Известен способ контроля приведенного среднего диаметра пневматическим прибором, который состоит в том, что контролируемую деталь на;винчивают на калибр, определяют расход воздуха через зазоры между калибром и внутренней резьбой изделия и по расходу воздуха судят о том, находится ли размер приведенного среднего диаметра в пределах допуска.
Предлагаемый способ отличается от известного тем, что измеряют полную площадь зазоров в осевом сечении между боковыми граня.ми контролируемой резьбы и боковыми гранями резьбы калибра на нескольких шагах резьбы по обе стороны от ее оси, затем измеренные площади зазоров суммируют, а результаты измерения площади переводят в значения действительного собственно среднего диаметра.
Это позволяет измерить собственно средний диаметр резьбы.
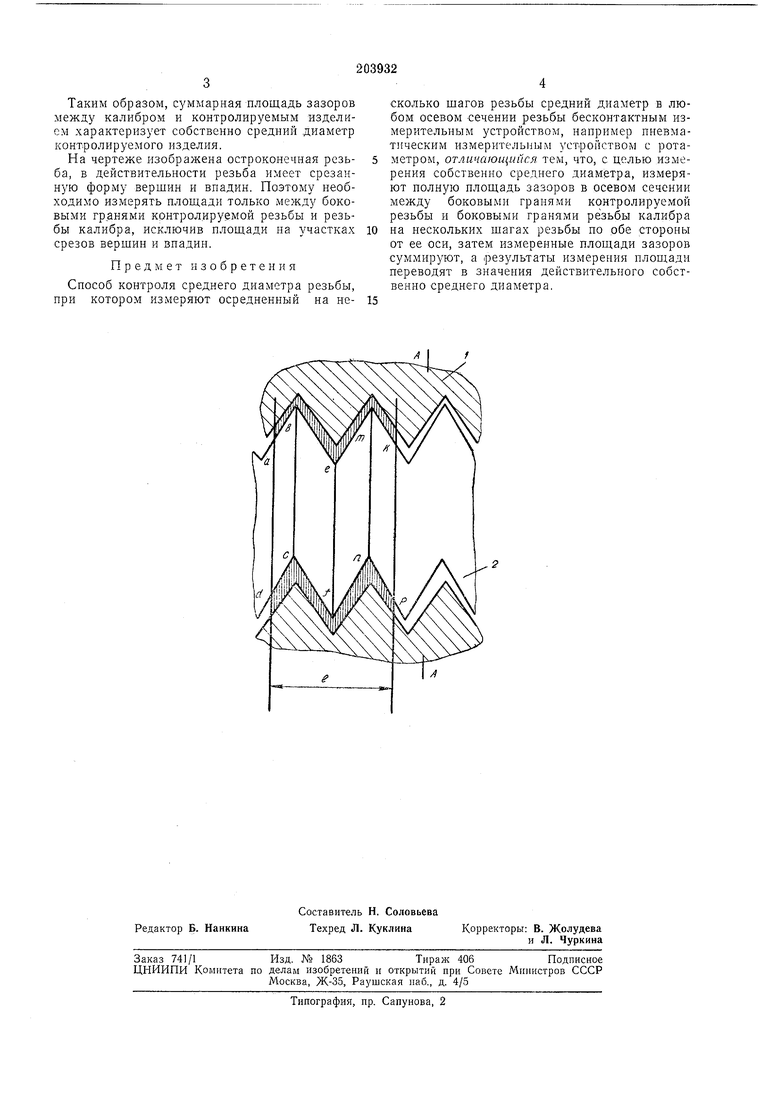
На чертеже показано осевое сечение резьбового соединения.
|При наличии гарантированного зазора в резьбовом соединении величина его в сечении А-А, перпендикулярном оси, выразится как разность между собственно средними диаметрами гайки / и болта 2.
где А - суммарный зазор в соединении;
2г - собственно средний диаметр гайки; 26 - собственно средний диаметр болта.
Суммарная площадь зазоров F в резьбовом соединении в осевом сечении на участке / равна разности площадей
р - р р
г - г, - г,,
где FI - площадь, заключенная между витками гайки в осевом сечении на участке /;
р2 - площадь болта в осевом сечении на участке /.
Площадь Fa является суммой параллелограммов: abed; befc; emnf; mkpn. Основания параллелограммов равны между собой и представляют собственно средний диаметр болта Высоты этих параллелограммов в сумме равны длине участка /, т. е.
F, d,,l.
Аналогично площадь Р на участке / будет
1 , тогда Таким образом, суммарная площадь зазоров между калибром и контролируемым изделием характеризует собственно средний диаметр контролируемого изделия. На чертеже изображена остроконечная резьба, в действительности резьба имеет срезанную форму вершин и впадин. Поэтому необходимо измерять площади только между боковыми гранями контролируемой резьбы и резьбы калибра, исключив площади па участках срезов верщип и впадип. Предмет изобретения Способ контроля среднего диаметра резьбы, при котором измеряют осреднеииьш на не- 15 5 10 сколько щагов резьбы средний диаметр в любом осевом сечении резьбы бесконтактным измерительным устройством, например пневматическим измерительным устройством с ротаметром, отличающийся, тем, что, с целью измерения собственно среднего диаметра, измеряют полную площадь зазоров в осевом сечении между боковыми гранями контролируемой резьбы и боковыми гранями резьбы калибра на нескольких шагах резьбы по обе стороны от ее оси, затем измеренные площади зазоров суммируют, а «результаты измерения площади переводят в значения действительного собственно среднего диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 2007 |
|
RU2357204C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| Пневматический калибр для контроляСРЕдНЕгО диАМЕТРА РЕзьбы | 1979 |
|
SU807056A1 |
| УСТАНОВКА ДЛЯ ИЗУЧЕНИЯ ТРЕНИЯ В РЕЗЬБЕ | 1993 |
|
RU2087038C1 |
| Способ фрикционной компенсации перемещений бесстыкового рельсового пути и устройство для его осуществления | 2020 |
|
RU2746165C1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Пневматическое устройство для контроля среднего диаметра резьбы | 1980 |
|
SU911154A1 |
| Пневматический резьбовой калибр | 1947 |
|
SU82396A1 |
