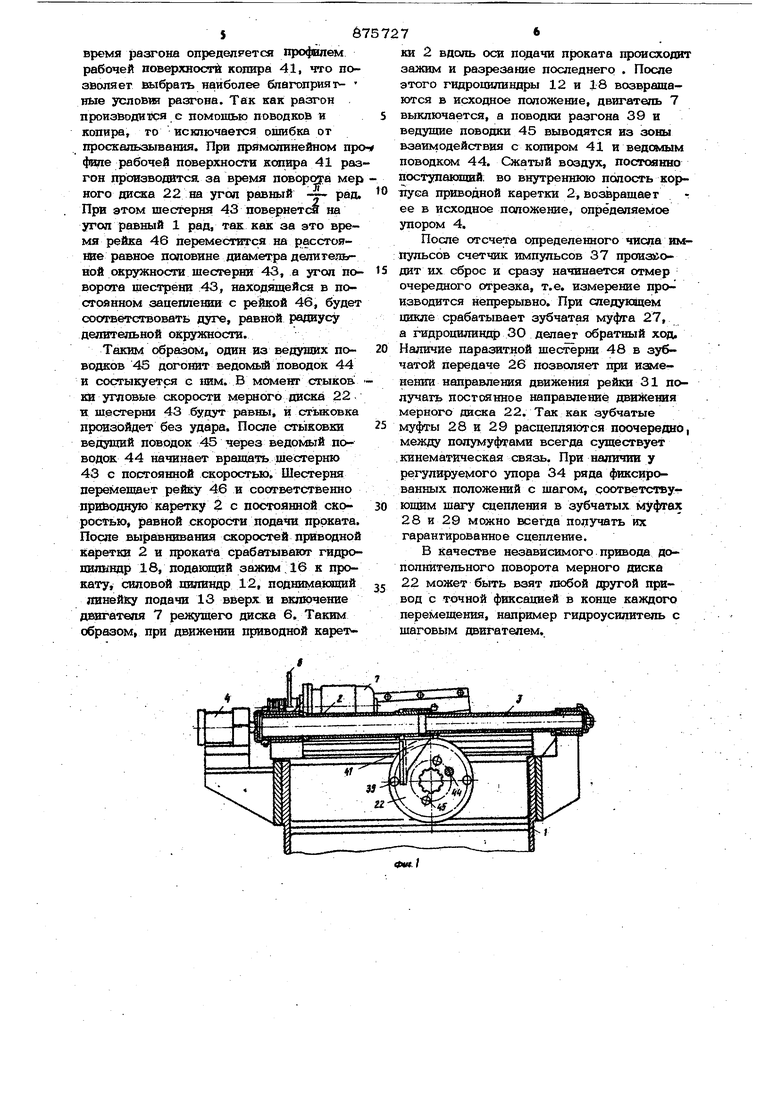
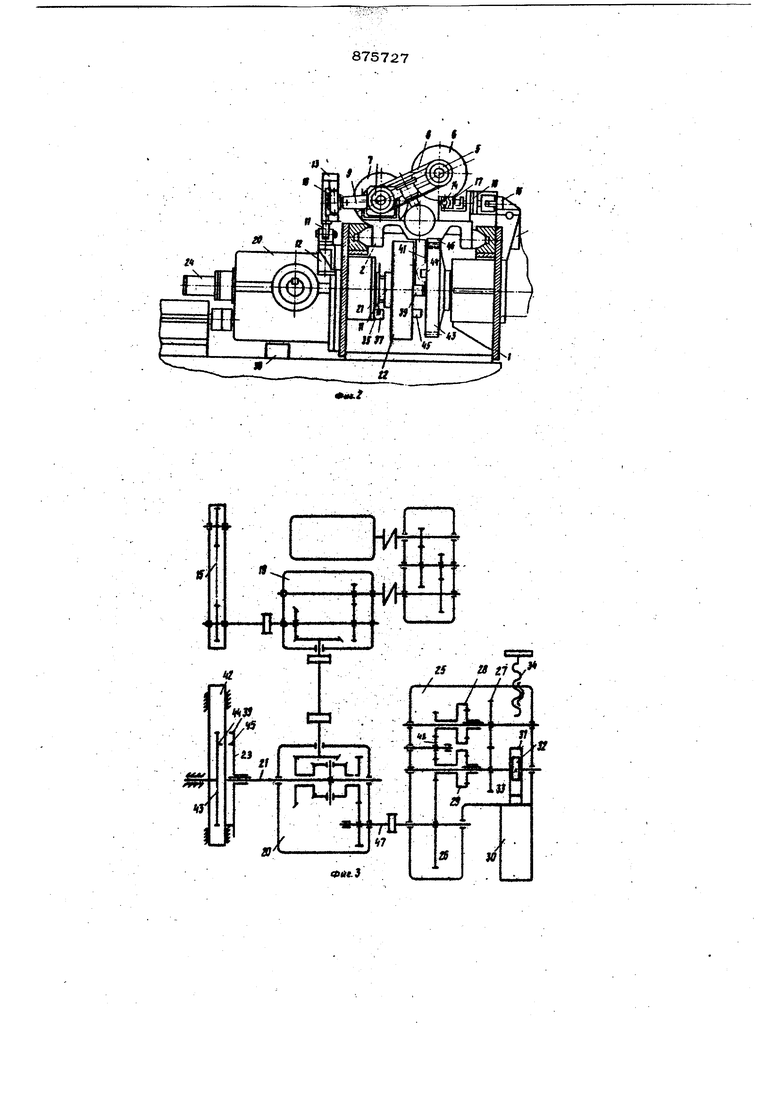
Изобретение относится к обработке металлов давпешем и может использоваться в частности для резки непрерьген дввжушегося прокат,а, нап1Я1Мер трубы, на мерные длины. Известно устройство для автоматической резки полосы, содержащее фрикиионные тянущие валки, ножницы, муфту перемещения ножнип, с помощью которой приводится во вращение шестерня, находящаяся в постоянном зацеплении с рейкой, закрепленной на корпусе ножниц генератор и счетчик импульсов. Измерение ддшны осуществляется с помощью генератора импульсов, связанного с цвк яопквмся магераалом:. Имщяьсы, вьфабеггывдемые генератором, подаются к счетчику, уменьшая количество заложе ных в него импузшсов, которое в началь ный момент соответствует заданной длине отрезка. За несколько импульсов до того, как, содержимое :счетчика обратится в ноль, вырабатывается сигнал, включающий муфту перемещения ножниц. Когда скорость движения :вЬжшш дости гает скорости движения материала, каретка ножниц прижимается к полосе. Эт происходит в момент, когда содержимое счетчика обращается в ноль. После этого проЕ0водится разрезка материала и возврат ножниц в исходное пйпоноение. После разрезки счетчик тазкже возвращается в исходное состояние, т.е. его содержимое будет снова соответствовать дщве спфезаемого материала t Недостатками данной конструкция являются разброс во времена срабатыва ВЕЯ 8 проскальзывания в муфте перемещения ножниц, что особенно сказывается прв высоких скоростях движения мате1Я а|1а, В результате имеется большов { аэброс длины мерной загч товки. Известно устр9йство для резки непре {ibiBBO Л ЬжущегосЯ) проката, содержащее квретку с ре куюим инструментом, мехаянам отмера длины,Ш1Шолнённый & виде д|к;ка с датчиками, расположенными назадащшк денгралькых углах и взаимодейс тву шими со счетчиком импульсов, и мерного диска, длина окружности которого кратна едшшце измерения, и кинематически связанные между собой механизмы разгона каретки, синхронного ее перемещения, перемещения прсжата и поворота мерного диска С 2. Однако точнос гь длины мерной загоfcaaxK также невелика. С цепью повьпвеивя точности длины отрезаемой заготовки оно снабжено дифференциальным редук 272 ром, соедииеннь1М с механизмом перемещения проката и с механизмом поворота мерного диска, сэлонтнрованного на валу дифференциального редуктора с возможностью продольного перемещения и Связанного с механизмами разгона и синхронного перемещения каретки, выполненными соответственно в виде поводков разгона, расположенных по длине окружности мерного диска на центральных уг л ах равных центральнь1м углам датчиков, и копира, взаимодействующего с ними и закрепленного на каретке, и в виде ведущих повощсов, размещенных также на мерном диске на тех