а
Юд
Изобретение относится к сварке и j может быть использовано для выполнения косметического шва с целью расплавления подрезов, неровностей и наплывов, получаемых при сильноточной плазменной сварке.
Известно устройство, содержащее электрододержатель, колеблющийся от кривошипно-шатунного механизма tl 3Однако устройство маломаневренно из-за сравнительно больших габаритов, которые не входят в околошовное пространство обрабатываемого из делия, ограниченное стенками изделия, прижимными или другими приспособлениями, что не позволяет изменять направление колебаний относительно обрабатываемого, шва.
Наиболее близким к предлагаемому является устройство, содержащее закрепленный в цанге неплавящийся колеблющийся электрод с отогнутым рабочим концом .21.
Недостатком устройства является отсутствие возможности плавного изменения угла наклона отогнутого конца неплавящегося электрода для изменения глубины разглаживания шва и его вылета с целью изменения ширины обработки шва, что снижает технологические возможности устройства.
Цель изобретения - расширение технологических возможностей устройства путем изменения угла наклона конца неплавящегося электрода к обрабатываемой поверхности «его вылета.
Поставленная цель достигается тем, что в устройстве для газоэлектрической вибродугоаой сварки, содержащем водоохлаждаемый корпус с соплом, в котором расположен электрододержатель с цангой, кинематически связанный с,вибратором, цанга снабжена разрезной обоймой для крепления элект- . рода, расположенной с возможностью поворота на оси, проходящей через паз, выполненный в цанге.
Устройство позволяет за счет разворота вокруг оси обоймы в пазу цанги изменять угол наклона неплавящегося электрбда к обрабатываемой поверхности, что обеспечивает подбор оптимального режима разглаживания шва, а изменение вылета неплавящегося электрода путем его выдвижения обеспечивает ширину обработки шва.
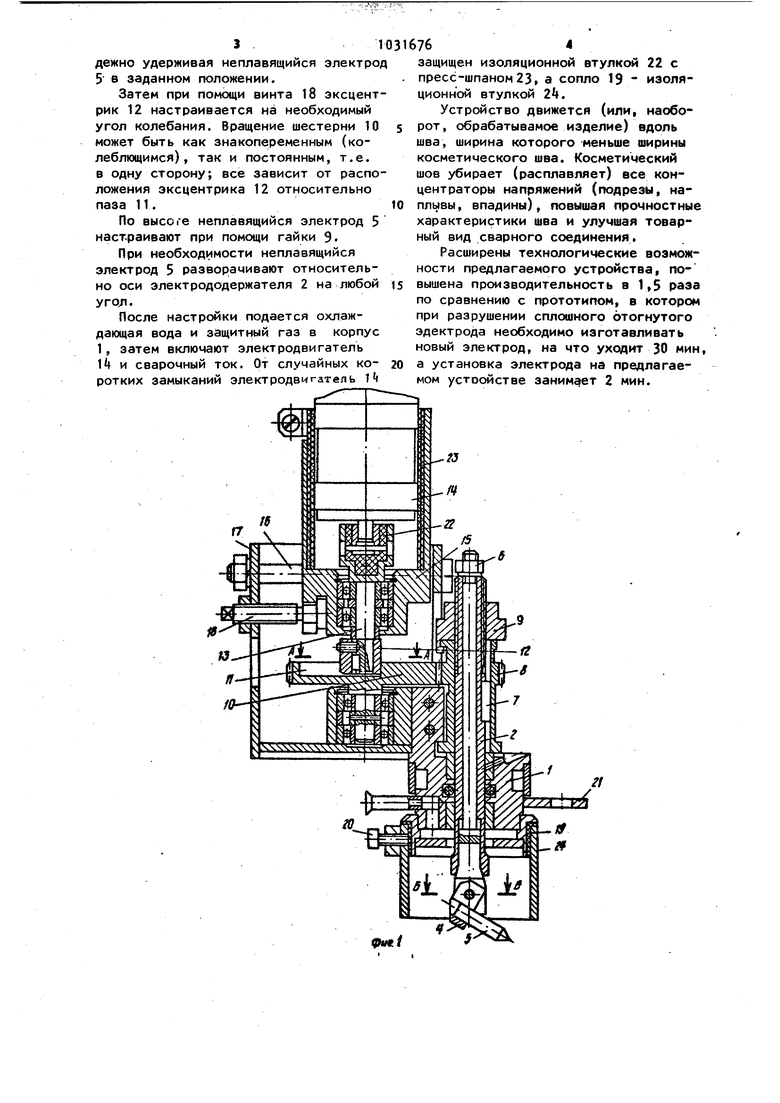
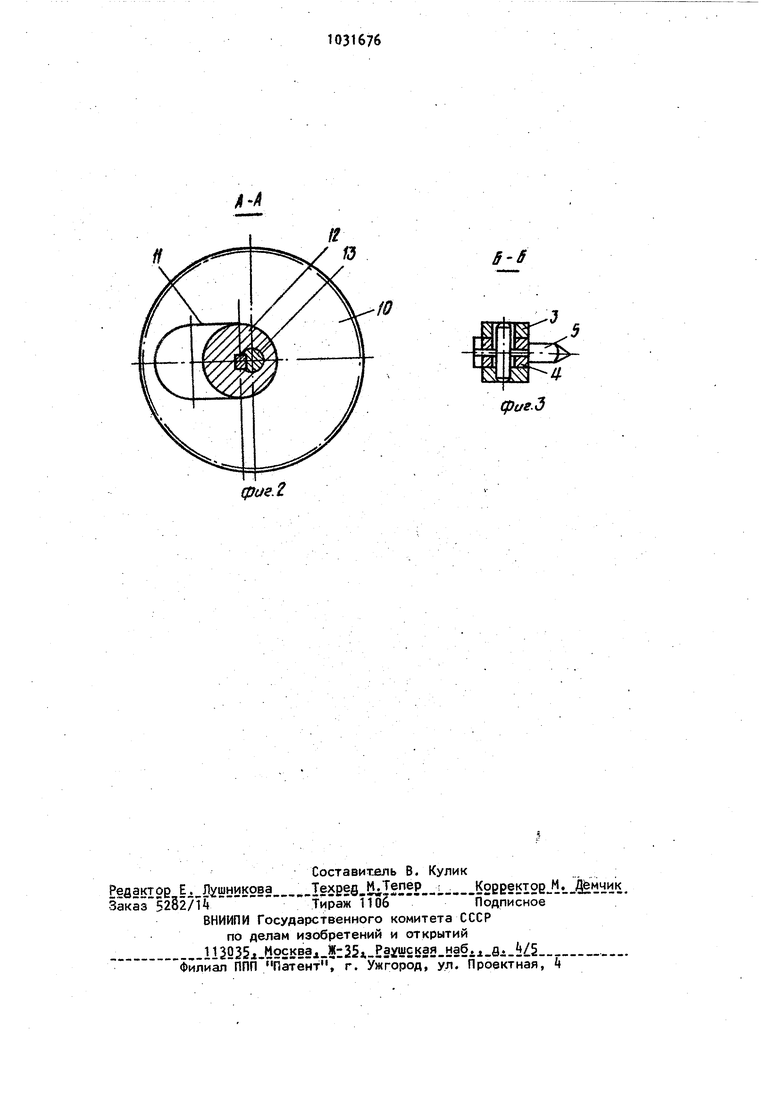
На фиг. 1 показано устройство, главный вид, разрез; на фиг. 2 - раз-,
рез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для газоэлектрической вибродуговой сварки состоит из водоохлаждаемого корпуса 1, электрододержателя 2 с цангой 3, нижняя часть которой оснащена разрезной поворотной обоймой t, зажимающей неплавящийся электрод 5 за счет сжатия обоймы конической частью цанги 3 и внутренним концом электрододержателя 2 при втягивании цанги 3 гайкой 6 вовнутрь электрододержателя 2.
