я Г
12 iP ЛГП
Elfr
uj -L I Jl-Ь;;
ж:
Sluz.t
Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления, например длинномерных строительных изделий из высокопластических материалов, в частности приштамбовых стоек из асбестоцементной смеси.
Цель изобретения - расширение технологических возможностей и повышение производительности линии.
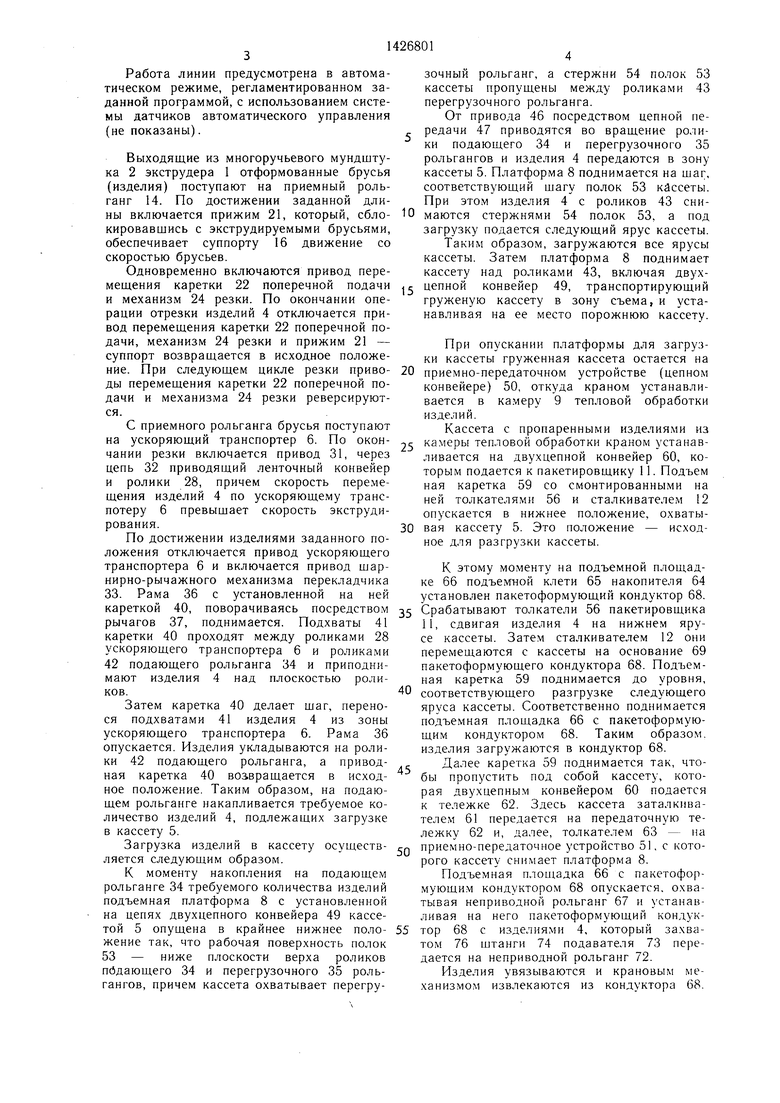
; На фиг. 1 из ображена линия вид в 10 ков 43, установленных на вертикальных плане; на фиг. 2 - разрез А-А на фиг. 1; стойках 44 рамы 45. Рольганги 34 и 35 на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - вид Д на
: фиг. 1; на фиг. 7 - узел I на фиг. 1; на фиг. 8- . вид Е на фиг. 7; на фиг. 9 - разрез
Ж-Ж на фиг. 2.
Технологическая линия для изготовления
: строительных изделий содержит формовочi ную установку в виде пресс-экструдера 1,
; оснащенного жестко закрепленным на нем 2о неприводного рольганга.
; многоручьевым мундштуком 2, конвейер 3Кассета 5 представляет собой многоi укладки изделий 4 в кассеты 5, вклю- ярусную, охватывающую перегрузочный роль
; чающий ускоряющий транспортер 6 и узел 7ганг 35, конструкцию, состоящую из каркакомплектования и загрузки изделиями 4 кассет 5 с подъемной платформой 8, камеру
приводятся одним приводом 46 посредством цепной передачи 47.
Подъемная платформа 8 снабжена приводом 48 подъема и двухцепным конвейером 49 и выполнена охватывающей перегрузочный рольганг 35 и приемно-передаточные устройства 50 и 51, причем первое выполнено в виде вертикально замкнутого цепного конвейера, а второе - в виде
са 52 и полок 53, образованных каждая группой стержней 54, расставленных
9 тепловой обработки изделий, конвейер 10 - в горизонтальной плоскости с щагом.
