1
Изобретение относится к области ультразвуковой сварки.
Известен инструмент для ультразвуковой сварки, содержащий стержень резонансной длины, выполиенный из материала с неоднородной по сечению структурой.
Инструмент обладает высокими акустическими свойствами, но не обеспечивает саморегулирования процесса сварки, поскольку по его длине (d/2 const) структура однородная. Наибольшие касательные напряжения в сварном соединении в процессе сварки возникают по периферии, а в центре они почти равняются нулю, поэтому в центральной зоне сварного соединения отсутствует сварка. Поскольку касательные напряжения всегда в центральной зоне сварки равны нулю, то независимо от вида колебаний не удается получить качественные соединения по всей свариваемой поверхности и требуется дополнительная система автоподстройки частоты колебаний и их отключения в момент образования сварного соединения. Это сопровождается изменением волнового сопротивления и значительным увеличением амплитуды колебаний, что фиксируется дололнительными устройствами отключения или регулирования амплитуды колебаний.
Известен также инструмент для ультразвуковой сварки, содержащий стержень резонансной длины, применяемый, например, для изготовления инструментов ультразвуковой сварки, причем материал стержня имеет структуру, соответствующую характеру распределения
узлов и пучностей ультразвуковых колебаний,
которая получена путем термообработки в
расплаве соли с наложением ультразвуковых
колебаний вдоль оси стержня.
Даиный инструмент является наиболее
близким к изобретению по технической сущности и достигаемому результату. При распространении в этом инструменте ультразвуковых колебаний узлы и пучности располагаются в зонах со структурой, соответствующей физическому характеру возникающих в них энерго-силовых процессов. Однако процесс ультразвуковой сварки требует равномерного ввода ультразвуковой энергии по всей поверхности свариваемой зоны. Данный инструмент с
