(5) ПРОДОЛЬНО-ФРЕЗЕРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУГОВАЛЬНО-РЕЙСМУСОВЫЙ СТАНОК | 1967 |
|
SU199372A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Устройство для фрезерования гнезд открытого профиля | 1988 |
|
SU1511124A1 |
| Станок для обработки брусковыхдЕТАлЕй МЕбЕли | 1977 |
|
SU844286A1 |
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ДЕРЕВЯННЫХ КЛИНЬЕВ | 1970 |
|
SU286192A1 |
| Способ профильного фрезерования брусковых заготовок и устройство для его осуществления | 1990 |
|
SU1794013A3 |
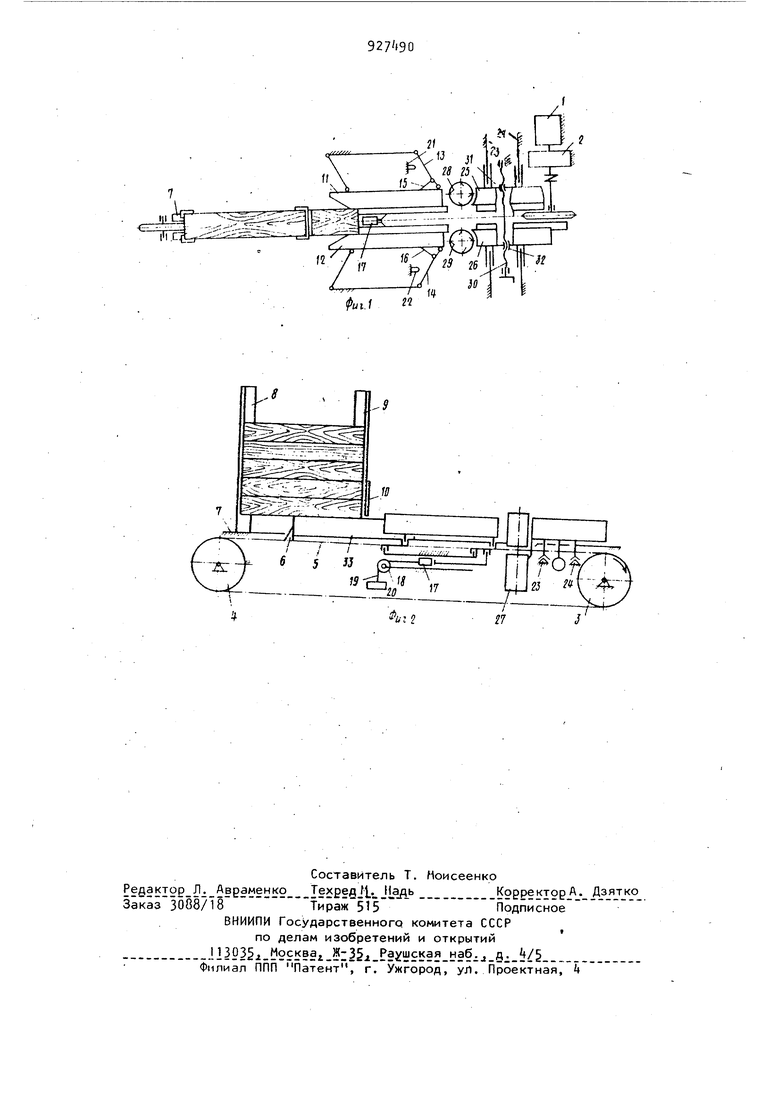
Изобретение относится к деревообрабатывающим устройствам и предназначено для формирования деревянных брусков. Известно устройство для обработки деревянных заготовок, содержащее магазин для заготовок, приемный стол цепной транспортер с ynopawi, фрезер ные головки, средство для базирования Заготовок, средство для центриро вания заготовок, выполненное в.виде плит с шарнирными параллелограммами и привод 1.. Однако в известном устройстве центрирующие плиты расположены под магазином, что требует точного выставления плит относительно фрезерны головок. При малейшем отклонении при подаче заготовок разной толщины и по .коробленности точность обработки заготовок и надежность работы устройст ва снижаются. Цель изобретения - повьшение точности обработки заготовок и надежности работы устройства. Это достигается тем, что в продольно-фрезерном устройстве для обработки деревянных заготовок, содержащем магазин для заготовок, приемный стол, цепной транспортер с упорами, фрезерные головки, средство для базирования заготовок, средство для центрирования заготовок, выполненное в виде плит с шарнирными параллелограммами, и привод, средство для центрирования заготовок расположено за магазином по ходу транспортера, средство для базирования заготовок выполнено в виде двух плит, каждая из которых несет фрезерную головку, причем базирующие плиты установлены с возможностью изменения расстояния между ними, при этом центрирующие и базирующие плиты имеют общую ось симметрии. 392 На фиг. 1 представлено продольнофрезерное устройство, вид сверху; на фиг. 2 - то же, вид сбоку. Устройство содержит электродвигатель 1, редуктор 2, звездочки 3 и 4, цепь 5 со сменными упорами 6, приемный стол 7 с продольным пазом под упоры 6, магазин, состоящий из подвиж ных стоек 8 и 9, соединенных регулируемой по толщине заготовок планкой 10 средство для центрирования заготовок представляющее собой плиты 11 и 12, имеющие скосы на входе заготовки и являющиеся шатунами шарнирных параллелограммов, передние кривошипы 13 и 14 которых соединены соответственно тягами 15 и 