Известны отрезные станки для резки непрерывно движун;ихся труб на заготовки мерной длины, содержащие стаинну с нанравляющимн, отрезную каретку, перемещающуюся синхронно с трубой, и привод ее перемещения, например гидравлический или пневматический.
Для уменьшения габаритов станка в условиях резки на более высоких скоростях в описываемом станке привод возвратно-поступательного перемещения отрезной каретки выполнен в виде относительно короткой рейки, последовательно заценляющейся с рядом синхронно вращающихся щестерен, расноложеииых с щагом, несколько меньщим длины рейки.
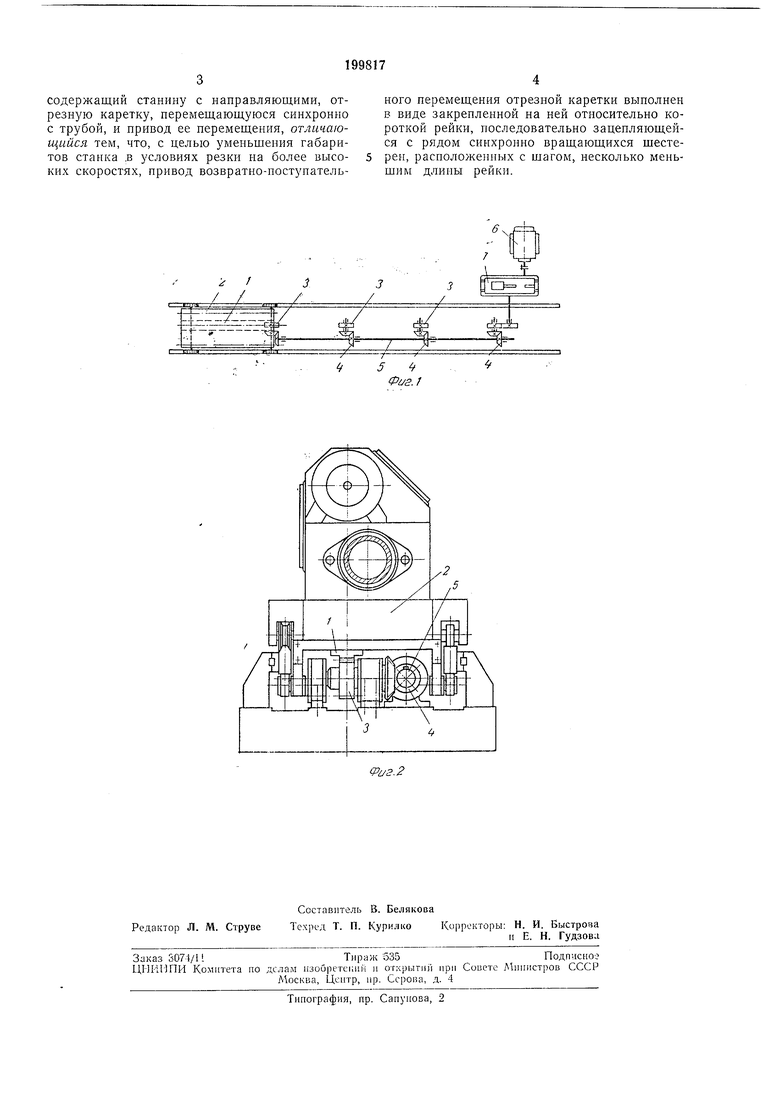
На фиг. 1 изображена кинематическая схема онисываемого станка; на фиг. 2 - механизм привода неремещения отрезной каретки, вид сбоку.
Рейка }, укрепленная на отрезной каретке 2, последовательно заценляется с синхронно вращающимися ведущими шестернями 3, расположенными на иути перемещения отрезиой каретки с щагом, меиьще длины рейки.
Благодаря жесткой связи обеспечивается сиихроииое вращение всех ведущих щестерен.
В начальный момент отрезная каретка заннмает исходное иоложенне. Непрерывно выходящая со стана труба при достижении заданной длины носредством отмеряющего устройства станка иодает команду на включение электродвигателя 6 привода перемещения каретки. Первая ведущая шестерня 3 иеремещает рейку с кареткой. Так как шаг между ведущими шестернями меньше длины рейки, то каждая иоследующая ведущая щестерня вступает в заиеилеиие с рейкой до выхода m заиенления с ией предыдущей, благодаря чему обеспечивается перехват рейки. В конце разгона каретки включается зажим ,и каретка иродолжает движеине синхронно с трубой. Одновременно с зажимом включается радиальная подача режущих роликов, и производится отрезка, носле чего режущие ролики разводятся, а зажим трубы отключается. Каретка тормозится и реверсируется электродвигателем.
