Известны устройства для электродуговой внутренней приварки труб к трубным решеткам, содержащие горелку для аргоно-дуговой. сварки неплавящимся электродом, механизм кругового перемещения горелки и системы скользящего подвода тока и защитного газа. Электрод такого устройства выполнен в виде изогнутого под прямым углом стержня, закрепленного в горелке цанговым зажимом.
Для повышения производительности и качества сварного соединения горелка предлагаемого устройства связана с выходным валом механизма кругового перемещения с помощью разъемного щарнира, одновременно являющегося токоподводом сварочного тока и муфтой сцепления.
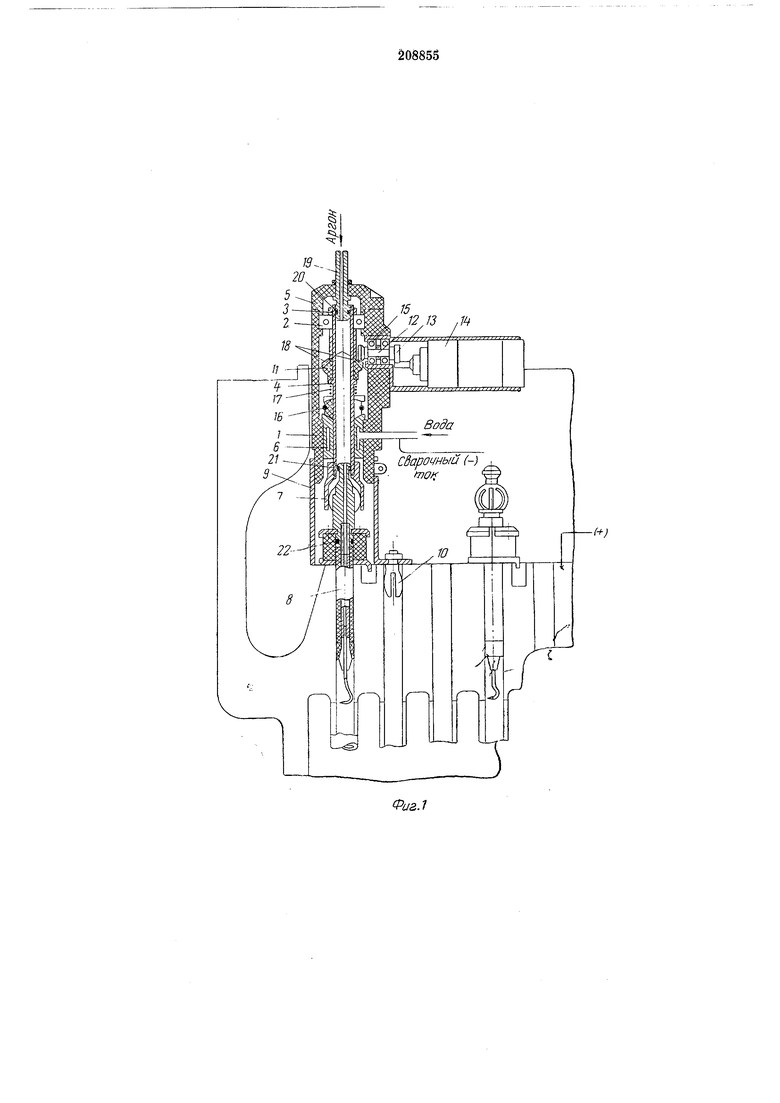
На фиг. 1 изображено предлагаемое устройство в разрезе; на фиг. 2 - горелка устройства в разрезе.
В корпусе 1 головки на радиальном шарикоподшипнике 2 гайкой 3 закреплена токоведущая втулка 4. Подшипник 2 удерживается в корпусе крышкой 5, корпус и крышка выполнены из электроизоляционного материала. Второй опорой токоведущей втулки 4 служит водоохлаждаемый подшипник 6. На нижний конец этой втулки навинчена втулка-ловитель 7.
горелки, имеющей рубашку 8. На цилиндрический выступ в нижней части корпуса надета насадка 9, опираюшаяся нижним фланцем с фиксатором 10 на плоскость трубной решетки.
Насадка служит также для защиты элементов горелки от механических повреждений и случайных замыканий.
Токоведущая втулка 4, являющаяся выходным валом механизма кругового перемещеПИЯ, вращается с помощью пары конических шестерен 11-12 через шестерню 13, которая находится в зацеплении с выходным валом электродвигателя 14 постоянного тока, одновременно играющего роль рукоятки сварочной головки. Вал-шестерня 12 вращается в двух шарикоподшипниках 15.
Подвод тока к токоведущей втулке 4 осуществляется через наконечники водяных шлангов, ввинченные в подшипник 6, и далее
через сегменты 16, стянутые проволочной пружиной и обжатые спиральной пружиной 17.
От проходящего по сварочной цепи {-) на электрод высокочастотного разряда осциллятора электродвигатель защищен втулкой 18
и конической шестерней 11, которые выполнены из изоляционного материала.
2/
23

| название | год | авторы | номер документа |
|---|---|---|---|
| Переносное устройство для электродуговой обварки трубок | 1961 |
|
SU140513A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сварки круговых швов | 1988 |
|
SU1586883A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ | 1967 |
|
SU195581A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1983 |
|
SU1117169A1 |
| Устройство для электродуговой сварки кольцевых швов вварки труб в трубные доски | 1984 |
|
SU1268352A1 |
Составитель L. балетов
Редактор Андреева Техред Л. Я. Бриккер
Корректоры: 3. И. Тарасова и С. П. Усова