же углах между собой, но смешенных радиально и на заданный угол относительно поводков разгона, шестерни, имеющей длину делительной окружности равную длине окружности мерного диска, установленной соосно с ним и несущей ведомый поводок, контактирующий с ведущими поводками, и зубчатой рейки, закрепленной на каретке и зацепляющейся с ще стерней. На фиг. 1 и 2 показано устройство, продольный и поперечный разрезы; на |яаг. 3- кинематическая схемаустройства; на фиг. 4,5 и 6 - схемы взаимодействия поводков механизма разгона с копиром соответственно в начале разгона, в конце разгона и при равномернсял движении каретки. Устройство содержит станину 1, несущую приводную каретку 2, выполненную в виде цилиндра, перемешаемого по полому плунжеру 3, жестко закрепленному на станине 1. Полость цилиндра соединена с системой сжатого воздуха. Для ограничения движения каретки 2 установлен упор 4, являющийся одновременно амортизаторсад и выполненный в виде пневмоцилиндра. На каретке 2 смонтирован режущий узел 5 в виде режущего диска 6, получающего вращение от двигателя 7 через клиноременную передачу 8. Режущий инструмент 6 расположен в подщипниковой опоре на одном плече рычага 9, а на другом ее плече установлен рстик 10, взаимодействующий с узлом подачи 11 на рез, выполненным в виде силового цилнн; ра 12, расположенного на станине 1 и связанного с линейкой 13, установленной с возможностью вертикального перемещения в направлякжшх станины и выполневн ной с пазом, куда входит ролик 1О. Подача проката 14 на рез осуществляется механизмом перемещения 15 тракового ипа (фиг.З) и узлом зажима 16 в виде шсков 17, соединеннся о со штоком гидроцилиндра 18. Механизм перемешения 15 проката связан через зубчатую передачу 19с {Шфференциальыым редуктором 20, на валу 21 которого установлен мер ный диск 22 механизма 23 отмера дгщ. ны заготовки с возможностью перемещейня вдоль него при помощи тщюизааянрг ра 24 (фкг.1). Дифференциальный редукт тор 20 соединен также с механиком 25 поворота мерного диска 22. Механизм 25 поворота мерного диска вьтолнен в виде зубчатой пере,ачи 26 и 27. зубчатых муфт 28, 29 н силового овлиндра 30 с подвижным корпусом. К корпусу силового цилиндра ЗО жестко закреплена рейка 31, находящаяся в постоянном зацеплении с шестерней 32, сидящей на одном валу с шестерней 33 зубчатой переда 1 29. Ход силового цилиндра ЗО и следовательно рейки 31 опр деляется регулируемым упором 34. 23 отмера длины отрезаемой заготоБки выполнен 6 виде мерного дцска 22 и диска 35 с датчиками 36, уста новленного на валу 21 дифференциального редуктора 20. 