Возврат отрезной каретки в исходиое ноложенне осуществляется посредством той же реечной нередачи.
содержащий станину с направляющими, отрезную каретку, перемещающуюся синхронно с трубой, и привод ее перемещения, отличающийся тем, что, с целью уменьшения габаритов станка ,в условиях резки на более высоких скоростях, привод возвратно-ноступательного перемещения отрезной каретки выполнен в виде закрепленной на ней относительно короткой рейки, последовательно зацепляющейся с рядом синхронно вращающихся щестерен, расположенных с шагом, несколько меньшим длииы рейки.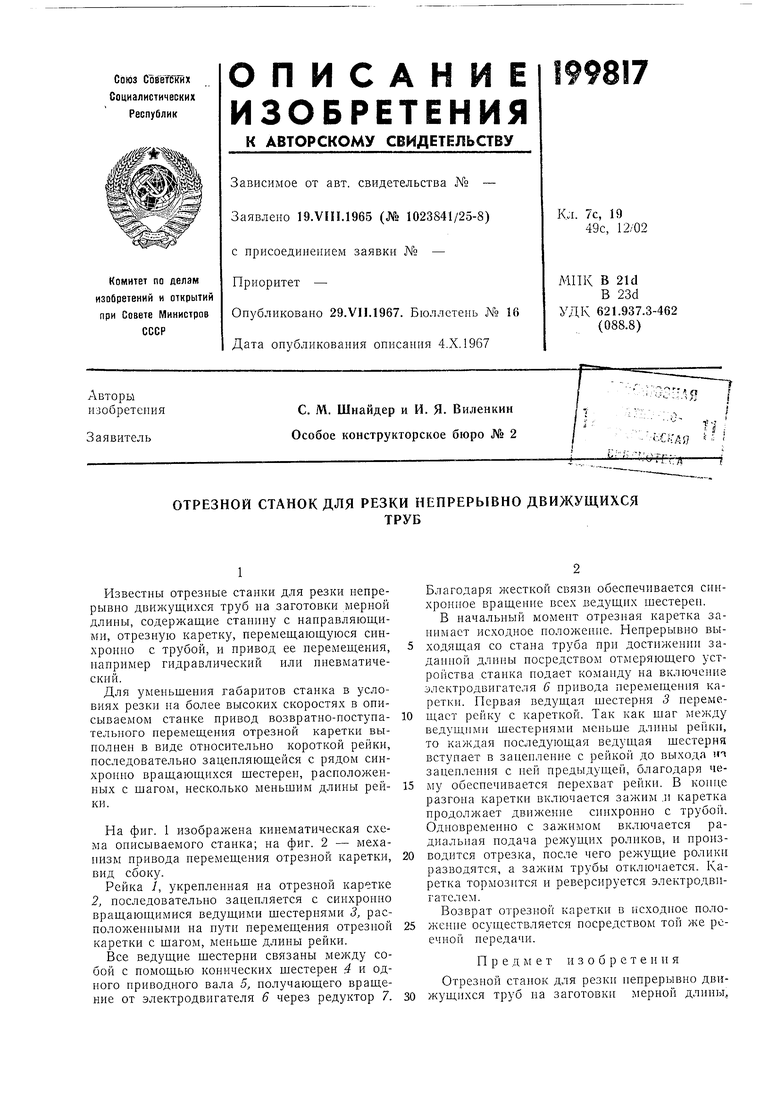
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки непрерывно движущихся труб | 1981 |
|
SU1002108A1 |
| Станок для резки движущихся труб | 1982 |
|
SU1038115A1 |
| Отрезной станок для обработки вращающегося изделия | 1989 |
|
SU1763109A1 |
| Устройство для резки движущегося проката | 1980 |
|
SU963731A1 |
| Устройство для обработки и отрезки труб | 1981 |
|
SU948561A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Устройство для резки непрерывно-движущегося проката | 1973 |
|
SU875727A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Установка для перемещения свежеотформованных керамических дренажных труб | 1958 |
|
SU119825A1 |
ff.
; П
