподвижпой оси 29, конечного выключателя 30, наконечника 31, разрезных сегментов 32, конической шайбы 33, пружины 34, подводящей трубы 35 и отводящей 36.
Работает устройство следующим образом. Переносное устройство сменной разрезной цангой 6, навинченной на стержень 4, вставляется в одну из труб, собранных в решетке. За счет эксцентриситета посадочной шейки втулки-отражателя 9 регулируется положение электрода // относительно сварного шва (радиус вращения коица электрода). Необходимая длина дуги усгапавливается величиной вылета электрода // или положением упоров насадки 12.
Во время процесса сварки трубы с криволинейной решеткой конец электрода // должен совершать вращательное и поступательное движения относительно оси привариваемой трубы (оси стержня 4).
Перед началом нроцесса сварки электрод // устанавливается в исходное положение -
включается электродвигатель 18 постоянного тока, при этом движение передается через пару цилиндрических шестерен 19 и 20 и червячную пару 21 и 22 эксцентриковому валу 23 с серьгой 24, соединенной пальцем 26 с двувокруг Д1еподвижной оси 29, перемещает втулку 2о и трубку с закрепленными на ней втулкой-отражателем 9, электрододержателем 10 и электродом if. Это движение продолжается до тех пор, пока один из выступов кулачка 25 нажмет на конечный выключатель 30, который, сработав, .отключит электродвигатель 18.
В таком положении электрод // будет иметь одинаковый запас хода вверх и вниз.
Вращение электрода проверяется следующим образом.
Включается электродвигатель 17 постоянного тока, движение передается паре конических щестерен 14 и 13, поворачивающих трубку 7 с закрепленными на ней втулкой-отражателем 9, электрододержателем 10 и электродом 11, затем электродвигатель /7 выключается.
Защитный газ через наконечник 31 по кольцевому каналу между втулками S и 9 поступает в насадку 12, а из нее в зону сварки.
Вода для охлаждения подается по подводящей трубе 35, затем по кольцевому зазору между трубой 35 и внутренней стенкой стержня 4 возвращается из отводящей трубы 36.
Сварочный ток ( + ) подводится к привариваемой трубе через стержень 4 и сменную разрезную цангу 6, а сварочный ток (-) - через наконечник 31, ввинченный во втулку 8, к трубке 7, свободно вращаюн1,ейся на изоляционной трубке 5 стержня 4, через разрезные сегменты 32, плотно прижимаемые к трубке 7 спиральной пружиной 34 и конической шайбой 33, затем через втулку-отражатель 9,
электрододерл :атель 10 на электрод 11.
По заранее принятому напряжению дуги для заданного режима сварки устанавливается напряжение потенциометра блока следящей системы, которая автоматически включает электродвигатели 17 н 18 и обеспечивает необходимое перемещение электрода //в процессе сварки.
Предмет изобретения
Переносное устройство для электродуговой приварки труб к трубным решеткам, содержащее сварочную горелку для аргоно-дуговой сварки неплавящимся электродом, механизм
кругового перемещения электрода, механизм крепления устройства на изделии, систему скользящего подвода тока и защитного газа н систему охлаждения, отличающееся тем, что, с целью возможности автоматической
приварки труб к криволинейным плоскостям и поддержания постоянной длины дуги, оно снабжено механизмом слежения, выполненным в виде эксцентрика, щарнирно связанного качающимся рычагом с токонроводящей
трубкой, на нижнем конце которой закреплен электрод.
35
18
33
32
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Устройство для автоматической дуговой сварки неплавящимся электродом | 1982 |
|
SU1118501A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| УСТРОЙСТВО для СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU308833A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ВНУТРЕННЕЙ ПРИВАРКИ ТРУБ К ТРУБНЫМ РЕШЕТКАМ | 1968 |
|
SU208855A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| Сварочная горелка | 1989 |
|
SU1698574A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| Устройство для газоэлектрической вибродуговой сварки | 1982 |
|
SU1031676A1 |