(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной автомат | 1977 |
|
SU740414A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Летучие ножницы | 1978 |
|
SU1007863A1 |
| Устройство для резки непрерывно-движущегося проката | 1973 |
|
SU875727A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| Устройство для изготовления гнутых профилей | 1987 |
|
SU1551445A1 |
| Установка для резки непрерывно движущегося листового материала | 1971 |
|
SU506275A3 |
| Волочильный стан | 1980 |
|
SU935150A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
Изобретение относится к обработ ке металлов давлением и может быть использовано при резке непрерьшно движущегося проката, нгшример труб, на заготовки мерной длины.
Известно устройство для резки движущегося проката, содержащее бесконечно-замкнутые направляющие, установленные в них каретки с отрезными механизмами, привод перемещения кареток и копирную линейку, ус±ановленную вдоль прямолинейного участка направляющих с возможностью вза- . имодействия с отрезными к ханизмами 1.
Недостатком устройства является его низкая производительность вслед .ствие больших затрат времени на переналадку устройства при изменении длины отрезаемой заготовки.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что в устройстве для резки движущегося проката, содержащем бесконечные замкнутые направляющие, уста новленные в них каретки с отрезными механизмами, привод перемещения ка-. реток и копирную линейку, установлен ную вдоль прямолинейного участка направляющих с возможностью взаимодействия с отрезными механизмами, привод каждой каретки выполнен в виде размещенных на ней двигателя с датчиком обратной связи, приводной шестерней и копирным роликом, зубчатойрейки, установленной неподвижно зквидистантно направляющим с возможностью взаимодействия с приводной
10 шестерней, коллектора, связанного с двигателем и с датчиком обратной связи и имеющего число управляемых координат на одну больше числа kaреток.
15
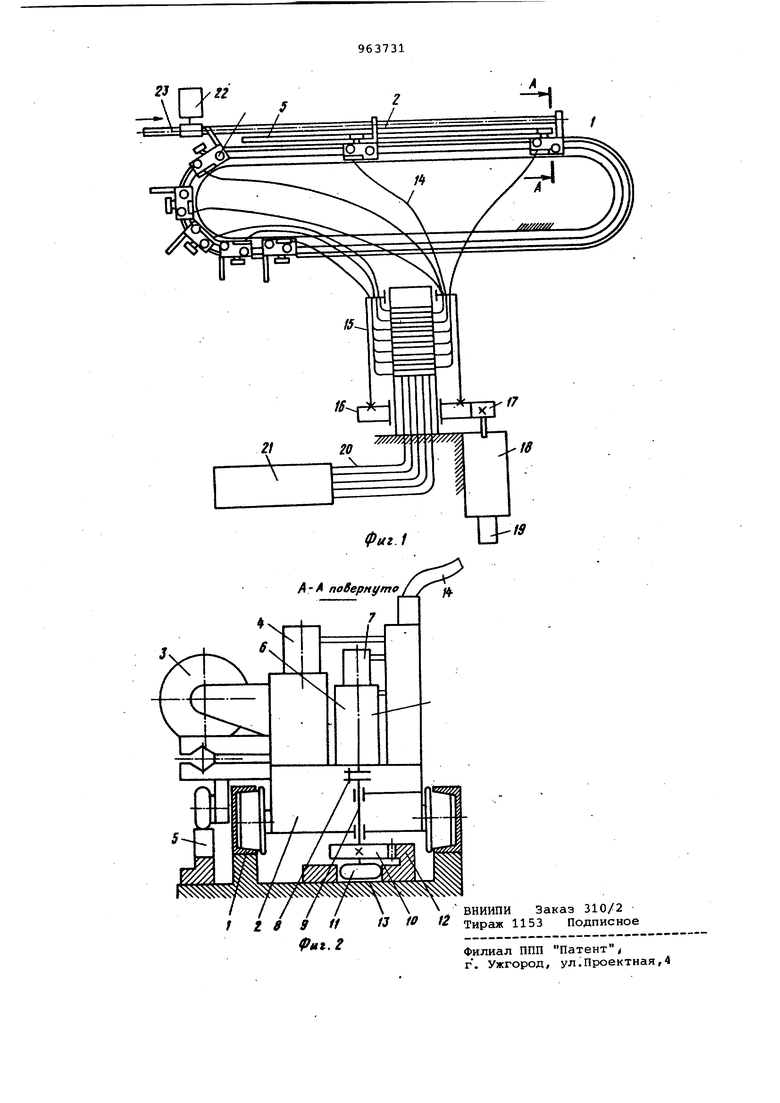
На фиг. 1 изображена схема устройства; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит направляющие 1, на которых установлены каретки 2
20 с отрезными механизмами 3 (например, дисковыми пилами), имеющими индивидуальный электропривод 4. Вдоль прямолинейного участка направляющих 1, располагающегося вдоль движуЬ егося
25 проката, установлена копйрная линей;Ка 5,взаимодействующая с отрезным механизмом каретки 3. В корпусе каждой каретки 2 встроен высокомомент ный электродвигатель (или гидродви гатель) 6 с датчиком обратной свяэй7, взаимодействую1т1ий через муфту. 8 с валом 9, несущим приводную шестерню 10 и свободно вращающийся копирный ролик 11, которые постоянно взаимодействуют с зубчатой рейкой 12 и копирным пазом 13,
Каждая каретка на 2 электрически, связана токопроводом 14 с вращающимся коллектором 15, связанным через шестерни 16, 17 с отдельным высокомоментным электродвигателем 18 с датчиком обратной связи 19.
Неподвижные контакты кольца коллектора 15 электрически связаны токопроводами 20 с системой числового программного управления 21.