36 расположены на диске 35 на заданных центральных углах 0 и взаимодействуют со счетчиком импульсом 37 через конечный Bi tключатель 38, а мерный диск 22 имеет окружность, длина ко. срой кратна единице измерения, и на которой расположены поводки розгона 39, мехвиязма 40 разгона каретки 2. Количество датчиков 3 равно количеству поводке 39 разгона, расположенных на тех же центральных углах d. Механизм 4О каретки содержит копир 41 за1феш1енш й на каретке 2 и взаимодействующий с поводаами 39 разгона. Mexai yi 42 сян хронного перемещення каретки вылоаяеи в виде шестерни 43, распсиоженной со осно (y диску 22 и несушей ведо мый поводок 44, взанмодействуюошй с ведущими поводками 45, установпеш1ыми на мерном дике 22, и зубчатой рейш 46 закрепленной на каретке 2 и на$содяшейся в задевлении с шестерней 43. Длнна делительной окружности шестеряк 43 равна алине ок гжности мерного циска22, по которой установлены поводки 39 разгона. Ведущие 45 поводки сме1аены рада ально и на заданный утоп относительно поводков 39 разгона и расположены на радиусе равном радиусу окружности, по которой установлен 44 поводок. Устройство работает следующим образом. Механизм 15 перемешения проката подает трубу 14 к режущему 5 узлу с постоянной скоростью. Поводки 39 разгона н ведущие 45 поводки выведены из зоны взаимодействия с вeдcяvlым поводком 44 и копнрсм 41. Приводная каретка 2 находится в положении, опреаеляемым упором 4. При этом рабочая поверхность копира 41 имеет обтут/Ь касательнопо с траекторией движения поводков разгона 39, а ведомый поводок 44 на шестерне 43расположен так, что при соприкосновении одного из поводков разгона 39 с . рабочей поверхностью копира 41 центральный угол между касательными, проведе Hbnvfli.-K поверхностям ведомого поводка 44и одного из ведущих поводксяэ 45 равен ( - 1) радиан. Зубчатые муфты 28,29 сцеплены, зафиксировано положение вала 47 дифференщального редуктора 2О и окружная скорость псжодксж разгона 39 равна скорости подачи трубы 14. Датчики 36 взаимодействуя с конечным выключателем 38, подают, сигналы на счетчнк импульсов 37, отмеряя таким образом длину пройденного проката, кратную длине дуги . между поводками разгона 39, ра&ную, например, 50О мм. Для отмера длины заготовки «е кратной 500 мм, например, , 3675 мм необходимо дополнительно переместить поводки разгона 39 на угол, соответствующий длине дуги рЕщной длине остатка при делении всей длины на 500, т.е. 175 мм. Для этого зубчатая муфта 28 расцепляется и силовой цилиндр 30 делает ход. Регулируемый упор 34 установлен так, что этот ход соответствует дополнительному перемещению поводков разгона 39 по длине дуги равной 175 глм, После чего зубчата муфта 28 сцепляется, т.е. скорости разгона 39 в проката шлравниваются. После отсчета определенного числа вмпудьсов повоаки разгона 39 и ведупше поводки 45 вводятся в зону взаимодействия с копиром 41 и ведомым поводком 44, При этом ошибка в относительном положе-, НИИ всех этих элементов,; лежащая в щзе-. делах одного интервала между поводками разгона 39 не сказывается на точности длишл отрезаемого материала, т.