неравномерной структурой не обеспечивает локального ввода ультразвуковой энергии в зону сварного соединения.
Целью изобретения является повышение качества сварных соединений.
Поставленная цель достигается тем, что инструмент снабжен установленными концентрично стержню и образующими между собой и стержнем акустический контакт полыми цилиндрами резонансной длины, участки узлов
и пучностей колебаний которых последовательно смещены относительно друг друга на расстояние, равное отношению изменения длины волны в инструменте в процессе сварки к числу цилиндров.
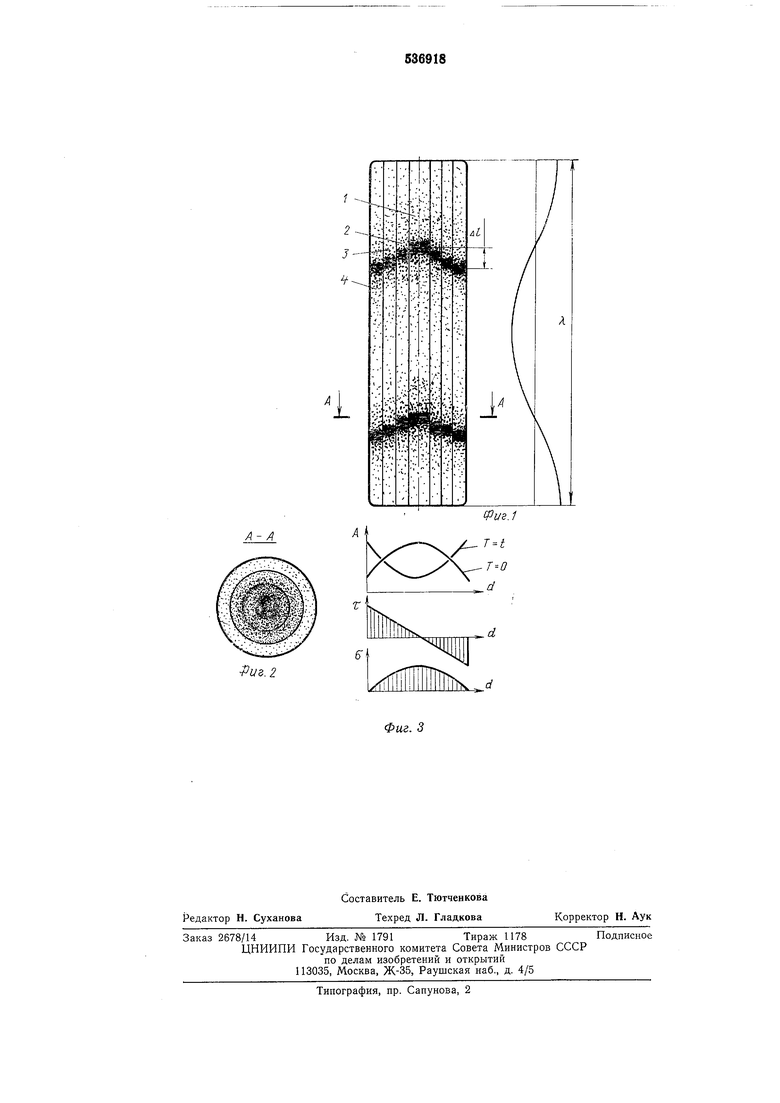
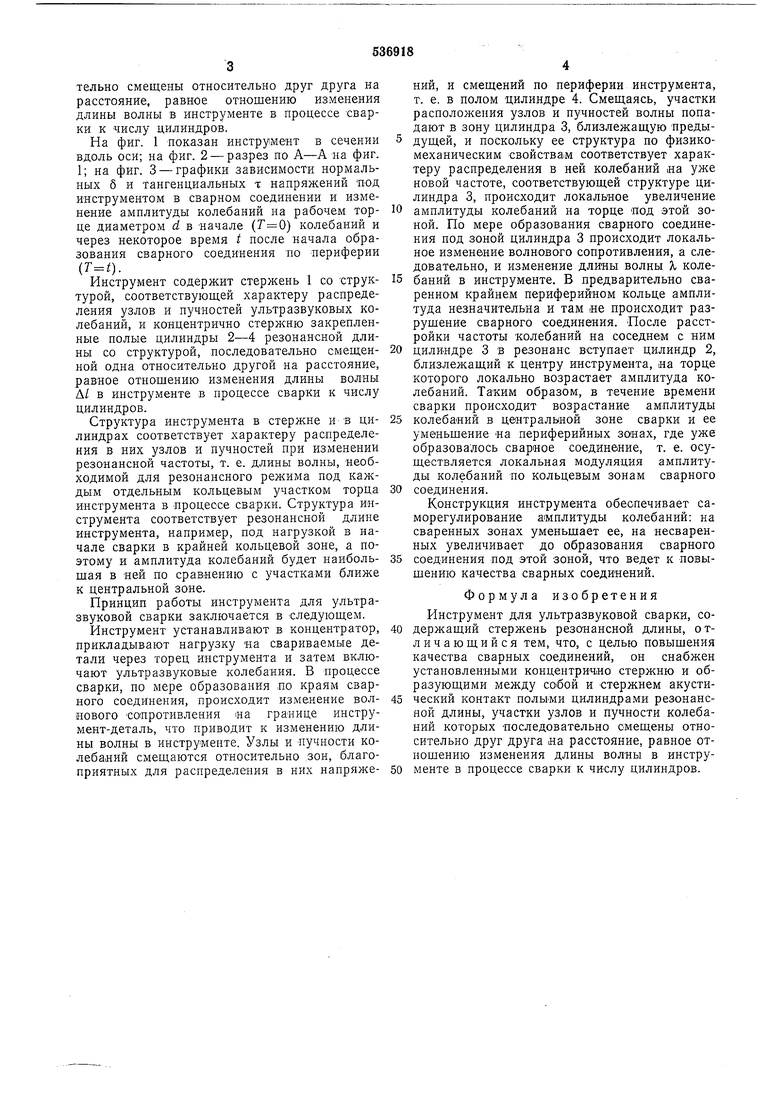
На фиг. 1 ноказан инструмент в сечении вдоль оси; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - графики зависимости нормальных б и тангенциальных т напряжений -под инструментом в сварном соединении и изменение амнлитуды колебаний на рабочем торце диаметром d в «ачале () колебаний и через некоторое время t после начала образования сварного соединения по лериферии ().
Инструмент содержит стержень 1 со структурой, соответствующей характеру распределения узлов и пучностей ультразвуковых колебаний, и концентрично стержню закрепленные полые цилиндры 2-4 резонансной длины со структурой, последовательно смещенной одна относительно другой на расстояние, равное отношению изменения длины волны Л/ в инструменте в процессе сварки к числу цилиндров.
Структура инструмента в стержне ив цилиндрах соответствует характеру распределения в них узлов и пучностей при изменении резонансной частоты, т. е. длины волны, необходимой для резонансного режима под каждым отдельным кольцевым участком торца инструмента в процессе сварки. Структура инструмента соответствует резонансной длине инструмента, например, под нагрузкой в начале сварки в крайней кольцевой зоне, а поэтому и амплитуда колебаний будет наибольшая в ней по сравнению с участками ближе к центральной зоне.
Принцип работы инструмента для ультразвуковой сварки заключается в следующем.
