Известен способ контроля качества сварного соединения при ультразвуковой сварке, заключающийся Б регистрации амплитуды колебаний отражателя акустического узла. Этот способ не обеснечивает необходимой точности контроля.
Описываемый способ повышает точность контроля благодаря тому, что регистрируют изменение узлов и пучностей смеигеиий стоячих волн в резопируюн1,ем стержпе с помощью датчика, устанавливаемого па отражателе акустического узла.
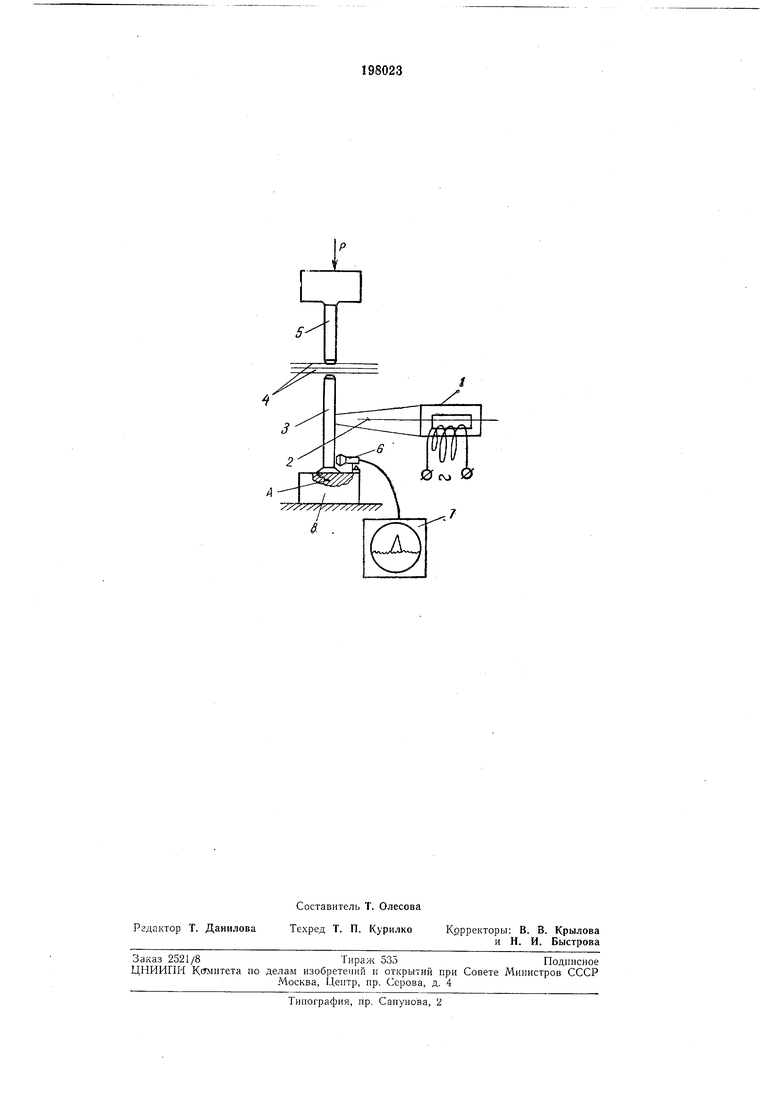
Сущность изобретения поясняется чертежом, па котором показаны магпитострикционный преобразователь 1; концентратор 2 упругих механических колебаний; активно-резонируюн1кй стержень 3; свариваемые детали 4, пассивно-резонирующий стержень 5, датчик 6, осциллограф 7 н отражатель 8.
Известно, что при ультразвуковой сварке при исправной работе акустического узла определенному режилгу сварки соответствует вполне онределепная картина узлов и пучностей смен|,ений стоячих воли в резонирующем стержне.
Сущность контроля заключается в том, что при возникновении, наиример, трещин в стержне 3 характер раснрострапения волн существенно нарушается и принимает вид, показанный на чертеже.
стержня, резко ухудшает выделение энергии в зоне сварки.
Качество сварного соединения зависит от состояния волны. Возникновение микротрещин в стержне 3, например в зоне А, приведет к резкому увеличению (изменению) амплитуды смеп1;ения стержня относнтельно положения датчиков 6 и исключению эффекта сварки.
Кроме того, отношение амплитуды смещения в узле к ее величине в пучности с.мещепия равно коэффициенту бегущей волны. При известиом волновом сопротивлении стержня это позволяет получить значение мощности, выделяющейся в зоне сварки.
В машине промыщленного назначения устройство для контроля работы механической колебательной системы при сварке может быть выполнено в внде упрощенной модели осциллографа 7, вмонтированного в корпус сварочной мащнны, с подачей сигнала от датчика 6, который диффере 1цирует работу стержня как но амплитуде, так и но частоте.
Предмет изобретения
Способ контроля качества сварного соединения при ультразвуковой сварке, отличающийся тем, что, с целью повышения точноети ко1;троля, регистрируют изменение узлов и пучностей смещений стоячих волн в резопируюн1ем стержне с помощью датчика, устанавливаелюго на отражателе акустического узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Устройство для ультразвуковой сварки | 1981 |
|
SU946857A1 |
| Способ определения загрязненности материалов инородными включениями | 1990 |
|
SU1716428A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU337220A1 |
| Ультразвуковое устройство для лечения эмпиемы плевры | 1979 |
|
SU939000A1 |
| Ультразвуковой способ контроля состояния материала | 1976 |
|
SU577455A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| Устройство для ультразвуковой пайки труб | 1985 |
|
SU1311881A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ АКУСТИЧЕСКИХ КОЛЕБАНИЙ В ТЕКУЧЕЙ СРЕДЕ И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476261C1 |
| Способ контроля качества пьезоэлементов | 1981 |
|
SU1002950A1 |