Противоположный конец электрододержателя 2 при помощи шпонки 7 сцеплен с шестерней 8, сопряженной с корпусом 1 и гайкой 9 при помощи Г-образных замков. Шестерня 8 кинематически связана с шестерней 10, на торце которой выполнен паз 11, заканчивающийся в центре полуокружностью, центр которой смещен от центра шестерни 10 на величину эксцентриситета эксцентрика 12, сопряженного с пазом 11. Эксцентрик 12 жестко связан с валом 13, приводимым во вращение электродвигателем 1 закрепленным в стакане 15, сидящим на двух скалках 16, смонтированных в кронштейне 17, соединенном с корпусом 1.
При помощи винта 18 стакан 15 перемещается Вдоль скалок 16, изменяя угол разворота неплавящегося электрода 5.
Корпус 1 в нижней части имеет сопло 19, удерживаемое при помощи винта 20. Сварочный ток подводится к клемме 21, припаянной к корпусу 1.
Электродвигатель 1 изолирован от сварочного тока изоляционной втулкой 22 и пресс-шпаном 23, а сопло 19 от корпуса 1 изолировано при помощи изоляционной втулки 2Ц,
Устройство работает следующим образом.
Сначала устанавливается необходимый угол наклона неплавящегося электрода 5 к обрабатываемой поверхности и его вылет. Для этого отвор ачивается гайка 6 и цанга 3 опускается вниз обойма 4 разворачивается на заданный угол, неплавящийся электрод 5 выдвигается на нужную величину и гайка 6 заворачивается, подтягивая цангу 3 вверх. Внутренний конец электрододержателя 2, сопряженный с наружным конусом цанги 3, обжимает обойму , надежно удерживая неплавящийся электрод 5 в заданном положении. Затем при помощи винта 18 эксцентрик 12 настраивается на необходимый угол колебания. Вращение шестерни 10 может быть как знакопеременным (колеблющимся), так и постоянным, т.е. в одну сторону; все зависит от расположения эксцентрика 12 относительно паза 11. По высоте неплавящийся электрод 5 настраивают при помощи гайки 9. При необходимости неплавящийся электрод 5 разворачивают относительно оси электрододержателя 2 на любой После настройки подается охлаждающая вода и защитный газ в корпус 1, затем включают электродвигатель И и сварочный ток. От случайных коротких замыканий электродвигатель защищен изоляционной втулкой 22 с пресс-шпаном 23, а сопло 19 изоляционной втулкой 2. Устройство движется (или, наоборот, обрабатывамое изделие) вдоль шва, ширина которого меньше ширины косметического шва. Косметический шов убирает (расплавляет) все концентраторы напряжений (подрезы, наплывы, впадины), повышая прочностные характеристики шва и улучшая товарный вид сварного соединения. Расширены технологические возможности предлагаемого устройства, повышена производительность в 1,5 раза по сравнению с прототипом, в котором при разрушении спл хиного отогнутого эдектрода необходимо изготавливать новый электрод, на что уходит 30 мин, а установка электрода на предлагаемом устройстве занимает 2 мин.
ff
бб
Срие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ | 1967 |
|
SU195581A1 |
| Способ автоматической дуговой сварки | 1974 |
|
SU616083A1 |
| Устройство для перемещения сварочного электрода | 1980 |
|
SU882717A1 |
| Горелка для сварки магнитоуправляемой дугой | 1980 |
|
SU903011A1 |
| Устройство для заварки глубоких отверстий | 1983 |
|
SU1171248A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Двухэлектродная горелка | 1982 |
|
SU1106615A1 |
| Двухэлектродная горелка | 1985 |
|
SU1279773A1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
УСТРОЙСТВО ДЛЯ ГАЗОЭЛЕКТРИЧЕСКОЙ ВИБРОДУГОВОЙ СВАРКИ, содержа-, щее.аодоохлаждаемый корпус с соплом, в котором расположенэлектрододержатель с цангой, кинематически связанной с вибратором, отличающееся тем, что, с целью расширения технологических возможностей путем изменения угла наклона неплааящегося электрода и его вылета, цан-га снабжена разрезной обоймой для крепления электрода, расположенной с возможностью поворота на оси, проходящей через паз, выполненный-в цанге. i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бельфор М.Г., Патон В.Е | |||
| Оборудование для дуговой и шлаковой сварки и наплавки | |||
| М., Высшая школа, 197, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматической сварки неплавящимся электродом | 1974 |
|
SU531685A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| , | |||
