Изобретение относится к контрольно-измерительной технике и может быть использовано для бесконтактного контроля изделий с наружной резьбой, например, для контроля резьбы обсадных, бурильных и насосно-компрессорных труб различного типоразмера при ремонте нефтяного оборудования и скважин.
Установление уровня техники.
Массовое применение в нефтедобывающей промышленности труб выдвигает задачу создания универсальных и высокопроизводительных средств контроля резьбы. Средства изготовления резьб достигли в настоящее время достаточно высокой степени совершенства, что нельзя сказать о качестве их контроля. Применение прогрессивных технологий позволяет изготовлять резьбы во много раз быстрее, чем их контролировать [1].
Номенклатура применяемых типов резьб очень обширна, однако для любых резьб функциональными параметрами являются геометрические элементы, определяющие их профиль. Так, например, для резьбовых соединений, применяемых в нефтяной промышленности, основными геометрическими параметрами являются: шаг и высота витков, конусность профиля, углы наклона профиля витков, радиусы вершин и впадин витков, параметры фасок и т.д.
Для оценки новизны и изобретательского уровня заявляемого решения рассмотрим ряд известных технических средств контроля наружной резьбы.
Известны контактные и бесконтактные средства контроля параметров наружных резьб [1, 2, 3, 4]. Однако они характеризуются узким диапазоном диаметров контролируемых труб и низкой достоверностью результатов контроля.
Известно устройство для контроля резьбы бурильных труб, содержащее узел базирования, в который устанавливают контролируемую трубу, и обойму с механическим калибром, который навинчивают с определенным усилием на трубу вручную с помощью механики и при этом автоматически контролируют усилие навинчивания. По величине усилия судят о качестве резьбы [5].
Известно также устройство для контроля натяга конической резьбы, содержащее позицию контроля и механический калибр-кольцо, который навинчивается на резьбу контролируемого изделия. Имеется контактный элемент, который в начале ввинчивания приходит в соприкосновение с контролируемым изделием и сигнал от которого через токосъемник передается на датчик, который включает регистрирующее устройство подсчета числа оборотов калибра-кольца [6].
Устройства [5, 6] пригодны, в основном, для контроля новых труб и не годятся для регламентных и восстановительных работ, поскольку износ резьбы насосно-компрессорных и обсадных труб неравномерный. При этом необходимо определить место и степень износа конкретного витка, чтобы выяснить, можно ли данную резьбу эксплуатировать дальше, нужен ли ремонт и какой. Эти устройства не дают достоверной информации, поскольку о качестве резьбы судят по косвенному параметру - числу оборотов калибра при навинчивании.
Известно бесконтактное оптоэлектронное устройство контроля параметров резьбы трубных изделий, содержащее источник и приемник светового потока со средствами обработки информации и узел сканирования, соединенный с координатным столом и выполненный с возможностью возвратно-поступательного и вращательного движения, причем источник и приемник светового потока со средствами обработки информации объединены в единый блок, выполненный в виде коноскопа, а узел сканирования выполнен, по меньшей мере, с двумя оптически связанными с коноскопом каналами и системой зеркал, обеспечивающей прохождение светового потока от коноскопа через каналы к наружной или внутренней поверхностям изделия [7].
Однако такое устройство характеризуется низкой точностью измерений из-за высокой чувствительности к влиянию бликов, разной шероховатости и локальных загрязнений поверхности резьбы. Использование устройства требует предварительного матирования контролируемой поверхности резьбы, критично к позиционированию контролируемого изделия, так как в нем применяется односторонний метод измерения, подверженный сильному влиянию даже незначительных механических вибраций.
Известны также бесконтактные оптоэлектронные устройства контроля параметров наружной резьбы, основанные на теневом способе измерений и содержащие подвижную каретку, выполненную с возможностью перемещения вдоль продольной оси контролируемого изделия, оптико-механический блок, размещенный на подвижной каретке, средство для съема информации и средство для обработки информации [8-10].
Такие устройства характеризуются повышенными требованиями к чистоте контролируемой поверхности резьбы. Оптико-механический блок таких устройств выполнен в виде трубы, т.е. имеет практически замкнутую полость (открыты только торцы). В процессе работы в эту полость вместе с контролируемыми изделиями могут привноситься посторонние частицы, грязь, песчинки и т.п. Последние, скапливаясь там, могут искажать результаты измерений.
Следовательно, такое устройство требует постоянной очистки внутренней полости оптоэлектронной головки от загрязнений.
Наиболее близким изобретением к предлагаемому по технической сущности и схемному решению является оптоэлектронное устройство контроля резьбы трубных изделий, описанное в [10].
Данное устройство содержит подвижную каретку, выполненную с возможностью перемещения вдоль продольной оси контролируемого изделия и снабженную электроприводом перемещения и датчиком линейного перемещения, подставку, закрепленную на подвижной каретке, оптико-механический блок, установленный в подшипниках на подставке и снабженный электроприводом поворота вокруг продольной оси, датчиком угла поворота и двумя оптоэлектронными головками, каждая из которых образована из оптически сопряженных источника и приемника светового излучения, имеющих соответствующие объективы и расположенных по разные стороны от резьбового участка контролируемого изделия, и персональную электронную вычислительную машину (ПЭВМ), входы которой подключены к выходам приемников светового излучения, датчика линейного перемещения и датчика угла поворота, а выходы - к электроприводам перемещения и поворота, при этом оптико-механический блок выполнен в виде полой цилиндрической трубы с прорезями, внутри которой размещено контролируемое изделие, продольная ось которого совмещена с продольной осью оптико-механического блока, а оптоэлектронные головки установлены на платформах в прорезях полой цилиндрической трубы.