разгрузки и пакетирования изделии, включающий пакетировщик 11, сталкиватель 12 изделий, подъемную каретку 13, и механизмы транспортирования кассет.
Между мундштуком 2 и ускоряющим транспортером 6 установлен приемный неприводной рольганг 14, над которым смонтирован резательный автомат 15, выполненный в виде суппорта 16, состоящего из каретки 17 продольного перемещения, роликами 18 опирающейся на опорные на30
35
обеспечивающим их прохождение между роликами 43 охватываемого перегрузочного рольганга 35. В верхней части каркаса 52 кассета 5 оборудована грузоподъемными петлями 55.
Камеры 9 тепловой обработки изделий выполнены, например, ямного типа, и загружаются кассетами 5 посредством грузоподъемного механизма (не показан).
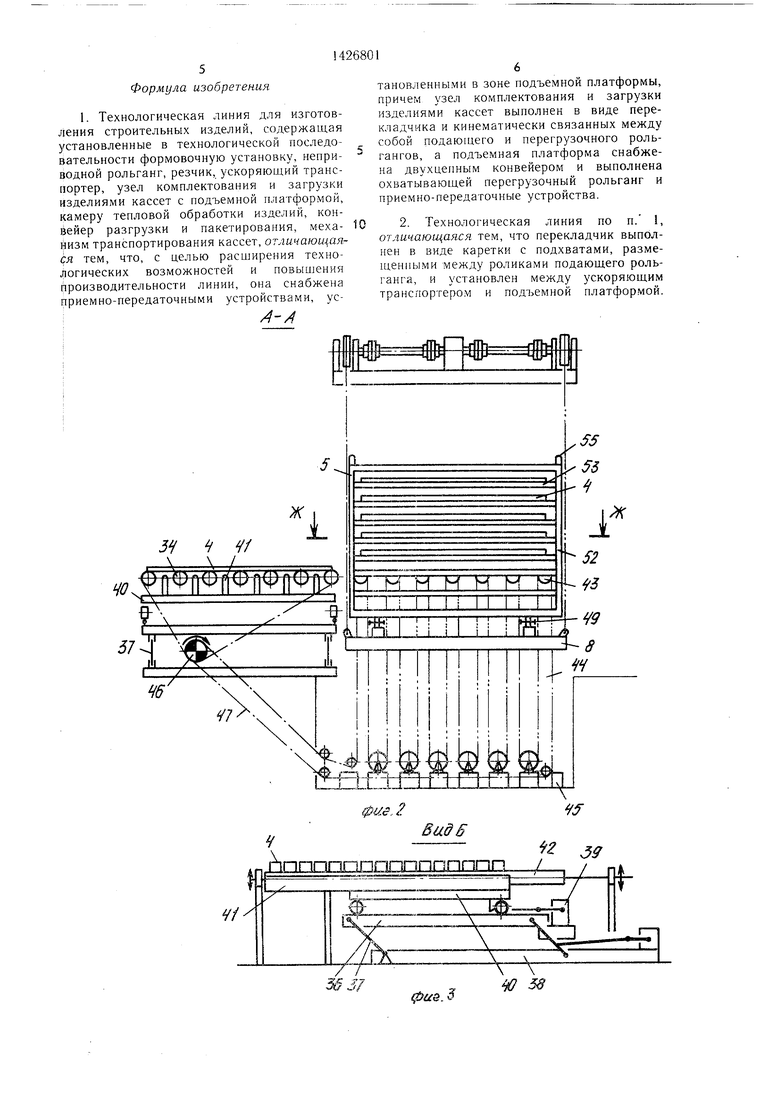
Пакетировщик 11 выполнен в виде двух штанговых толкателей 56, установленправляющие 19 на раме 20 приемного ных в опорные ролики 57 и приводимых
рольганга 14 и снабженной проводимым прижимом 21; каретки 22 поперечной подачи, установленной колеса.ми на направляющие 23, приводимой посредством передачи винт-гайка и оборудованной механиз- 40 мом резки (диском) 24. К каретке 17 прикреплен трос 25 с грузом 26, перекинутый через блок 27, установленный на раме 20 приемного рольганга 14.
Ускоряющий транспортер 6 состоит из
от приводов 58. Конструкция сталкивателя 12 аналогична. Пакетировщик II и сталкиватель 12 смонтированы на подъемной каретке 59, охватывающей кассету 5.
