Известны приборы для контроля профиля пера лопаток, содержащие группы контактных стержней, размещенных в проверяемых сечениях, и многомерное отсчетное устройство. Для каждого сечения используется своя группа контактных стержней, для каждой лопатки - новый блок этих стержней.
Предлагаемый прибор отличается от известного тем, что промежуточные рычаги укреплены на плавающих осях.
Кроме того, прибор снабжен сменными магазинами ynopOB-BHHTOiB, с помощью которых настраивают и фиксируют промежуточные рычаги в соответствии с теоретическим профилем контролируемого сечения, и линейкой, установленной в корпусе и копирующей угол закрутки контролируемой лопатки, что позволяет устанавливать проверяемое сечение перпендикулярно контактным стержням.
Для повышения точности перемещения контактные стержни выполнены на щариковых направляющих, утоньшенные участки которых, ноджНМая стержни, выполняют роль плоской пружины.
Такая .конструкция прибора позволяет без переналадки контролировать компрессорные лопатки разных типоразмеров, с различным углом закрутки, как с малой, так и с большой хордой.
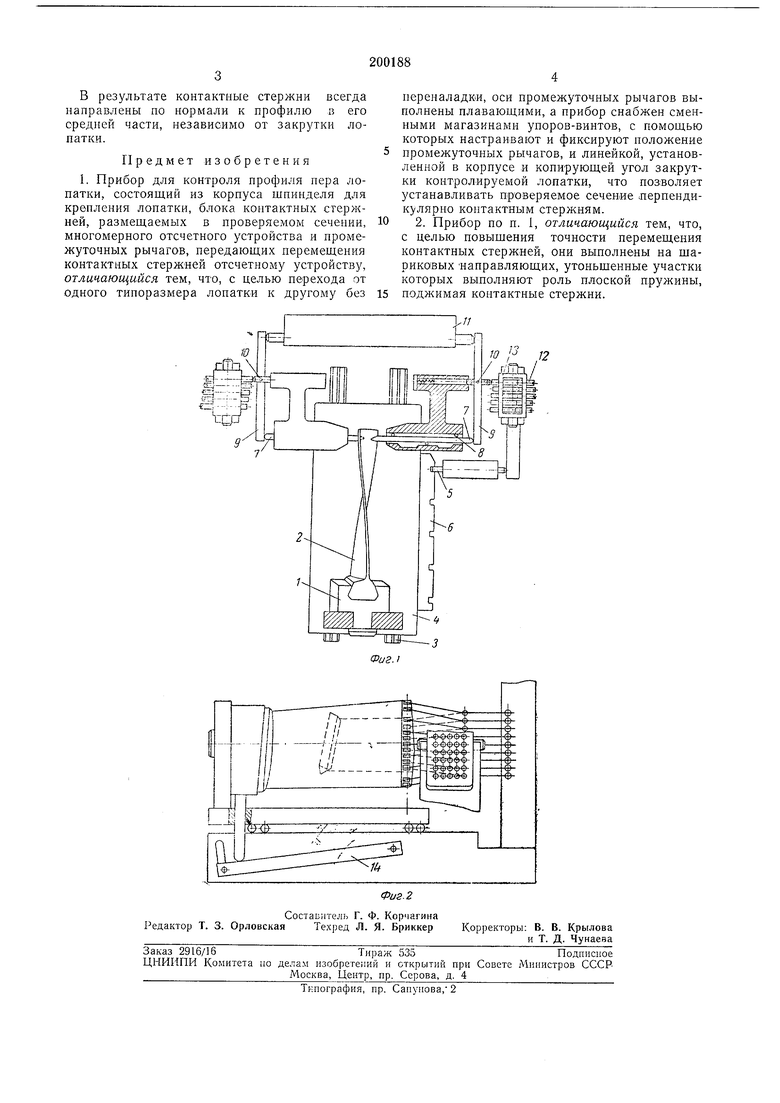
вид сверху; на фиг. 2 - то же, вид сбоку.
В корпусе шпинделя 1 закреплена лопатка 2. По направляющим 3 передвигается каретка 4, останавливаемая в заданных сечениях с помощью фиксатора 5 и рейки 6.