По наибольшему количеству сходных признаков и достигаемому при использовании результату данное техническое решение выбрано в качестве прототипа заявляемого устройства.
Недостатки такого устройства.
1. Устройство предназначено для контроля резьбы трубы одного определенного диаметра (типоразмера), так как основой его оптико-механического блока является «жесткая» конструкция - металлическая труба, что ограничивает диапазон диаметров измеряемых труб. На практике же часто приходится контролировать трубы различного диаметра, например обсадные трубы диаметрами 146 мм, 168 мм, 178 мм, 194 мм, 219 мм, 245 мм.
При этом даже если контролируемое изделие помещается внутри оптико-механического блока, перед выполнением измерений возникает проблема обеспечения соосности его продольной оси с осью оптико-механического блока.
2. Как было отмечено выше, оптико-механический блок выполнен в виде трубы, т.е. имеет практически «закрытую» конструкцию. В процессе эксплуатации в ней могут скапливаться частицы почвы и других подобных посторонних объектов, привносимые контролируемыми изделиями. Устройство является оптическим, поэтому указанное влияет на точность измерений, а следовательно, на достоверность результатов контроля.
Сущность изобретения.
Изобретение направлено на достижение таких технических результатов как:
а) расширение диапазона диаметров контролируемых труб;
б) повышение достоверности результатов контроля резьбы труб путем исключения накопления загрязнений в оптико-механическом блоке устройства.
Достижение указанных технических результатов обеспечивается тем, что в известном оптоэлектронном устройстве контроля резьбы трубных изделий, содержащем подвижную каретку, выполненную с возможностью перемещения вдоль продольной оси контролируемого изделия и снабженную электроприводом перемещения и датчиком линейного перемещения, подставку, закрепленную на подвижной каретке, оптико-механический блок, установленный в подшипниках на подставке и снабженный электроприводом поворота вокруг продольной оси, датчиком угла поворота и двумя оптоэлектронными головками, каждая из которых образована из оптически сопряженных источника и приемника светового излучения, имеющих соответствующие объективы и расположенных по разные стороны от резьбового участка контролируемого изделия, и персональную электронную вычислительную машину (ПЭВМ), входы которой подключены к выходам приемников светового излучения, датчика линейного перемещения и датчика угла поворота, а выходы - к электроприводам перемещения и поворота, оптико-механический блок выполнен в виде шпинделя, вал которого установлен в подшипниках на подставке и снабжен механизмом вертикального смещения, а головка шпинделя выполнена в виде двух С-образных держателей оптоэлектронных головок, установленных на планшайбе по разные стороны от продольной оси контролируемого изделия и снабжена механизмом регулировки межлучевого зазора, при этом механизм вертикального смещения вала шпинделя выполнен в виде домкрата, а механизм регулировки межлучевого зазора головки шпинделя представляет собой настроечный вал с участками правой и левой резьбы, размещенными в соответствующих резьбовых отверстиях держателей оптоэлектронных головок, причем вал шпинделя жестко связан с планшайбой, а на механизме вертикального смещения вала шпинделя размещена подвижная каретка.
Кроме того, держатели оптоэлектронных головок снабжены направляющими, между которыми размещена планшайба, а оптико-механический блок снабжен n парами оптоэлектронных головок, где n - целое число и n>1.
Проверка соответствия заявляемого устройства условию патентоспособности «новизна».
Проведенный авторами анализ уровня техники, включающий поиск по патентным и другим научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах устройства, позволили установить, что не имеются аналоги, характеризующиеся признаками, идентичными всем существенным признакам устройства, а выделение из перечня аналогов прототипа [10] обеспечило выявление совокупности существенных по отношению к техническим результатам отличительных признаков заявленного устройства.
Основными признаками, отличающими заявляемое устройство от прототипа, являются:
- выполнение оптико-механического блока в виде шпинделя,
- установка его вала в подшипниках на подставке,
- снабжение вала шпинделя механизмом вертикального смещения,
- выполнение головки шпинделя в виде двух С-образных держателей оптоэлектронных головок, установленных на планшайбе по разные стороны от продольной оси контролируемого изделия,
- снабжение головки шпинделя механизмом регулировки межлучевого зазора,
- выполнение механизма вертикального смещения вала шпинделя в виде домкрата,
- выполнение механизма регулировки межлучевого зазора головки шпинделя в виде настроечного вала с участками правой и левой резьбы, размещенными в соответствующих резьбовых отверстиях держателей оптоэлектронных головок,
- установка жесткой связи между валом шпинделя и планшайбой,
- размещение подвижной каретки на механизме вертикального смещения вала шпинделя.
Кроме того,
- снабжение держателей оптоэлектронных головок направляющими, между которыми размещена планшайба,
- снабжение оптико-механического блока n парами оптоэлектронных головок, где n - целое число и n>1.
Наличие указанных отличительных признаков обеспечивает соответствие заявляемого устройства условию патентоспособности «новизна» по действующему законодательству.
Проверка соответствия заявляемого устройства условию патентоспособности «изобретательский уровень».
Для проверки соответствия требованию изобретательского уровня авторами проведен дополнительный поиск и анализ решений с целью выявления признаков, совпадающих с отличными от выбранного прототипа признаками, результаты которого показали, что заявленный объект явным образом не следует из известного уровня техники, установленного авторами.