К механизмам транспортирования кйссет относятся: приводной двухцепный конвейер 60, конструктивно аналогичный двухцепно- му конвейеру 50, заталкиватель 61 кассет 5 на передаточную тележку 62 и толкатель 63 для передачи кассет с тележ1г ---J. ....,.j..,,.. ...,
ленточного конвейера и роликов 28, опора- - ки 62 на приемно-передаточное устройство 51
ми 29 установленных на раме 30 и кине-За подъемной кареткой 59 расположен
матически связанных с приводом 31 иосредс -накопитель 64, состоящий из подъе.мной
клети 65 с подъемной площадкой охватывающей неприводной рольганг
66, 67,
вом цепи 32.
В узел 7 комплектования и загрузки изделиями 4 кассет 5 входят перекладчик „ установленный в зоне перемещения подъем- 33 и кинематически связанные между собойной площадки 66. Пакетофор.мующий конподающий 34 и перегрузочный 35 роль- дуктор 68 выполнен в виде основания 69 ганги. Перекладчик 33 представляет собой с зацепом 70 и вертикальными стойка- шарнирно-рычажный механизм, образован-ми 71, взаимодействуюп,его с подъемной
ный рамой 36, рычагами 37 шарпирно-плош.адкой 66, неприводного рольганга 72
соединенной с основанием 38 и приводи- 55 подавателя 73 в виде приводной штанги 74, установленной в опорные ролики 75 и снабженной захватом 76 для взаимодействия с зацепом 70 пакетоформующего кондуктора 68.
мои в плоскости, перпендикулярной ускоряющему транспортеру 6.
На раме 36 установлена подвижная в горизонтальной плоскости от привода 39
каретка 40, оборудованная закрепленньши на ней с определенным шагом подхватами 41. Подающий рольганг 34 состоит из роликов 42, расставленных на раме 30 соосно роликам 28 ускоряющего транс- потера 6 с шагом, обеспечивающим прохождение между ними подхватов 41 перекладчика 33.
Перегрузочный рольганг 35 состоит из разнесенных с определенным щагом роликов 43, установленных на вертикальных стойках 44 рамы 45. Рольганги 34 и 35
приводятся одним приводом 46 посредством цепной передачи 47.
Подъемная платформа 8 снабжена приводом 48 подъема и двухцепным конвейером 49 и выполнена охватывающей перегрузочный рольганг 35 и приемно-передаточные устройства 50 и 51, причем первое выполнено в виде вертикально замкнутого цепного конвейера, а второе - в виде
ганг 35, конструкцию, состоящую из каркаса 52 и полок 53, образованных каждая группой стержней 54, расставленных
в горизонтальной плоскости с щагом.
обеспечивающим их прохождение между роликами 43 охватываемого перегрузочного рольганга 35. В верхней части каркаса 52 кассета 5 оборудована грузоподъемными петлями 55.
Камеры 9 тепловой обработки изделий выполнены, например, ямного типа, и загружаются кассетами 5 посредством грузоподъемного механизма (не показан).
Пакетировщик 11 выполнен в виде двух штанговых толкателей 56, установленных в опорные ролики 57 и приводимых
ных в опорные ролики 57 и приводимых
от приводов 58. Конструкция сталкивателя 12 аналогична. Пакетировщик II и сталкиватель 12 смонтированы на подъемной каретке 59, охватывающей кассету 5.
К механизмам транспортирования кйссет относятся: приводной двухцепный конвейер 60, конструктивно аналогичный двухцепно- му конвейеру 50, заталкиватель 61 кассет 5 на передаточную тележку 62 и толкатель 63 для передачи кассет с тележ...,.j..,,.. ...,
ки 62 на приемно-передаточное устройство 51
клети 65 с подъемной площадкой охватывающей неприводной рольганг
66, 67,
установленный в зоне перемещения подъем- ной площадки 66. Пакетофор.мующий конРабота линии предусмотрена в автоматическом режиме, регламентированном заданной программой, с использованием системы датчиков автоматического управления (не показаны).
От привода 46 посредством цепной пе- f. редачи 47 приводятся во вращение ролики подающего 34 и перегрузочного 35 рольгангов и изделия 4 передаются в зону кассеты 5. Платформа 8 поднимается на шаг, соответствующий шагу полок 53 кассеты. При этом изделия 4 с роликов 43 сниВыходящие из многоручьевого мундштука 2 экструдера 1 отформованные брусья (изделия) поступают на приемный рольганг 14. По достижении заданной длины включается прижим 21, который, сбло- Ю маются стержнями 54 полок 53, а под кировавщись с экструдируемыми брусьями, загрузку подается следующий ярус кассеты, обеспечивает суппорту 16 движение соТаким образом, загружаются все ярусы
скоростью брусьев.кассеты. Затем платформа 8 поднимает
Одновременно включаются привод пере- кассету над роликами 43, включая двух- мещения каретки 22 поперечной подачи цепной конвейер 49, транспортирующий и механизм 24 резки. По окончании операции отрезки изделий 4 отключается привод перемещения каретки 22 поперечной подачи, механизм 24 резки и прижим 21 - суппорт возвращается в исходное положение. При следующем цикле резки приво- 20 приемно-передаточном устройстве (цепном ды перемещения каретки 22 поперечной по- конвейере) 50, откуда краном устанавли- дачи и механизма 24 резки реверсируют- вается в камеру 9 тепловой обработки ся-изделий.