На лопатку по линии проверяемого сечения опираются контактные стержни 7, выполненные на шариковых направляющи.к 8, утоньшенные участки которых выполняют роль
плоской пружины, поджимая стержни. Перемещения стержней, вызванные погрешностями лопаток, передауотся через промежуточные рычаги 9, закрепленные па плавающих осях }0, на датчики мпогомерного отсчетного устройстза 11.
Положение промежуточных рычагов фиксируется с помощью упоров-винтов 12, заполняющих сменные магазины 13. Регулируя винты, настраивают показывающий прибор на
номинал. Для контролирования пера лопатки по другому сечению магазин отводится, при этом фиксатор выходит из паза рейки. Одновременно с магазином передвигается на следующее сечение и каретка с лопаткой.
Линейка 14, установленпая в корпусе, копирует угол закрутки контролируемой лопатки. Поворот щпинделя производится от линейки таким образом, чтобы при перемещении каретки проверяемое сечение лопатки уста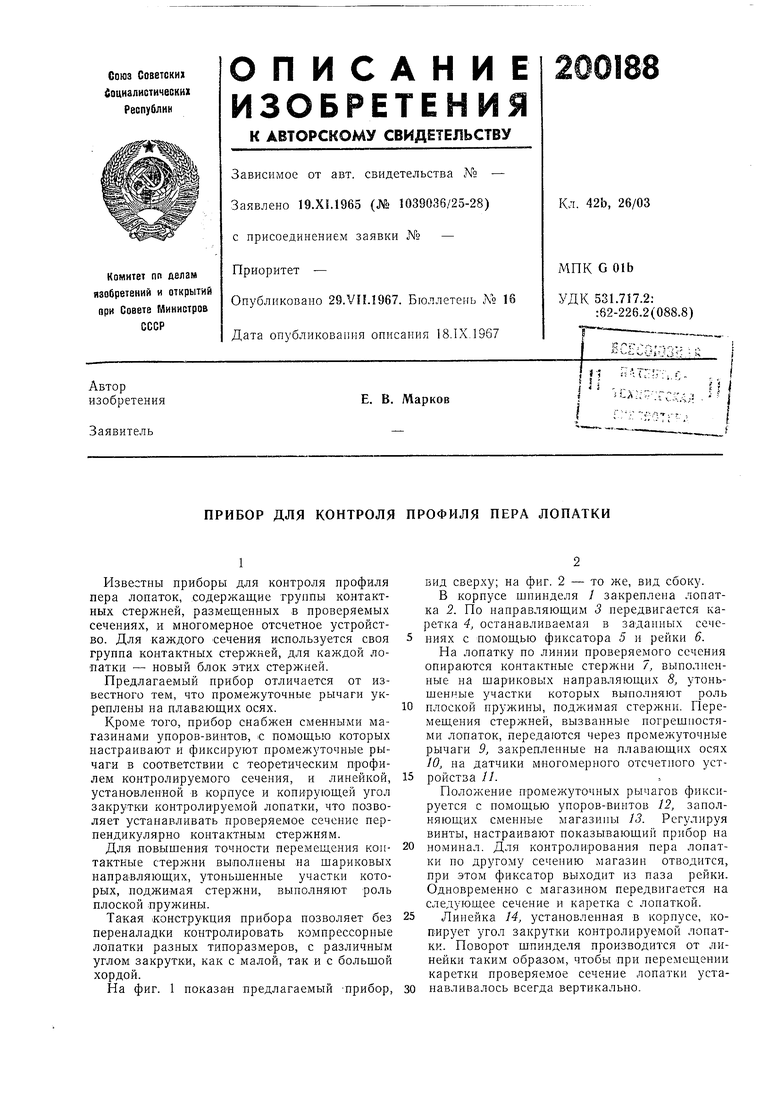
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля профилей лопаток турбомашин и поверхностей других подобных изделий | 1954 |
|
SU115734A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ДЕТАЛИ | 2004 |
|
RU2284240C2 |
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1960 |
|
SU141637A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИИ ПРОФИЛЯ ЛОПАТОК И СТЕРЖНЕЙ ОХЛАЖДАЕМЫХ ЛОПАТОК ТУРБИН | 2001 |
|
RU2205363C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ДЕТАЛИ | 2013 |
|
RU2542215C1 |
| Прибор для копирования профиля деталей | 1986 |
|
SU1384923A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1972 |
|
SU330003A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 1972 |
|
SU324488A1 |