Другими словами, сравнение заявляемого устройства не только с прототипом, но и с другими техническими решениями в данной и смежных областях оптоэлектронной контрольно-измерительной техники показало, что последние не содержат признаков, сходных с признаками, отличающими заявляемое техническое решение от прототипа.
Указанное позволяет сделать вывод о соответствии заявляемого устройства условию патентоспособности «изобретательский уровень» по действующему законодательству.
При этом новая совокупность существенных признаков устройства позволяет расширить диапазон диаметров контролируемых труб и повысить достоверность результатов контроля их резьбы, что подтверждается изложенными ниже сведениями.
Сущность изобретения поясняется чертежом, где показаны:
- на фиг.1 - общий вид устройства (вид спереди);
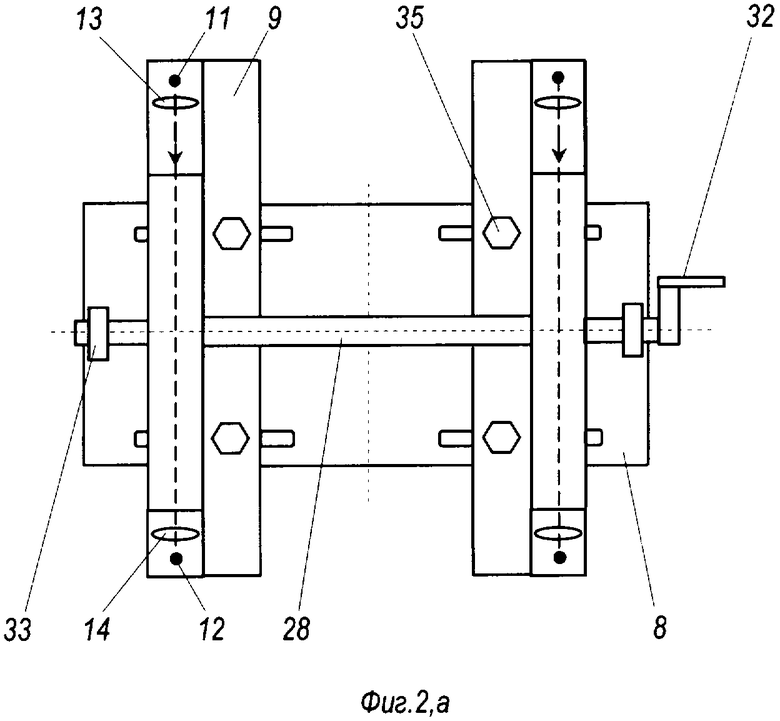
- на фиг.2, а - планшайба и держатели с оптоэлектронными головками (вид слева);
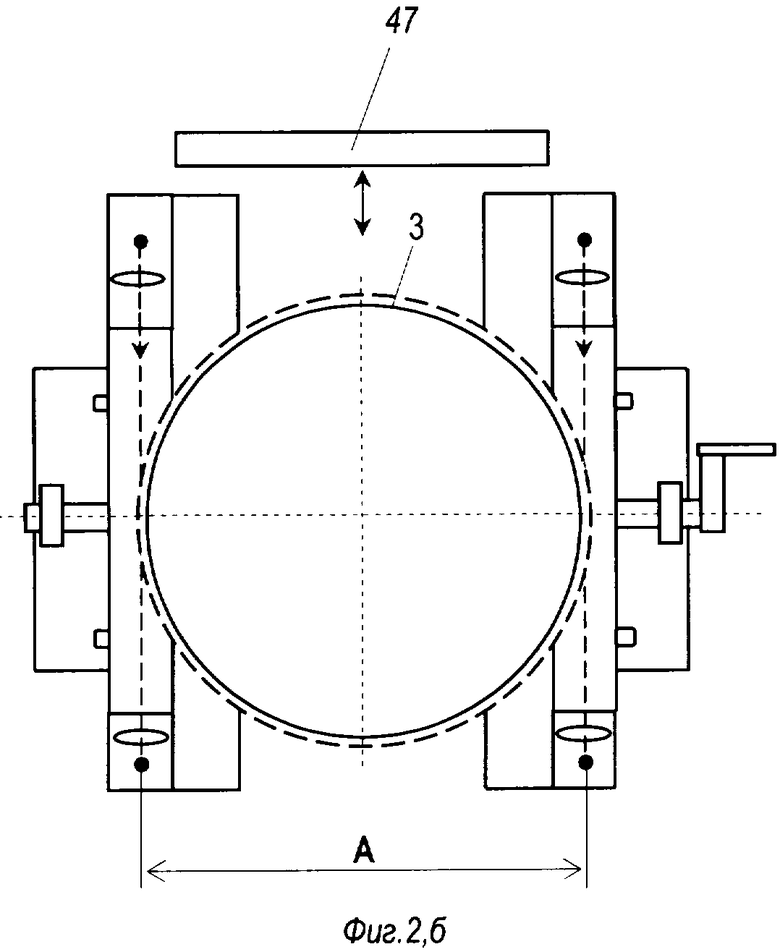
- на фиг.2, б - то же, с проекцией на них контура резьбового участка контролируемой трубы;
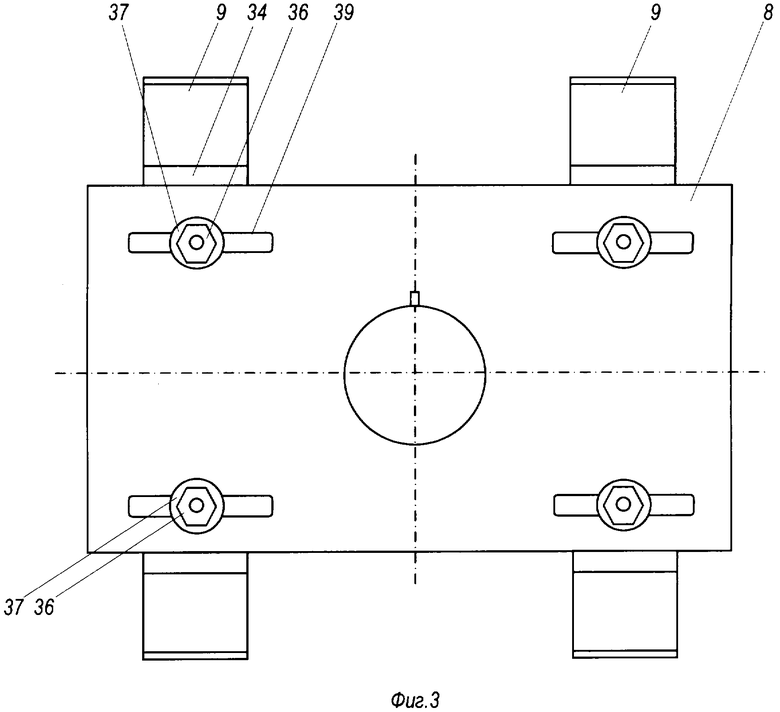
- на фиг.3 - планшайба (вид справа);
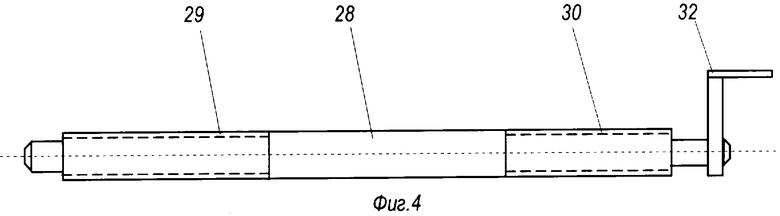