С приемного рольганга брусья поступаютКассета с пропаренными изделиями из
на ускоряющий транспортер 6. По окон- камеры тепловой обработки краном устанав- чании резки включается привод 31, через ливается на двухцепной конвейер 60, которым подается к пакетировщику 11. Подъем ная каретка 59 со смонтированными на ней толкателями 56 и сталкивателем 12 опускается в нижнее положение, охваты- 30 вая кассету 5. Это положение - исходное для разгрузки кассеты.
груженую кассету в зону съема, и устанавливая на ее место порожнюю кассету.
При опускании платформы для загрузки кассеты груженная кассета остается на
цепь 32 приводящий ленточный конвейер и ролики 28, причем скорость перемещения изделий 4 по ускоряющему транс- потеру 6 превышает скорость экструди- рования.
По достижении изделиями заданного положения отключается привод ускоряющего транспортера 6 и включается привод шар- нирно-рычажного механизма перекладчика 33. Рама 36 с установленной на ней
К этому моменту на подъемной площадке 66 подъемной клети 65 накопителя 64 установлен пакетоформующий кондуктор 68. кареткой 40, поворачиваясь посредством 5 Срабатывают толкатели 56 пакетировщика рычагов 37, поднимается. Подхваты 41И, сдвигая изделия 4 на нижнем ярукаретки 40 проходят между роликами 28 се кассеты. Затем сталкивателем 12 они ускоряющего транспортера 6 и роликами 42 подающего рольганга 34 и приподнимают изделия 4 над плоскостью роликов.40 соответствующего разгрузке следующего Затем каретка 40 делает щаг, перено- яруса кассеты. Соответственно поднимается
перемещаются с кассеты на основание 69 пакетоформующего кондуктора 68. Подъемная каретка 59 поднимается до уровня.
ся подхватами 41 изделия 4 из зоны ускоряющего транспортера 6. Рама 36 опускается. Изделия укладываются на ролики 42 подающего рольганга, а приводподъемная площадка 66 с пакетоформую- щим кондуктором 68. Таким образом, изделия загружаются в кондуктор 68.
Далее каретка 59 поднимается так, что1 п -t nuAdtuLucju pujiDi aril d, a 1фивид-д1,алее KapeiKa оэ 11однимае11;н iai, niuная каретка 40 возвращается в исход- бы пропустить под собой кассету, кото- ное положение. Таким образом, на подаю- рая двухцепным конвейером 60 подается щем рольганге накапливается требуемое количество изделий 4, подлежащих загрузке
к тележке 62. Здесь кассета заталкива- телем 61 передается на передаточную тев кассету 5.лежку 62 и, далее, толкателем 63 - на
Загрузка изделий в кассету осуществ- „ приемно-передаточное устройство 51, с котоляется следующим образом.рого кассету снимает платформа 8.
К моменту накопления на подающемПодъемная площадка 66 с пакетофоррольганге 34 требуемого количества изделиймующим кондуктором 68 опускается, охваподъемная платформа 8 с установленнойтывая неприводной рольганг 67 и устанавна цепях двухцепного конвейера 49 кассе-ливая на него пакетоформующий кондуктой 5 опущена в крайнее нижнее поло-55 тор 68 с изделиями 4, который за.хважение так, что рабочая поверхность полоктом 76 штанги 74 подавателя 73 пере53 - ниже плоскости верха роликовдается на неприводной рольганг 72.
пйдающего 34 и перегрузочного 35 роль-Изделия увязываются и крановым мегангов, причем кассета охватывает перегру-ханизмом извлекаются из кондуктора 68.
зочный рольганг, а стержни 54 полок 53 кассеты пропущены между роликами 43 перегрузочного рольганга.