е. исключается ошибка от разброса во времени срабатывания конечников и исполнительных органов механизма сцепления. После стыксеки одного из псюодков раэгона 39с копирсял 41 прсяхсходит плавный разгон приводной каретки 2 до скорости равной скорости подачи проката, причем закон движения приводной каретта 2 вовремя разгона определяется профилем рабочей поверхности копира 41, что позволяет выбрать наиболее благоприят- ные условш разгона. Так как разгон производился с помощью поводков и копира, то исключается ошибка от просквльзывания. При прямолинейном пр филе рабочей поверхности копира 41 раз гон производится за время поворота мер ного диска 22 wa угол равный - рад. При этом шестерня 43 повернется на угол равный 1 рад, так как за это время рейка 46 переместится на расстояШе равное половине диаметра дели тельгной окружности шестерни 43, а угол поворота щестрени 43, находяшейся в постоянном зацеплении с рейкой 46, будет соагвётствовать дуге, равной радиусу делительной окружности. Таким образом, один из ведущих поводков 45 догонит ведомый поводок 44 и состыкуется с ним. В момент сярыков ни угловые скорости мерного даска 22 и шестерни 43 будут равны, и стьшовка произойдет без удара. После стыковки ведущий поводок 45 через ведомый поводок 44 начинает вращать шестерню 43 с постоякной скоростью. Шестерня перемешает рейку 46 и соответственно приЬодную каретку 2 с постоянной скоростью, равной скорости подачи проката. После выравнивания скоростей приводной каретки 2 и проката срабатывают гидропхишндр 18, подающий зажим 16 к прокату, силовой шшиндр 12, поднимающий якнеКку подачи 13 вверх и включение двига1теяя 7 режущего диска 6. Таким образом, при движении приводной каретки 2 вдоль оси подачи проката происходит зажим и разрезание последнего . После этого гидрошцшндры 12 и 18 возвращаются в исходное положение, двигатель 7 выключается, а поводки разгона 39 и ведущие поводки 45 выводятся из зоны взаимодействия с копиром 41 и ведомым поводком 44. Сжатый воздух, постоянно поступающий: во внутреннюю полость корттуса приводной каретки 2, Ёозвращает -. ее в исходное положение, определяемое упором 4. После отсчета определенного числа импульсов счетчик импульсов 37 произлодат их сброс и сразу начинается отмер очередного отрезка, т.е. измерение производится непрерывно. При следующем шисле срабатывает зубчатая муфта 27, а гидрошшиндр 30 делает обратный ход. Наличие паразитной шестерни 48 в зубчатой передаче 26 позволяет при изменении направления движения рейки 31 получать постоянное направление движения мерного диска 22. Так как зубчатые муфты 28 и 29 расцепляются поочередно, между полумуфтами всегда существует кинематическая связь. При наличии у регулируемого упора 34 ряда фикс11рованных положений с шагом, соответствуюпшм шагу сцепления в зубчатых муфтах 28 и 29 можно всегда получать их гарантированное сцепление. В качестве независимого привода дополнительного поворота мерного диска 22 может быть взят любой Щ1угой привод с точной фиксацией в конце каждого перемешения, например гидроусилитель с шаговым двигателем.