- на фиг.4 - настроечный вал механизма регулировки межлучевого зазора;
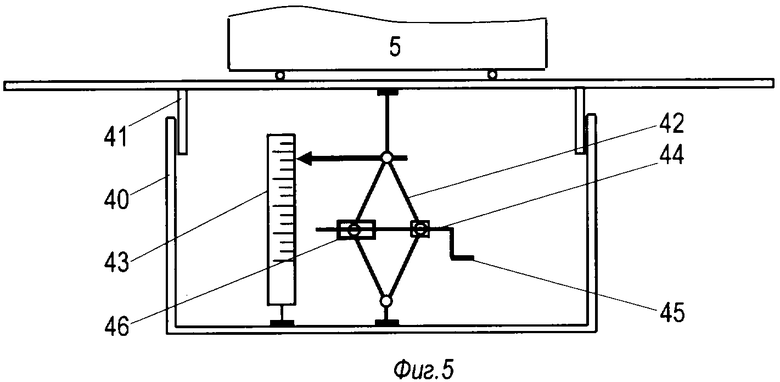
- на фиг.5 - механизм совмещения продольных осей;
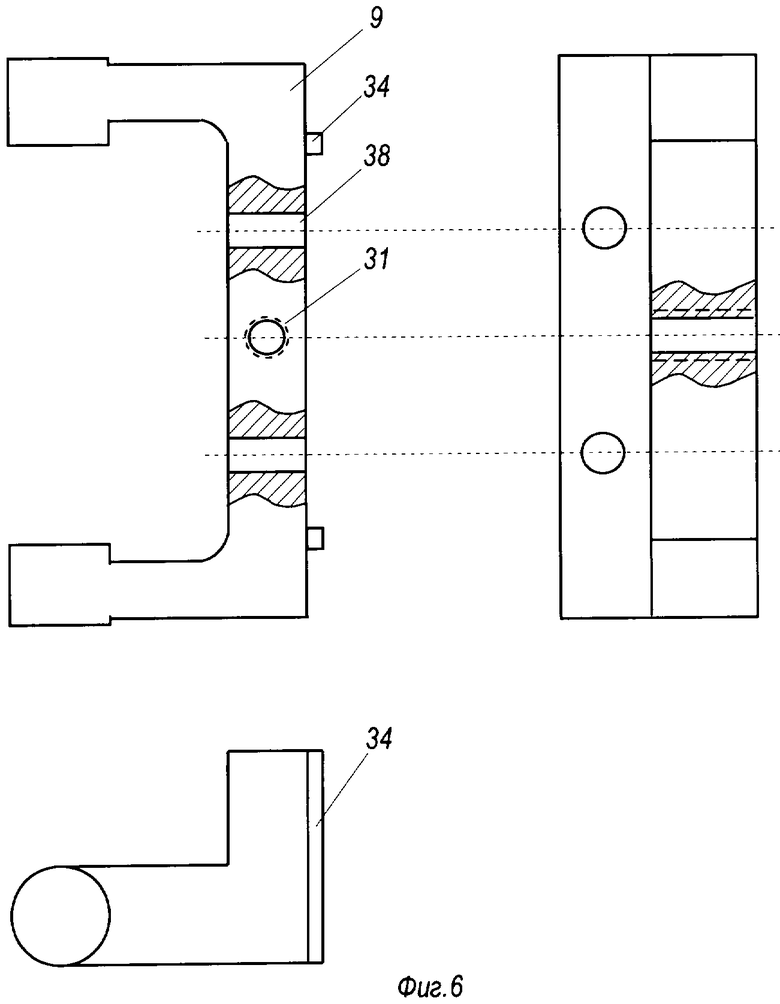
- на фиг.6 - один из С-образных держателей оптоэлектронной головки (в трех проекциях);
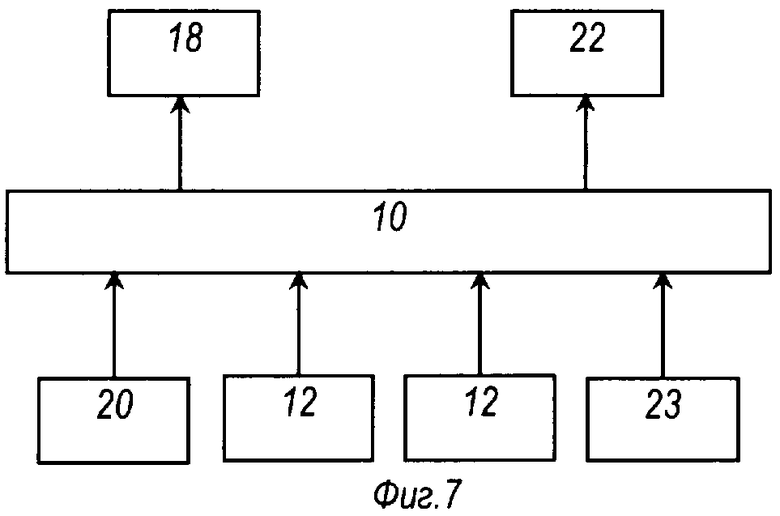
- на фиг.7 - основные (межблочные) электрические связи в устройстве;
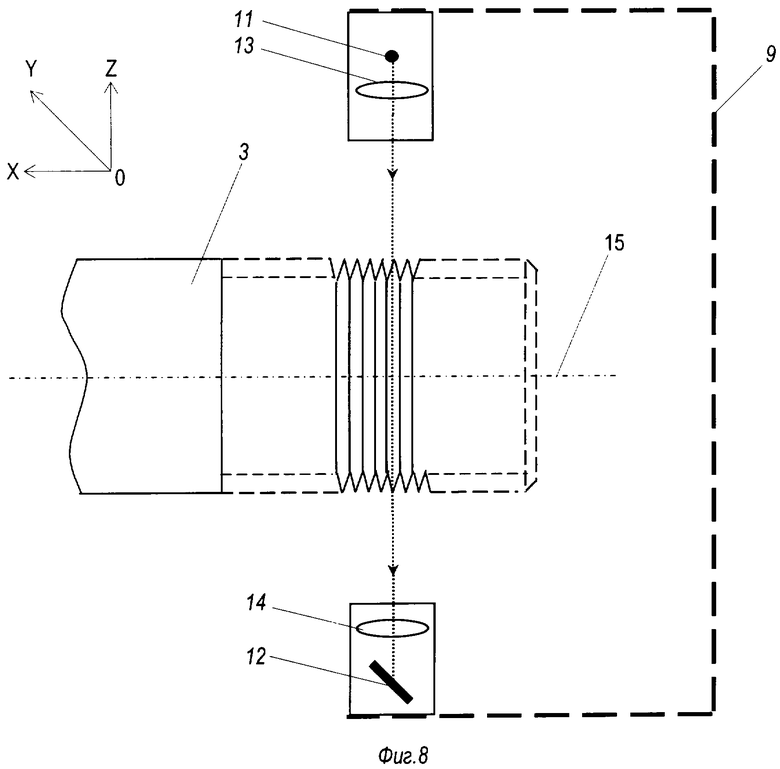
- на фиг.8 - пояснение измерения профиля резьбы.
Описание устройства в статике.
Оптоэлектронное устройство контроля резьбы трубных изделий содержит (фиг.1) основание 1, на котором установлены механизм 2 подвода и фиксации контролируемого изделия (например, обсадной трубы) 3 и механизм 4 вертикального смещения, подвижную каретку 5, размещенную на механизме 4, подставку (опору) 6, закрепленную на подвижной каретке 5, оптико-механический блок, выполненный в виде шпинделя, состоящего из вала 7 и головки на основе планшайбы 8 и двух С-образных держателей 9, и персональную электронную вычислительную машину (ПЭВМ) 10 (фиг.7).