От привода 46 посредством цепной пе- редачи 47 приводятся во вращение ролики подающего 34 и перегрузочного 35 рольгангов и изделия 4 передаются в зону кассеты 5. Платформа 8 поднимается на шаг, соответствующий шагу полок 53 кассеты. При этом изделия 4 с роликов 43 снимаются стержнями 54 полок 53, а под загрузку подается следующий ярус кассеты, Таким образом, загружаются все ярусы
кассету над роликами 43, включая двух- цепной конвейер 49, транспортирующий приемно-передаточном устройстве (цепном конвейере) 50, откуда краном устанавли- вается в камеру 9 тепловой обработки изделий.
груженую кассету в зону съема, и устанавливая на ее место порожнюю кассету.
При опускании платформы для загрузки кассеты груженная кассета остается на
се кассеты. Затем сталкивателем 12 они соответствующего разгрузке следующего яруса кассеты. Соответственно поднимается
перемещаются с кассеты на основание 69 пакетоформующего кондуктора 68. Подъемная каретка 59 поднимается до уровня.
се кассеты. Затем сталкивателем 12 они соответствующего разгрузке следующего яруса кассеты. Соответственно поднимается
подъемная площадка 66 с пакетоформую- щим кондуктором 68. Таким образом, изделия загружаются в кондуктор 68.
Далее каретка 59 поднимается так, чтод1,алее KapeiKa оэ 11однимае11;н iai, niu бы пропустить под собой кассету, кото- рая двухцепным конвейером 60 подается
Формула изобретения
1. Технологическая линия для изготовления строительных изделий, содержащая установленные в технологической последовательности формовочную установку, ненри- водной рольганг, резчик, ускоряющий транспортер, узел комплектования и загрузки изделиями кассет с подъемной платформой, камеру тепловой обработки изделий, конвейер разгрузки и пакетирования, меха- йизм транспортирования кассет, отличающаяся тем, что, с целью расщирения технологических возможностей и повыщения производительности линии, она снабжена приемно-передаточнь ми устройствами,
тановленными в зоне подъемной платформы, причем узел комплектования и загрузки изделиями кассет выполнен в виде перекладчика и кинематически связанных между собой подающего и перегрузочного рольгангов, а подъемная платформа снабжена двухцепным конвейером и выполнена охватывающей перегрузочный рольганг и приемно-передаточные устройства.
2. Технологическая линия по п. 1, отличающаяся тем, что перекладчик выполнен в виде каретки с подхватами, размещенными между роликами подающего рольганга, и установлен между ускоряющим транспортером и подъемной платформой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Установка для укладки строительных из-дЕлий B КОНТЕйНЕРы | 1979 |
|
SU850398A1 |
| Подъемно-перегрузочное устройство | 1986 |
|
SU1460000A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1379120A1 |
| Установка для перемещения керамических отформованных изделий | 1990 |
|
SU1791136A1 |
| Устройство для штабелирования предметов | 1988 |
|
SU1551582A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Линия для намотки бухт к прессу | 1980 |
|
SU836854A1 |

Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления, например, асбестоцементных приштамбовых стоек. Целью изобретения является расширение технологических возможностей и повышение производительности линии. Техноий оикт оус льро15. Я Зенет наых ипонологическая линия включает формующую установку 1, конвейер 3 укладки изделий в кассеты, включаюш.ий транспортер и узел 7 комплектования и загрузки изделиями кассеты с подъемной платформой 8, содержит перекладчик 33 и кинематически связанные между собой подаюш,ий и перегрузочный рольганги, камеры 9 тепловой обработки изделий, конвейер 10 разгрузки и пакетирования изделий, накопитель 64 и приемно-передаточное устройство для транспортирования груженых и порожних кассет. Конвейер укладки изделий в кассеты осуществляет резку экструдируе- мых формовочной установкой жгутов на изделия, комплектование их н поярусную загрузку кассет, которые затем поступают в камеру тепловой обработки. Кассеты с готовыми изделиями поступают на конвейер разгрузки и пакетирования изделий, где поярусно пакетируются и сталкиваются в накопитель. Здесь из изделий формируется погрузочная единица, которая подается на склад готовой продукции. 1 з.п. ф-лы, 9 ил. ODDDtfl (Л ts5 О5 00
л
J
ОРПДЗРРПППП //
У/И
л
J
РРПППП //
|
AZLAlIIJ
фае.З
5в
73
5
12
59
г.5
66,
X
71 69
72
/ 67
65 Фиг.
j
58
56
51
Фиг 6
Фи.1
&адЕ
Т I I 1В 18 у7
Фиё.З
Фиг.9
Составитель В. Андрюшнна Те.хрсл И. ВеросКорректор С. Черни
Тираж 528Подписное
3/
| Авторское свидетельство СССР № 923831, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| ВНИИЭСМ Промышленность строительных материалов - «Асбестоцементная промышленность, сер | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
