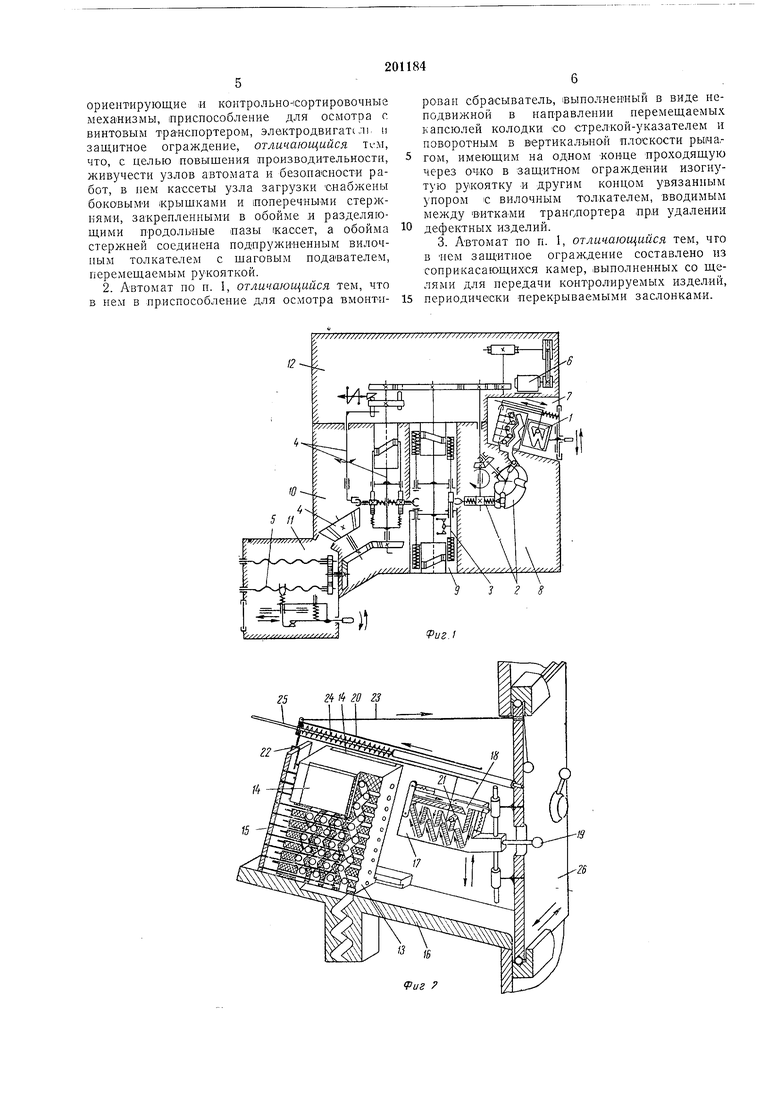
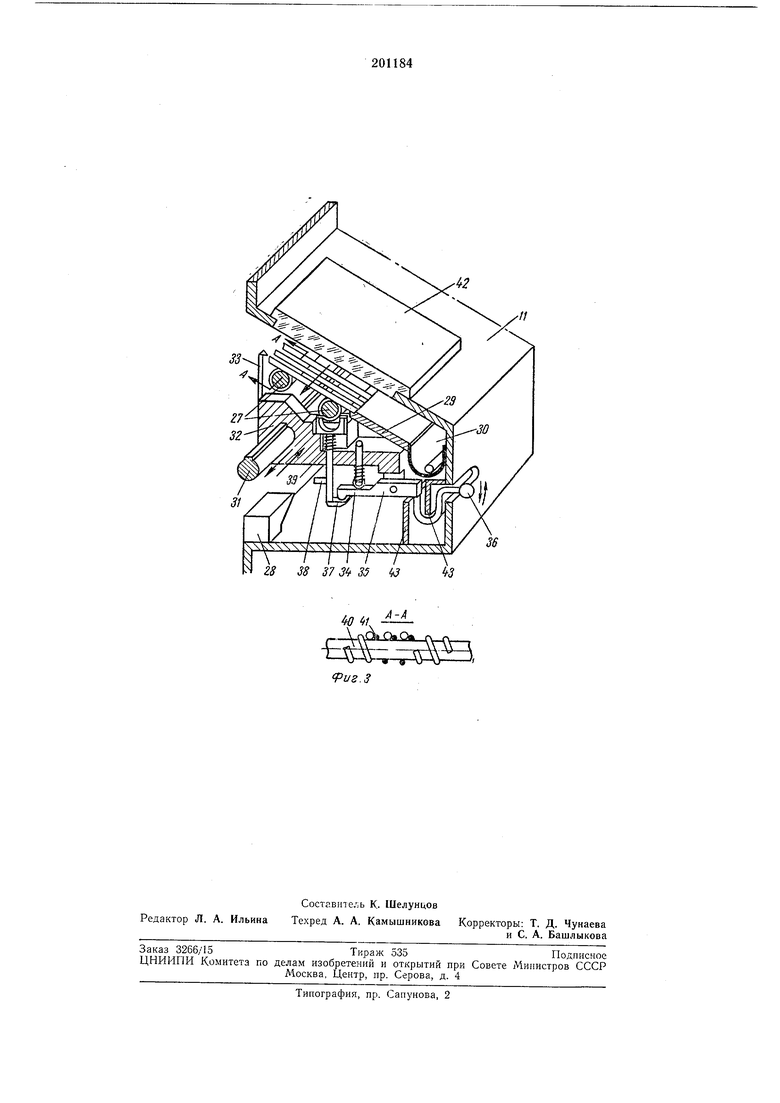
Известные промышленные автоматы для контроля и сортировки капсюлей-детонаторов снабжены загрузочным-и узлами с многоручьевыми кассетами ручной перезарядки и шаговым подавателем, приспособлениями для осмотра, не имеюш,ими средств для удаления брака, и обш,ими для всех узлов и механизмов ограждениями. Однако такие автоматы ие позволяют создать необходимые условия для обработки взрывоопасной продукции. Предлагаемый автомат имеет узел загрузки с Многоручьевыми кассетами, перезаряженными непосредственно из инструмента прессования капсюлей, роторные транспортноор1иентируюш,ие и контрольно-сортировочные механизмы, двигатель с электроприборами, приспособление для осмотра, укомплектованное сбрасывателем дефектпых капсюлей без остановки автомата и зашитное ограждение в виде сообщающихся, и елями камер на отдельных механизмах. Такая конструкция автомата дает возможность повысить его производительность, живучесть узлов и безопасность работ. На ф|иг. 1 схематически изображен описываемый автомат; иа фиг. 2 - его узел загрузкн; на ф.иг. 3 - прнспособленне для осмотра. 5 для осмотра, двигатель 6 с электроприборамИ (на чертеже не показаны) и камеры 7-12 взры1возаш;итного ограждения. КонтроЛИруемые капсюли-детонаторы подают iB узел загрузки автомата в многоручьевых кассетах 13, выполненных с продольными наружными назами для установки боковых съемных крышек 14. В зависимости от положения капсюлей-детонаторов (донышком вверх или вниз) в пресс-инструменте их принимают ориентированно в кассету при снятой той или иной крышке. Наряду с этим крышки предохраняют от выпадения капсюли-детонаторы при их транспортировке в