На входе в устройство установлен импульсный датчик 22 длины и скорости движения проката, электрически взаимодействующий с системой числового программного управления 21.
Устройство может быть оснащено дополнительным оборудованием установкой контроля исправности режущего инструмента, механизмом смены режущего инструмента и т.п. (на чертеже не показаны).
Устройство работает следующим образом.
В систему числового программного управления 21 вводится программа движения кареток 2, учитывающая планируемую скорость движения проката 23, длину разрезаемых труб и закон движения кареток по 0-образному контуру основания станка. В момент начала движения проката 23 в систему 21 вводится параметр фактической скорости его движения и метраж, прошедший мимо датчика 22. Каретка с отрезньам устройством из исходной позиции разгоняется до скорости движения проката и выводится в нужную точку реза по команде системы 21. При дальнейшем движении со скоростью движения проката каретка выходит на копирную линейку 5, производятся зажим и отрезка переднего мерного конца трубы с требуемой точностью по длине. Затем каретка переходит на возвратную ветвь направляющих 1 и подстраивается в очередь за свободными каретками в накопитель. За первой кареткой по мере подхода очередной мерной точки реза проката в работу включается последующая каретка.
не дожидаясь окончания отрезки трубы предыдущей кареткой,
Движение каретки осуществляется за счет отталкивания приводной шестерни 10 относительно зубьев непод- вижной рейки 12, а стабильность межцентрового расстояния в зацеплении поддерживается роликом 11, перемещающимся по пазу копира 13.
Коллектор 15 делает один оборот . Q вокруг своей оси за время цикла каретки 2 по 0-образнрму контуру основания. Коллектор содержит силовые контактные кольца для питания двигателей привода каретки и отрезного 5 инструмента и отдельные контактные кольца для датчиков обратной связи.
Управление вращением коллектора осуществляется системой ЧПУ 21 по отдельной координате. Переналадка Q (Устройства-на другую длину разрезки или другую скорость движения проката осуществляется вводом в систему 21 коррекции программы или полной ее заменой.
Производительность предложенного
устройства повышена.
Формула изобретения
Устройство для резки движущегося ,
д проката, содержащее бесконечно-замкнутые направляющие, установленные в них каретки с отрезными механизмами, привод перемещения кареток и копирную линейку, установленную вдоль прямолинейного участка направляющих с возможностью взаимодействия с отрезными механизмами, отличающее с я тем, что, с целью повышения производительности, привод каждой каретки выполнен в виде размещенных на ней двигателя с датчиком рбpaTHoJf связи, приводной шестерней и копирным роликом, зубчатой рейки, установленной неподвижно эквидистантно направляющим с возможностью взаимодействия с приводной шестерней, коллектора, связанного с двигателем и датчиком обратной свяэи и имеющего число управляемых координат на одну больше числа кареток.
0 Источники информации,
принятые во внимание при экспертизе
