(54) ТОКОПОДВОДЯЩИй МУНДШТУК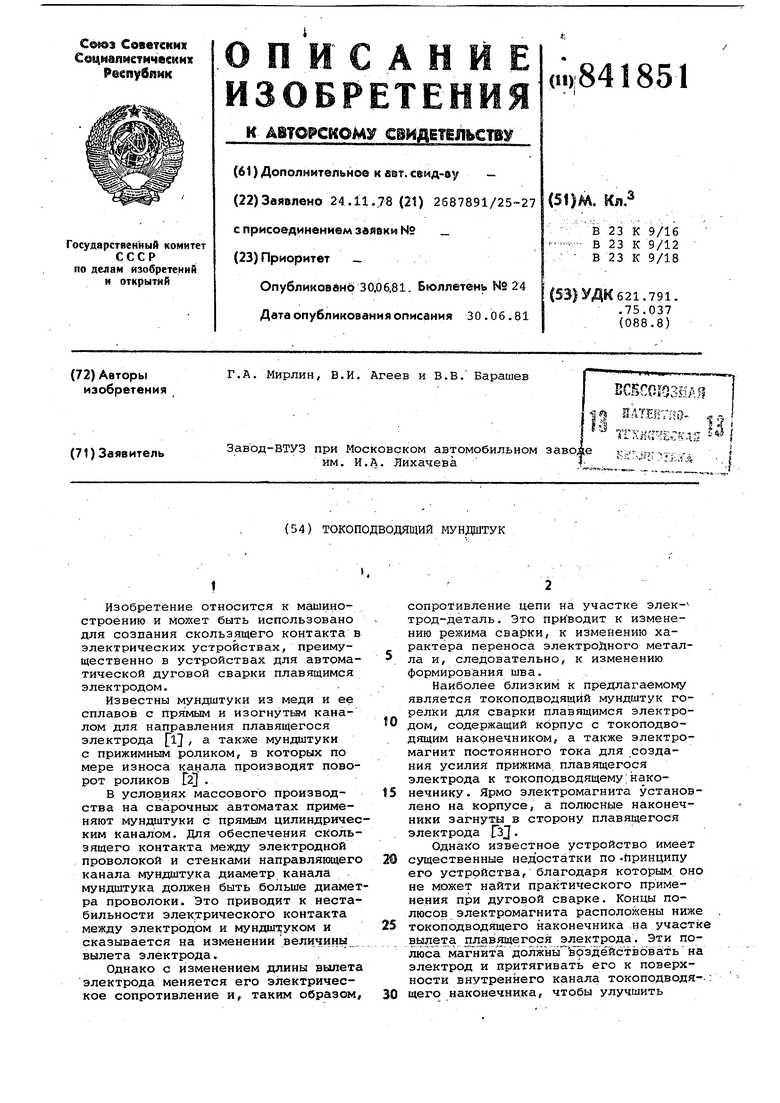
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
1
Изобретение относится к машиностроению и может быть использовано для создания скользящего контакта в электрических устройствах, преимущественно в устройствах для автоматической дуговой сварки плавящимся электродом.
Известны мундштуки из меди и ее сплавов с прямым и изогнутьн каналом для направления плавящегося электрода l, а также мундштуки с прижимным роликом, в которых по мере износа канала производят поворот роликов 23.
В условиях массового производства на сварочных автоматах применяют мундштуки с прямым цилиндрическим каналом. Для обеспечения скользящего контакта между электродной проволокой и стенками направлянедего канала мундштука диаметр канала мундштука должен быть больше диаметра проволоки. Это приводит к нестабильности элек трического контакта между электродом и мундшт уком и
сказывается на изменении
вылета электрода.
Однако с изменением длины вылета электрода меняется его электрическое сопротивление и, таким образом.
сопротивление цепи на участке электрод-деталь. Это приводит к изменению режима сварки, к изменению характера переноса электродного металла и, следовательно, к изменению формирования шва.