кассетах. Ручьи в последиих имеют зигзагообразиый ирофиль н согласованы положением с прессовым инструментом, из которого нередают в них каисюли. Для фнксирования кансюлейдетонаторов и разделеиия их на ряды в ручьях служит обойма стержней 15, входяши. в отверстня кассеты. В узле загрузки кассеты с крышками и обоймой стержней установлены иа кронштейне 16, а шаговый подаватель, состояш,ий из копира 17 с двумя подпружиненными заш,елкам и /8 .и рукояткой 19 и вилочного толкателя, включаюп;его ползун 20 с пальцем 2/, вилкой 22 и троснком 23, пружину 24 и иаправляюшую 25, закреплен иа подвижной заслонке 26 ограждения.
Кронштейн 16 своим люком сообщается с транспортно-ориентирующим механизмом 2, где кап.сюли-детоиаторы поворачиваются из горизонтального в вертикальное (донышками вверх) положение и передаются поочередно на одну из шести контрольных позиций следующего ротора. В контрольном роторном механизме 3 кансюлн-детонаторы параллельно на каждой из указанных позиций обмеряются по глнбипе запрессовки в пих чашечек стандартными электронными датчиками. При этом в Случае некондиционности кансюля позиция отмечается в типовом дисковом запоминающем устройстве приборов.
Сортировочный механизм 5 представляет собой систему роторов, принимающих и транспортирующих обмеренные капсюли-детонаторы и в процессе этого, согласно поданным рапее импульсам на дисковое запоминающее устройство, отсекающих и выводящих из потока пегодпые по размерам капсюли. Для последующей транспортировки годных капсюлей-детонаторов концевой ротор устаповлеп под углом к вертикали аналогично механизму 2 и обеспечивает новый поворот капсюлей из вертикального в .наклонное положение для передачи их на проверку по паружиому впду.