Инструмент устанавливают в концентратор, прикладывают нагрузку на свариваемые детали через торец инструмента и затем включают ультразвуковые колебания. В процессе сварки, но мере образования по краям сварного соединения, происходит изменение волнового -сопротивления «а границе инструмент-деталь, что приводит к изменению длины волны в инструменте. Узлы и пучности колебаний смещаются относительно зон, благоприятных для распределения в них напряжеНИИ, и смещений по периферии инструмента, т. е. в НОЛОМ цилиндре 4. Смещаясь, участки расположения узлов и пучностей волны попадают в зону цилиндра 3, близлежащую предыдущей, и поскольку ее структура но физикомеханическим свойствам соответствует характеру распределения в ней колебаний на уже новой частоте, соответствующей структуре цилиндра 3, происходит локальное увеличение амплитуды колебаний на торце под этой зоной. По мере образования сварного соединения под зоной цилиндра 3 происходит локальное изменение волнового сопротивления, а следовательно, и изменение длины волны i колебаний в инструменте. В предварительно сваренном крайнем периферийном кольце амплитуда незначительна и там ие происходит разрущение сварного соединения. После расстройки частоты колебаний на соседнем с ним цилиндре 3 в резонанс вступает цилиндр 2, близлежащий к центру инструмента, на торце которого локально возрастает амплитуда колебаний. Таким образом, в течение времени сварки происходит возрастание амплитуды колебаний в центральной зоне сварки и ее уменьщение на периферийных зонах, где уже образовалось сварное соединение, т. е. осуществляется локальная модуляция амплитуды колебаний по кольцевым зонам сварного соединения.
Конструкция инструмента обеспечивает саморегулирование а мплитуды колебаний: на сваренных зонах уменьщает ее, на несваренных увеличивает до образования сварного соединения под этой зоной, что ведет к повыщению качества сварных соединений.
Формула изобретения
Инструмент для ультразвуковой сварки, содержащий стержень резонансной длины, отличающийся тем, что, с целью повышения качества сварных соединений, он снабжен установленными концентрично стержню и образующими между собой и стержнем акустический контакт ПОЛЬШИ цилиндрами резонансной длины, участки узлов и пучности колебаний которых последовательно смещены относительно друг друга на расстояние, равное отнощению изменения длины волны в инструменте в процессе сварки к числу цилиндров.
Vus.1
/J-/
fU8.2
.d
«Щ|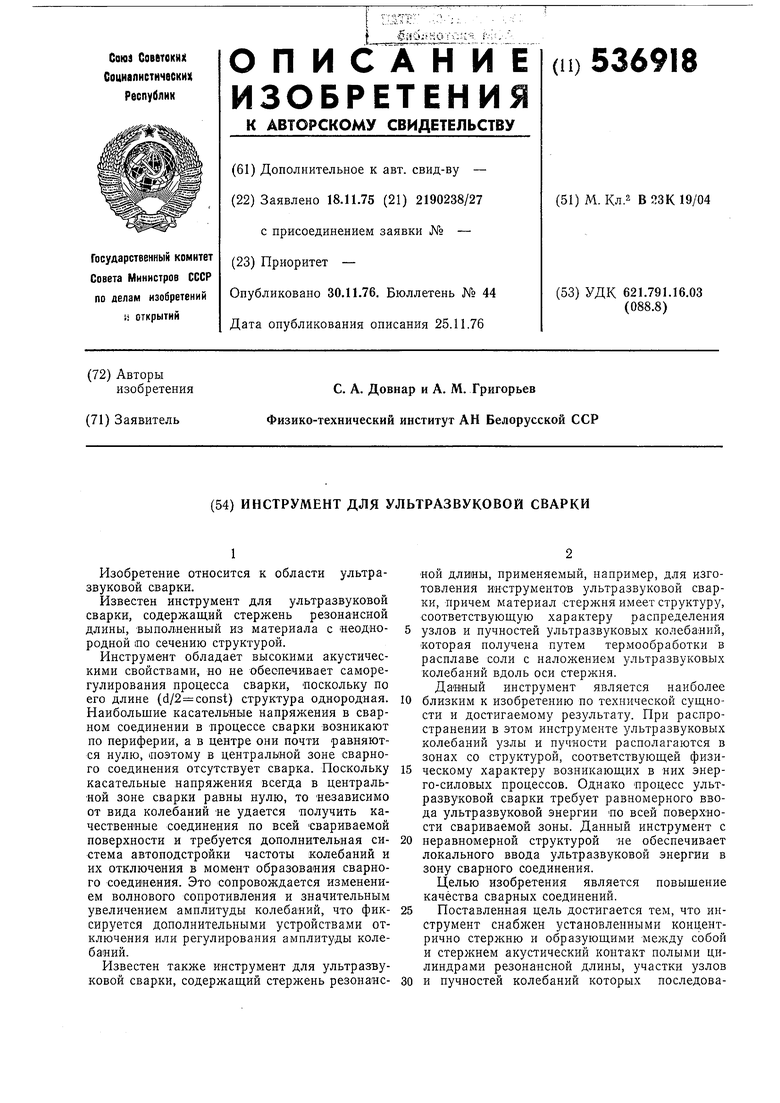
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| Способ термической обработки инструмента для ультразвуковой сварки | 1982 |
|
SU1024513A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА CBAPHOfO СОЕДИНЕНИЯ | 1967 |
|
SU198023A1 |
| Устройство для ультразвуковой сварки | 1976 |
|
SU591286A1 |
| Способ термической обработки инструмента для ультразвуковой сварки | 1976 |
|
SU594189A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| СПОСОБ НАПЛАВКИ ПОКРЫТИЯ | 2001 |
|
RU2212988C2 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841863A1 |