Наиболее близким к предлагаемому является ТОКОПОДВОДЯЩИЙ мундштук горелки для сварки плавящимся электродом, содержащий корпус с токоподводящим наконечником, а также электромагнит постоянного тока для создания усилия прижима плавящегося электрода к токоподводящему:наконечнику. Ярмо электромагнита установлено на корпусе, а полюсные наконечники загнуты в сторону плавящегося электрода ГзД
Однако известное устройство имеет
существенные недостатки по .Принципу его устройства, благодаря которым оно не может найти практического применения при дуговой сварке. Концы полюсов электромагнита расположены ниже
токоподводящего наконечника .на участке вылета пдтавящегося электрода. Эти полюса магнТита должны воздёйствбвать на электрод и притягивать его к поверхности внутреннего канала токоподводя-.:
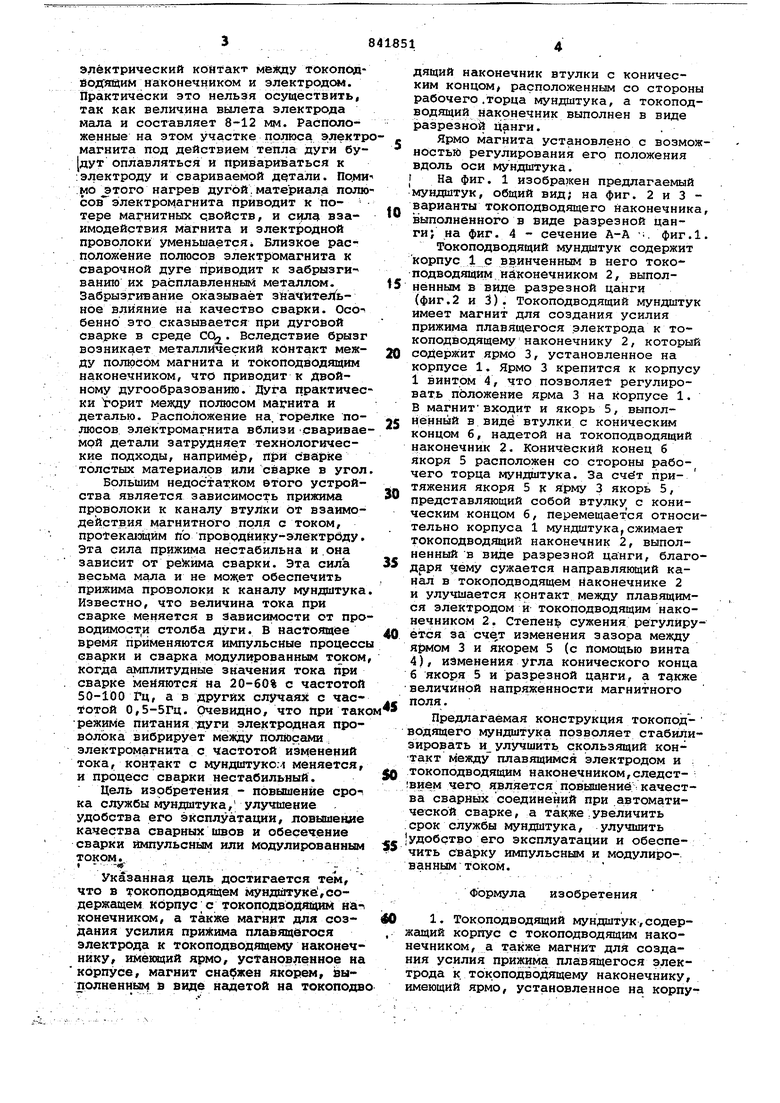
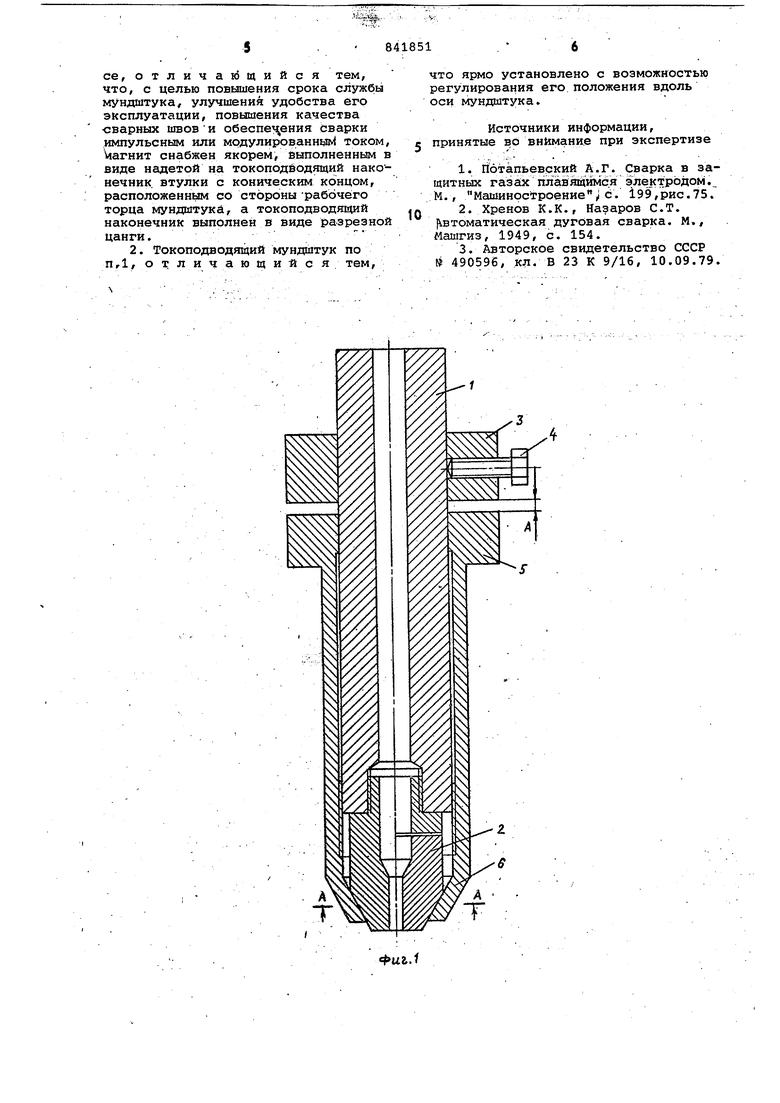
щего наконечника, чтобы улучшить электрический койтакт между токоподйодяйцим наконечником и электроде. Практически это нельзя осуществить, так как величина вылета электрода нала и составляет 8-12 мм. Расположенные на этом участке полюса э;лектр магнита под действием тепла дуги оплавляться и привариваться к :электроду и свариваемой детали. ПомИ МО того нагрев дугой. материал а полю сов электромагнита приводит к по- тере магнитных с.войств, и сила вэаимодействия ма гнита и электродной проволоки уменьшаетсяi Близкое расположение полюсов электромагнита к сварочной дуге приводит к забрызги- ваншо их расплавленный металлом. Забрызгивание оказывает значительное влияние на качество сварки. Ocoi бенно это сказывается при дуговой сварке в среде СС. Вследствие брызг возникает металлический контакт между полюсом магнита и токоподводящим наконечником, что приводит к двойному дугообразованию. Дуга практичес ки орит между полюсом магнита и деталью. Расположение на. горелке полюсов электромагнита вблизи сваривае мри детали затрудняет технологические подходы, например, при сварке толстых материалов или сёарке в угол Большим недостатком етого устройства является зависимость прижима проволоки к каналу втулки От взаимодействия магнитного поля с током, протекающим по проводнику-электрбду. Эта сила прижима нестабильна и.