Прпспособленне для осмотра выполнено в виде наклонного виптового трапспортера 27, клипа 28, наклонного столика 29 и лотка 30. Оно снабжено сбрасывателем брака, имеющим на направляющей 31 колодку 32 со стрелкой-указателем 33, толкателем 34 и рычагом 35. Последний соединен одннм концом с проходящей через камеру 11 защитного ограждения изогнутой рукояткой 36 и другим концом увязай упором с вилочным толкателем 37, имеющим щтнфт 38 и пружину 39. Винты трапспортера 27 состоят из гладких стерж.ней 40 с закрвплеппыми па них проволочными спиралями 41. Камера // ограждения снабжена вставкой 42 из прозрачпого материала и защитным лабиринтом, образуемым планками 43. Камеры 8-11 ограждения имеют для сообщения между собой прямоугольные щели, которые в промежутках между передачей через них капсюлей-детопаторов перекрываются вращающимися конструкциями (дисками с захватами) роторов.
Работает автомат следующим образом.
Оператор подает в узел загрузки перезаряженную из прессового пиструмепта капсюлями-детонаторами кассету 13 и закрывает заслонку 26 ограждения. При этом вилка 22 ползуна 20 сцепляется с обоймой стержней 15. Затем за рукоятку 19 приводится в возвратно-поступательное движение копир 17, отчего палец 21 лод действием пружины 24 скользит по зигзагообразному пазу и сообщает шаговое ползуну 20 и обойме стержней 15, открывающим поочередно ручьи кассеты 13.
полной разгрузки кассеты 13 детали шагового подавателя тросиком 23 возвращаются в исходное положение.
Из открытого паза кассеты изделия окатываются в зигзагообразный пакопитель траиспортно-ориентнрующего механизма 2 и при вращении роторов поочередно синхронно передаются по пим для обмера и сортировки по размерам. Далее нз рассортировапных изделнй не удовлетворяющие требованиям по высоте запрессовки чашечки автоматически отсекаются и попадают через выводную трубу защитпого ограждепия 10 в безопаспую зону для удаления, а годные при соответствующем (в наклопном положении) ориентировании передаются на винтовой транспортер 27 для осмотра.
В приспособлении для осмотра капсюлидетонаторы, перемещаясь, поворачиваются.
За ними наблюдает оператор через прозрачную предохранительную вставку 42. Обнаружив дефекты, оц подводит к изделию стрелкууказатель 33 и нажимает на изогнутую рукоятку 36 сбрасывателя. В результате этого
рычаг 35 освобождает вилочный толкатель 37, который под действием пружины 39 входит в винто1вую канавку, образованную спиралью 41, и сталкивает изделие на паклоппый столик, откуда оно скатывается в лоток 30
и выводится через отверстие в нем за защитное ограждение 11.
В случае однократиого нажатия па рукоятку 36 сбрасывается одно изделие, и целостность потока остальных изделий не нарущается, поскольку вся конструкция сбрасывателя следует за винтами транспортера 27 по паправляющей 31. При выводе стрелки-указателя 33 из зоны осмотра вилочный толкатель 37 выводится из зацепления с винтом 27
с помощью клина 28, воздействующего на штифт 38.
Ввиду того, что пружина на толкателе 34 сильнее, чем пружина 39, при отсутствии дефектных изделий оператор не касается рукоятки сбрасывателя, и вилочный толкатель может находиться в любом месте приспособления осмотра. В случае следования подряд нескольких дефектных нзделнй стрелка-указатель подводится к первому из них и оно
сбрасывается. То же происходит и со всей группой дефектпых изделий. При темне выпуска 0,6-0,7 сек оператору хватает времени для сбрасывапия как одиночного дефектного капсюля-детопатора, так и их группы.
Удовлетворяющие требованиям по паружпому виду каисюли-детопаторы нз автомата передаются иа ленточный трансформатор и поступают па укупорку.
Предмет изобретения
ориентирующие и контрольнонсортировочные механизмы, ориспособление для осмотра г, винтовым транснортером, электродвигать .ль и защитное ограждение, отличающийся TV-M, что, с целью повышения производительности, живучести узлов автомата и безоласвости работ, в нем кассеты узла загрузки снабжены боковымИ крышками и поперечными стержнями, закренленными в обойме и разделяющими Продольные пазы кассет, а обойма стержней соединена нодпружи«енным вилочным толкателем с шаговым подавателем, перемещаемым рукояткой.