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| Станок для резки трубы при ее непрерывном движении | 1977 |
|
SU770684A2 |
| БЕССТУПЕНЧАТАЯ ПЕРЕДАЧА | 2005 |
|
RU2298714C2 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Устройство для перемещения запечатываемого материала | 1975 |
|
SU654456A1 |
| Летучие ножницы | 1978 |
|
SU1007863A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1978 |
|
SU866883A1 |
| Установка для нанесения упрочняющих составов на детали одежды | 1972 |
|
SU442785A1 |
| Машина для пакетировки и обвязки проволокой сортового проката | 1969 |
|
SU441992A1 |

УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ ПРОКАТА, содержащее каретку с реэкущим инструметтом.мехавизм отмера алины заготовки выпопнениый в виде диска с датчиками, распошякеиными на заданных центральна угпел и &заимодействукшшми со ком импульсов, и мерного диска, .ддвш :окружнос:ти которого кратна единше «эмерения, и кинематически связанные машду собой механизмы разгона . синхронного ее перёмешення, перемерения проката и поворота мерного диска, от личаюшееся тем, что, с целью повышения точности длины отрезаемой заготовки, оно снабжено дифф енциальным редуктор« 4, соединенным с механизмом перемеп ния проката и с механиэ юм поворота мераого диска, смонтщюванного на валу дифференциаяьвсяч редуктора с возможностью Ефодольного перемещения и связанного с механизмами разгона и санхроннси о пер@мешенвя каретки, вьшолненными соответственно в виде поводков разгона, расположённых по длине окружности мерного даска на централвлках I углах равных центральным углам датчиков, и копира, взаймодействуюшего с V) ними и закрепленного на каретке, и в виде веауших повопков,, размещенных с также на верном дисже на тех же углах между собой, но оиешенных радиально и на заданный угол относительно поводков разгона шестерни, имеющей длину делительной окружности Mepijpro диска, , установленной соосно с ним и несущей ведсалый псюодок, контактирующий с ведувшмв поБоц ами, и зубчатой рейки, закревяенной накаретке и зацепляющейся с шестерней.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической ре;жш поносы Besi n en ineezino: , 197О, 16, Ms 11,42 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МЕХАНИЗМ ОТМЕРА НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ К ЛЕТУЧЕОТРЕЗНЫМ СТАНКАМ | 0 |
|
SU237547A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (прототвп). | |||