она зависит от сварки. Эта сила весьма мала и не может обеспечить прижима проволоки к канашу мундштука Известно, что величина тока при сварке меняется в зависимости от про водимост и столба дуги. В настоящее время применяются импульсные процесс сварки и сварка модулированным током когда амплитудные значения тока при сварке меняются на 20-60% с частотой 50-100 Гц, а в других случаях с часТотой 0,5-5Гц. Очевидно, что при так режиме Питания дуги эле| тродная проволока вибрирует между полюсами, электромагнита с частотой изменений тока, контакт с мундштуком меняется, и процесс сварки нестабильный. Цель изобретения - повышение сро- ка службы мундштука, улучшение удобства его эксплуатации, повышение качества сварных швов и обесечение сварки Импульсным или модулированным током. . л, - , . Указанная цель достигается тем, что в токоподводящем мундйпгуке,содержащем корпус с токоподводшцимнаконечником, а также магнит для созДания усилия прижима плавящегося электрода к токоподводящему наконечнику, имекщий ярмо, установленное на корпусе, магнит снабжен якорем, выполненным в виде надетой на токоподв дящий наконечник втулки с коническим концом/ расположенным со стороны рабочего .торца мундштука, а токоподводящий наконечник выполнен в виде разрезной Цанги. Ярмо магнита установлено с возможностью регулирования его положения вдоль оси мундштука. На фиг. 1 изображен предлагаемый мундштук, общий вид; на фиг. 2 и 3 варианты токоподводящего йаконечника, выполненного в виде разрезной цанги j на фиг. 4 - сечение А-А . фиг.1. Токоподводящий мундштук содержит корпус 1 с ввинченным в него токоподводящим наконечником 2, выполненным в виде разрезной цанги (фиг.2 и 3). Токоподводящий мундштук имеет магнит для создания усилия прижима плавящегося электрода к токоподводящему наконечнику 2, который содержит ярмо 3, установленное на корпусе 1. Ярмо 3 крепится к корпусу 1 винтом 