На каждом из С-образных держателей 9 закреплена оптоэлектронная головка, состоящая из оптически сопряженных источника 11 и приемника 12 светового излучения, снабженных соответствующими объективами 13 и 14 и расположенных по разные стороны от резьбового участка контролируемого изделия 3 (фиг.2, б).
С-образные держатели 9 оптоэлектронных головок установлены на планшайбе 8 по разные стороны от продольной оси 15 контролируемого изделия 3 и снабжены механизмом регулировки межлучевого зазора, а планшайба 8 жестко связана с валом 7 шпинделя с помощью шпонки 16 (фиг.1, 3).
Вал 7 шпинделя установлен в подшипниках 17 на подставке 6 и снабжен электроприводом 18 поворота вокруг продольной оси 19 и датчиком 20 угла поворота (рис.1, 7).
В общем случае продольная ось 15 контролируемого изделия 3 и продольная ось 19 вала 7 шпинделя лежат в одной вертикальной плоскости и параллельны друг другу.
Подвижная каретка 5 выполнена с возможностью перемещения вдоль продольной оси 15 контролируемого изделия 3 по направляющим 21 и снабжена электроприводом 22 перемещения и датчиком 23 линейного перемещения (фиг.1, 7). При этом вращение вала электропривода 22 с помощью роликов 24, ременной передачи 25 и рычага 26 преобразуется в продольное перемещение каретки 5.