16 с ползуном 17, связанным перекинутым через блок 18 тросом 19 с противовесом 20. Для предотвращения смыкания плит 11 и 12 на упоры 6 вращение кривошипов 13 и 14 ограничено демпферами 21 и 22, Средство для центрирования заготовок расположено за магазином по ходу цепного транспортера. Последовательно за цент рирующими плитами расположены на направляющих 23 и 24 базирующие плиты 2 и 26, несущие электродвигатели 27 с насаженными на валы фрезерными головками 28 и 29, цилиндры резания которых касательны к базовым плос&состям плит. Плиты 25 и 26 установлены с возможностью изменения расстояния между ними и соединены регулируемой стяжкой, содержащей винт 30 с левой и правой нарезками на концах и левую 31 и правую 32 гайки, жестко связанные с плитами 25 и 26 так, что обеспечивается их равное и противоположно перемещение по отношению к оси симмет рии плит 25 и 26, совпадающей с осью симметрии плит 11 и 12. Устройство работает следующим образом. Стойки 8 и 9 и планка 10 выставляютсяопо размерам заготовок, а базирующие плиты 25 и 2б с фрезерными голов ками 28 и 29 настраиваются на размер формируемого бруска вращением винта 30. Заготовка 33 извлекается из магазина упором 6 цепи 5 и по столу 7 подается торцом- в зазор между скосами центрирующих плит 11 и 12, которые раздвигаясь пропускают заготовку с одновременным ее ориентированием относительно фрезерных головок 28 и 29. Торец заготовки, пройдя фрезы, попадает между плитами 25 и 26, которые в дальнейшем надежно базируют заготовку. После обработки одной пары противополох ных граней заготовки две другие обрабатываются аналогично при повторном пропускании заготовки через устройство. Описываемое устройство позволяет повысить точность обработки заготовок и надежность работы устройства. Формула изобретения Продольно-фрезерное устройство для обработки деревянных заготовок, содержащее магазин для заготовок, приемный стол, цепной транспортер с упорами, фрезерные головки, средство для базирования заготовок, средство для центрирования заготовок, выполненное в виде плит с шарнирными параллелограммами, и привод, о т л и ч е е с я тем, что, с целью повышения точности обработки заготовок и надежности работы устройства, средство для центрирования заготовок расположено за магазином.по ходу транспортера, средство для базирования заготовок выполнено в виде двух плит, каждая из которых несет фрезерную головку, причем базирующие плиты установлены с возможностью изменения расстояния между ними, при этом центрирующие и базирующие плиты имеют общую ось симметрии. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 199372, кл. В 27 С 1/02, 1966 (прототип).