4, что позволяет регулировать положение ярма 3 на корпусе 1. В магнитвходит и якорь 5, выполненный в виде втулки с коническим концом б, надетой на Токоподводящий наконечник 2. Конический конец б якоря 5 расположен со стороны рабочего торца мундштука. За счёт притяжения якоря 5 к ярму 3 якорь 5, представляющий собой втулку с коническим концом б, Перемещается относительно корпуса 1 мундштука,сжимает ТОКОПОДВОДЯЩИЙ наконечник 2, выполненный в виде разрезной цанги, благод ря Чему сужается направляющий канал в токоподводящем наконечнике 2 и улучшается контакт между плавящимся электродом и токоподводящим наконечником 2. Степен: сужения регулируется за счет изменения зазора между ярмоы 3 и якорем 5 (с помощью винта 4), изменения угла конического конца 6 якоря 5 и разрезной цанги, а также величиной напряженности магнитного поля. Предлагаемая конструкция токоподводящего мундштука позволяет стабилизировать и улучшить скользящий контакт между плавящимся электродом и токоподводящим наконечником,следст вием чего я вляется првышениёл качества сварных соединений при автоматической сварке, а также:увеличить срок службы мундштука, улучшить удобство его эксплуатации и обеспечить сварку импульсным и модулированным током. Формула изобретения 1. Токоподводящий мундштук,содеращий корпус с токоподводящим наконечником, а также магнит длЯ создания усилия прижима плавящегося электрода к. токоподводящему наконечнику, имеющий ярмо, установленное на корпусе, отличающийся тем, что, с целью повышения срока служб1Ы мундштука, улучшения удобства его эксплуатации, повышения качества сварных швовИ обеспе ения сварки импульсным или мрдулированны током, ViarHHT снабжен якорем, выполненным в виде надетой на токоподйодящий наконечник, втулки с коническим концом, расположенным со стороны рабочего торца мундштука, а токоподводящий наконечник выполнен в виде разрезной цанги.-
что ярмо установлено с возможностью регулирования его положения вдоль оси мундштука.
Источники информации, с принятые во вн11мание при экспертизе
Фи.2.
Б-В
li
фиъ.З
А-Л