2. Автомат по н. 1, отличающийся тем, что в нем в приспособление для осмотра вмонти 2
рован сбрасыватель, выполненный в виде неподвижной в направлении перемещаемых капсюлей колодки со стрелкой-указателем и поворотным в Вертикалщной плоскости рына,гом, имеющим на одном «овце проходящую через оч-ко в защитном ограждении изогнутую рукоятку и другим концом увязанным упором с вилочным толкателем, вводимым между витками транопортера при удалении
дефектных изделий.
3. Автомат по п. 1, отличающийся тем, чго в нем защитное ограждение составлено из соприкасающихся камер, выполненных со щелями для передачи контролируемых изделий,
периодически перекрываемыми заслонками.
/ 7V
38 37 3f 35 lidW
2
//
36
4/
Oii:)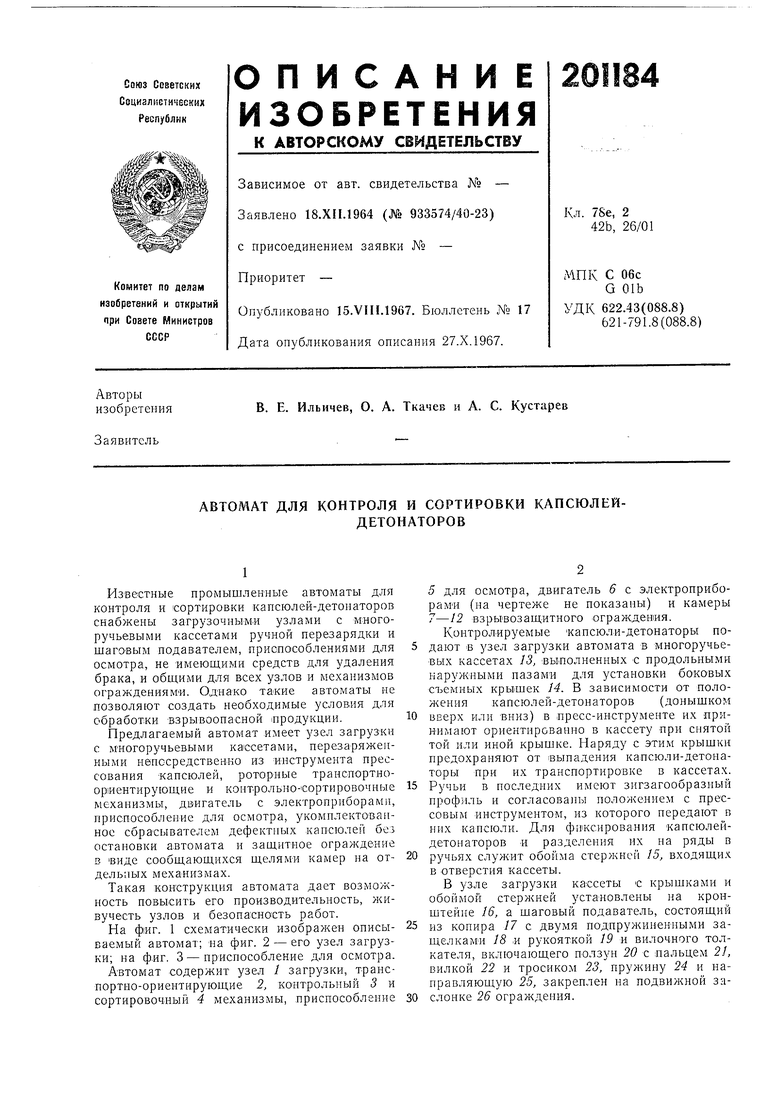
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| ПИСТОЛЕТ СИСТЕМЫ ЧЕБАКОВА | 1993 |
|
RU2074354C1 |
| Швейная машина | 1959 |
|
SU125172A1 |
| Штамп для объемной штамповки изделий | 1976 |
|
SU667311A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| УНИВЕРСАЛЬНЫЙ СНАРЯЖАТЕЛЬ-СЧЕТЧИК ПАТРОНОВ ДЛЯ КОРОБЧАТЫХ МАГАЗИНОВ | 2012 |
|
RU2509283C2 |
| РУЧНОЕ ОГНЕСТРЕЛЬНОЕ ОРУЖИЕ РЕВОЛЬВЕРНОГО ТИПА | 2002 |
|
RU2214576C1 |
| Устройство для загрузки и разгрузки кассет стержнеобразными изделиями | 1980 |
|
SU856898A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| УСТРОЙСТВО ДЛЯ УДАРНОГО ИНИЦИИРОВАНИЯ | 1993 |
|
RU2074386C1 |