Механизм регулировки межлучевого зазора выполнен в виде установленного в подшипниках 27 (фиг.1) подстроечного вала 28 с участками правой 29 и левой 30 резьб на концах (фиг.4), размещенных в соответствующих резьбовых отверстиях 31 держателей 9 (фиг.6). Вал 28 может быть снабжен ручкой 32 или иметь грани под гаечный ключ. Подшипники 27 размещены в ушках 33 планшайбы 8 (фиг.1, 2).
Для удобства регулировки межлучевого зазора каждый из держателей 9 оптоэлектронных головок снабжен направляющими 34 (фиг.1, 3), между которыми размещена планшайба 8, а также фиксирующими элементами - болтами 35 (фиг.2, а), гайками 36 и шайбами 37 (фиг.3). Болты 35 вставлены в отверстия 38 держателей 9 (фиг.6) и продолговатые отверстия 39 планшайбы 8 (фиг.3).
Источники 11 параллельного светового излучения могут быть реализованы на основе полупроводникового лазера, а приемники 12 светового излучения - на основе интегральной фотоприемной линейки. При этом в устройстве фотолинейки ориентированы в пространстве перпендикулярно продольной оси 15 контролируемого изделия 3 (т.е. вдоль оси Y системы координат устройства, см. фиг.8).
Механизм 4 вертикального смещения содержит (фиг.5) корпус, состоящий из неподвижной 40 и подвижной 41 секций, шарнирного узла 42 и указателя 43 высоты со стрелкой. Шарнирный узел 42 выполнен в виде четырехзвенного «параллелограмма», снабженного винтом 44 с рукояткой 45 и гайкой 46 и установленного на неподвижной секции 40 корпуса. Неподвижная секция 40 установлена на основании 1, а на подвижной секции 41 корпуса размещена каретка 5.
Назначение и функции элементов и узлов устройства.
Механизм 4 вертикального смещения предназначен для регулирования высоты продольной оси 19 вала 7 в вертикальной плоскости и совмещения ее с продольной осью 15 контролируемого изделия 3, т.е. для обеспечения их соосности. Контроль высоты оси 19 вращения вала 7 осуществляется по указателю 43.
Возможны различные варианты исполнения механизма 4. Ввиду того, что во время работы устройства регулировка высоты производится относительно редко, он выполнен с ручным приводом. В устройстве, реализованном заявителем, он реализован на базе обычного автомобильного домкрата.
Подвижная каретка 5 вместе с электроприводом 22 предназначены для перемещения оптико-механического блока вдоль продольной оси 15 контролируемого изделия 3. При этом датчик 23 линейного перемещения обеспечивает формирование кодов координат оптико-механического блока вдоль оси 15 и передачу их в ПЭВМ 10.
Подставка (опора) 6 предназначена для закрепления вала 7 с электроприводом 18 и датчиком 20 угла поворота на подвижной каретке 5, При этом датчик 20 обеспечивает формирование кодов угла поворота вала 7 вокруг оси 19 и передачу их в ПЭВМ 10.
Механизм регулировки межлучевого зазора на базе подстроечного вала 28 с ручкой 32 предназначен для изменения величины зазора А (фиг.2, б) между лучами источников 11 излучения. Контроль величины межлучевого зазора А осуществляется с помощью съемных мерных линеек 47.
Оптоэлектронные головки предназначены для формирования сигналов, соответствующих профилю резьбы контролируемого изделия 3.
Описание устройства в динамике.
В устройстве реализован теневой метод измерений. При этом работа устройства проходит в несколько этапов.
1. Настройка соосности контролируемого изделия 3 и вала 7 шпинделя.
Необходимость такой настройки вызвана тем, что при смене типоразмера трубы 3, размещенной на механизме 2, меняется высота оси 15 над основанием 1. Чем больше диаметр обсадной трубы 3, тем больше высота оси 15 над основанием 1 и тем больше нужно поднять ось 19 вала 7 шпинделя.
Для регулировки указанной высоты используется механизм 4 вертикального смещения.
При вращении рукоятки 45 вращается винт 44, что приводит к поступательному перемещению гайки 46 вдоль винта 44. Гайка 46 «увлекает» за собой пару звеньев узла 42. В результате узел 42 сжимается или разжимается, обеспечивая соответственно подъем или опускание подвижной секции 41, а следовательно, каретки 5 с подставкой 6 и вал 7.
Таким образом, вращая рукоятку 45 по стрелке указателя 43, устанавливают необходимую высоту оси 19 вращения вала 7, соответствующую контролируемому типоразмеру трубы 3.
2. Настройка величины межлучевого зазора (расстояния).
Необходимость такой настройки вызвана тем, что при смене типоразмера трубы 3, размещенной на механизме 2, меняется ее диаметр, т.е. расстояние между диаметрально противоположными участками трубы 3. Чем больше диаметр обсадной трубы 3, тем больше должен быть зазор А между лучами оптоэлектронных головок.
Для регулировки указанного зазора ослабляют все крепежные гайки 35 на планшайбе 8. Вращая настроечный вал 28 с помощью рукоятки 32, раздвигают держатели 9. Устанавливают мерную линейку 47, соответствующую настраиваемому типоразмеру трубы 3, между держателями 9, как это показано на фиг.2, б. Затем вращают вал 27 в обратном направлении до упора держателей 9 в мерную линейку 47. Вынимают мерную линейку 47 и затягивают все гайки 35.
3. Ввод в ПЭВМ 10 программы контроля резьбы трубы данного типоразмера.
В ПЭВМ 10 вводятся необходимые исходные данные и соответствующая программа контроля.
4. Выполнение контрольных измерений.
С помощью механизма 2 труба 3, предназначенная для контроля, подводится к устройству и фиксируется в исходной позиции перед оптико-механическим блоком, например, как это показано на фиг.1.
По сигналу с ПЭВМ 10 запускается электропривод 22. В результате перемещения подвижной каретки 5 оптоэлектронные головки занимают заданное исходное линейное положение хо вдоль оси 15, соответствующее началу измерений (началу резьбового участка трубы 3). При этом заданное положение оптоэлектронных головок контролируется датчиком 23, с выхода которого соответствующие коды поступают на вход ПЭВМ 10.
По сигналу с ПЭВМ 10 запускается электропривод 18. В результате поворота вала 7 оптоэлектронные головки занимают заданное исходное угловое положение α0, соответствующее началу измерений. При этом указанное угловое положение оптоэлектронных головок контролируется датчиком 20, с выхода которого соответствующие коды поступают на вход ПЭВМ 10.
Далее по сигналу с ПЭВМ 10 запускается электропривод 22. В результате перемещения подвижной каретки 5 оптоэлектронные головки начинают перемещаться вдоль оси 15. При этом последовательность кодов координат х с выхода датчика 23 непрерывно поступают на вход ПЭВМ 10. А с выхода датчика 20 на вход ПЭВМ 10 поступает последовательность одних и тех же кодов угла α0, т.е. угловое положение оптоэлектронных головок при этом не меняется.
Источники 11 оптоэлектронных головок непрерывно генерируют параллельный световой поток. Часть этого потока перекрывается измеряемым участком резьбы (фиг.8). В устройстве реализован теневой метод измерений, в результате чего часть фотоэлементов приемников (фотолинеек) 12 оказывается освещенной, а другая часть - неосвещенной, что определяется профилем участка резьбы. Соответствующие сигналы с выходов фотоэлементов поступают на вход ПЭВМ 10 и записываются в ее память.
Указанные выше измерения и запоминание результатов таких измерений в памяти ПЭВМ 10 продолжаются до тех пор, пока оптоэлектронные головки не достигнут конца резьбового участка трубы 3, который был задан в виде исходных данных перед началом измерений. С достижением конца резьбового участка трубы 3 ПЭВМ 10 останавливает электропривод 22 и включает электропривод 18, поворачивающий вал 7, а следовательно, оптоэлектронные головки на некоторый заданный угол Δα.
Далее включается электропривод 22, вал которого начинает вращаться теперь уже в обратном направлении. В результате оптоэлектронные головки перемещаются в противоположном направлении, не меняя при этом нового углового положения, равного (α0+Δα). Вновь последовательность кодов координат х с выхода датчика 23 непрерывно поступают на вход ПЭВМ 10, а с выхода датчика 20 на вход ПЭВМ 10 поступает последовательность одних и тех же кодов угла (α0+Δα). И вновь источники 11 оптоэлектронных головок непрерывно генерируют параллельный световой поток, часть которого перекрывается измеряемым участком резьбы. В результате соответствующая часть фотоэлементов фотолинеек 12 оказывается освещенным, а другая часть - неосвещенным. Соответствующие сигналы с выходов фотоэлементов поступают на вход ПЭВМ 10 и записываются в ее память.
Дальнейшие измерения производятся аналогично описанному выше и продолжаются до тех пор, пока каждая из оптоэлектронных головок не повернется на полоборота вокруг оси 15 контролируемой трубы 3. Этого достаточно для получения полной информации о профиле всего резьбового участка трубы 3, поскольку каналов снятия информации о резьбе два и имеет место одновременное измерение параметров резьбы двух диаметрально противоположных участков трубы 3.
5. Обработка полученных результатов измерений и принятие решения о пригодности контролируемого изделия.
По завершении измерений ПЭВМ 10 производит их обработку, которая заключается в следующем. Среди данных, полученных с приемников 12, программным путем выделяются коды координат y границы «свет-тень», соответствующие контуру профиля резьбы. Каждой такой граничной точке с координатой y ставятся в соответствие соответствующие координаты α и x, хранящиеся в памяти ПЭВМ 10. В результате к концу обработки в памяти ПЭВМ 10 формируются коды координат контура профиля резьбы при разных углах сечения, которые сопоставляются с заданными параметрами резьбы. По результатам такого сопоставления выносится решение о пригодности контролируемого изделия 3 для дальнейшей эксплуатации.
Если требуется произвести контроль резьбы трубы другого диаметра, описанным выше образом производится перенастройка устройства.
Оптико-механический блок, имеющий «открытую» конструкцию, практически исключает накопление внутри его частиц песка, грязи и т.п., способствуя тем самым повышению достоверности результатов контроля.
Таким образом, предложенная совокупность существенных признаков оптоэлектронного устройства контроля резьбы трубных изделий обеспечивает:
а) расширение диапазона диаметров контролируемых труб;
б) повышение достоверности результатов контроля резьбы путем исключения накопления посторонних частиц в оптоэлектронных головках.
В оптико-механическом блоке устройства может быть установлено большее число пар оптоэлектронных головок (т.е. n>1). Чем больше измерительных каналов устройства, тем на меньший угол необходимо поворачивать оптико-механический блок для обеспечения измерений всей резьбовой поверхности трубы и тем больше будет скорость измерений (производительность) устройства.
Проверка условия патентоспособности «промышленная применимость».
Предлагаемое оптоэлектронное устройство контроля параметров резьбы не вызывает затруднений при его изготовлении. Возможность промышленного применения заявленного технического решения подтверждается, например, успешным внедрением одного из вариантов его реализации на нефтедобывающем предприятии в Западной Сибири для контроля обсадных труб диаметрами 146 мм, 168 мм, 178 мм, 194 мм, 219 мм, 245 мм,
Вышеизложенные сведения свидетельствуют для заявленного устройства, как оно охарактеризовано в формуле изобретения, о возможности реализации его с помощью известных и предложенных методов и средств и что оно может быть использовано в промышленности.
Следовательно, заявленное изобретение соответствует условию патентоспособности «промышленная применимость» по действующему законодательству.
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА.
1. Приборы и системы автоматического контроля размеров деталей машин, Рабинович А.Н. Киев: Технiка, 1970, с.220-231.
2. Чудов В.А. и др. Размерный контроль в машиностроении / В.А.Чудов, Ф.В.Цидулко, Н.И.Фредгейм - М.: Машиностроение, 1982, с.238-250.
3. Авт. св. СССР №2073191 на изобретение «Способ измерения параметров резьбы и устройство для его осуществления. Публ. 02.10.1997 г.
4. Патент РФ №2174211 на изобретение «Калибр резьбовой для контроля наружных резьб». Публ. 27.09.2001 г.
5. Авт. св. СССР №360536 «Устройство для контроля резьбы бурильных труб. Публ. 01.01.1972 г.
6. Авт. св. СССР №1025990 «Устройство для натяга конической резьбы». Публ. 30.06.1983 г.
7. Патент РФ №2267086 на изобретение «Устройство для контроля параметров резьбовых трубных изделий». МПК G01B 11/24, G01B 11/30. Публ. 27.12.2005 г.
8. Свидетельство РФ №19915 на полезную модель «Устройство для контроля параметров резьбового участка трубы с наружной резьбой». МПК G01D 3/10. Публ. 10.10.2001 г.
9. Свидетельство РФ №11333 на полезную модель «Устройство для контроля параметров наружной резьбы». МПК G01D 3/00. Публ. 16.09.1999 г.
10. Патент РФ №2151999 на изобретение «Способ контроля параметров наружной резьбы и устройство для его осуществления», МПК G01B 11/30, G01B 3/40. Публ. 27.06.2000 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С РЕЗЬБОВОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2386925C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 2007 |
|
RU2357204C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2311614C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК | 2003 |
|
RU2254555C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2299400C2 |
Изобретение относится к контрольно-измерительной технике и может быть использовано, для бесконтактного контроля изделий с наружной резьбой. Сущность: устройство содержит подвижную каретку, снабженную электроприводом перемещения и датчиком линейного перемещения, подставку, закрепленную на подвижной каретке, оптико-механический блок, снабженный электроприводом поворота вокруг продольной оси, датчиком угла поворота и двумя оптоэлектронными головками, каждая из которых образована из оптически сопряженных источника и приемника светового излучения, расположенных по разные стороны от резьбового участка контролируемого изделия. Кроме того, устройство содержит персональную электронную вычислительную машину (ПЭВМ), входы которой подключены к выходам приемников светового излучения, датчика линейного перемещения и датчика угла поворота, а выходы - к электроприводам перемещения и поворота. Оптико-механический блок выполнен в виде шпинделя, вал которого установлен в подшипниках на подставке и снабжен механизмом вертикального смещения. Головка шпинделя выполнена в виде двух С-образных держателей оптоэлектронных головок, установленных на планшайбе по разные стороны от продольной оси контролируемого изделия и снабжена механизмом регулировки межлучевого зазора. При этом механизм вертикального смещения вала шпинделя выполнен в виде домкрата, а механизм регулировки межлучевого зазора головки шпинделя представляет собой настроечный вал с участками правой и левой резьбы, размещенных в соответствующих резьбовых отверстиях держателей оптоэлектронных головок. Вал шпинделя жестко связан с планшайбой, а на механизме вертикального смещения вала шпинделя размещена подвижная каретка. Кроме того, держатели оптоэлектронных головок снабжены направляющими, между которыми размещена планшайба, а оптико-механический блок снабжен n парами оптоэлектронных головок, где n - целое число и n>1. Технический результат: расширение диапазона диаметров контролируемых труб и повышение достоверности результатов контроля. 2 з.п. ф-лы, 8 ил.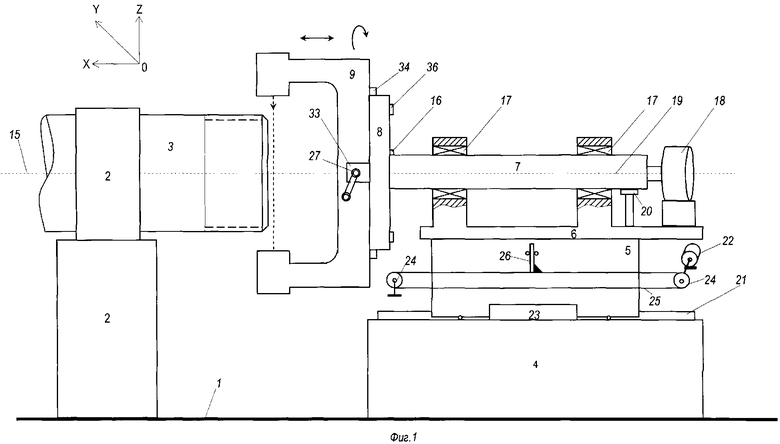
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
| DE 3306194 A1, 08.09.1983 | |||
| US 4544268 A, 01.10.1985 | |||
| US 3922093 A1, 25.11.1975. | |||

