При руднотермическом процессе получения электрокорундовых материалов от глубины погружения электрода в расплав зависят размеры печной ваины, характер протекания процессов, производительность печи, расход электроэнергии и качество получаемого продукта.
Известны способы определения положения электрода в процессе .плавки с помощью различных датчиков перемещения (реостатных, трансформаторных и др.), регистрирующих передвижение электродов, и измерителей уровня как контактных, так и бесконта.ктных.
Использование таких приборов позволяет узнавать величину погружения электрода в расплав без учета его расхода. Величина же расхода может быть установлена либо по времени процесса, либо визуально.
Особенностью предложенного способа является то, что определяют одновременно величину перемещения электрода из его положения в любой данный момент времени до момента контакта его торца с поверхностью расплава и уровень поверхности расплава в момент этого контакта, а расход электрода определяют как разность полученных величин.
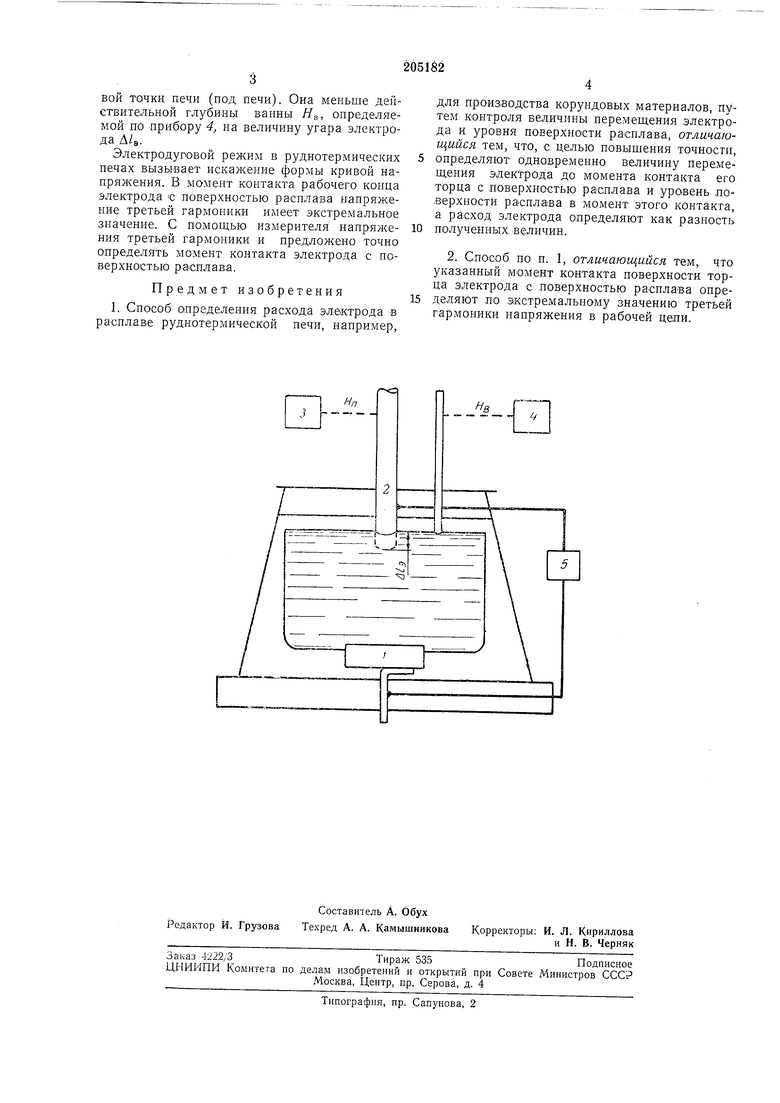
Это позволяет установить с достаточной точностью н в любой момент времени действительное значенне величины погружения электрода в расплав и величины его расхода. Иа чертеже показана модель рудногер.мической печи с блоками приборов в разрезе.
Модель нечи включает в себя проводящий нод I ванны нечи, электрод 2, прибор 3 для измерения перемещения электрода (нанрнмер, реостатный датчик), прибор 4 для определения уровня расплава (например, электроконтактный) н нрибор 5 для определения момента контакта поверхности торца электрода с новерхностью расплава.
Реостатный датчик включен в схему нулевого метода измерения с использованием в качестве вторичного прибора электронного нотенциОМетра типа ЭПП-09. Подвижной контакт датчика связан с тросом, несущим рабочнй электрод.
Прибор 5 в данном случае - измернтель напряжения третьей гармоники, представляющий собой LC-фильтр. Совмещение приборов 5, 4, и 5 позволяет
найти величину расхода (угара) электрода.
Координата положения Н электрода в момент его контакта с расплавом регистрируется прибором 3. Эта величина является условной протяженностью подэлектродного проствой точки печи (под печи). Она меньше действительной глубины ванны Н, определяемой по прибору 4, на величину угара электрода .
Электродуговой релсим в руднотермических печах вызывает искажение формы кривой напряжения. В момент контакта рабочего конца электрода «с поверхностью расплава напряжение третьей гармоники имеет экстремальное значение. С помопдью измерителя напряжения третьей гармоники и предложено точно определять момент контакта электрода с поверхностью расплава.
Предмет изобретения
1. Способ определеиия расхода электрода в расплаве руднотермической печи, например,
для производства корундовых материалов, путем контроля величины перемещения электрода и уровня поверхности расплава, отличающийся тем, что, с целью повышения точности, определяют одновременно величину перемещения электрода до момента контакта его торца с поверхностью расплава и уровень по.верхности расплава в момент этого контакта, а расход электрода определяют как разность полученных величин.
2. Способ по п. 1, отличающийся, тем, что указанный момент контакта поверхности торца электрода с поверхностью расплава определяют :по экстремальному значению третьей гармоники напряжения в рабочей цепи.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ УРОВНЯ РАСПЛАВА | 1970 |
|
SU271047A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВЫМ РЕЖИМОМ ПЛАВКИ РУДНОТЕРМИЧЕСКОЙ ПЕЧИ ПРИ ПОЛУЧЕНИИ ФОСФОРА | 2012 |
|
RU2516360C2 |
| СИСТЕМА ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ И РАСХОДА ЭЛЕКТРОДА | 2022 |
|
RU2784312C1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ НАПРЯЖЕНИЯ ДУГИ В РУДНОТЕРМИЧЕСКИХ ПЕЧАХ | 1969 |
|
SU235217A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ КАРБИДА КАЛЬЦИЯ | 1993 |
|
RU2080534C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЛАКА ДЛЯ ВЫПЛАВРM-ФЕРРОХРОМА | 1972 |
|
SU425955A1 |
| Способ плавки в руднотермическойпЕчи | 1979 |
|
SU853831A1 |
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ЭЛЕКТРОТЕХНОЛОГИЧЕСКИМИ РЕЖИМАМИ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ ТЕХНИЧЕСКОГО КРЕМНИЯ В РУДНОТЕРМИЧЕСКИХ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ | 2013 |
|
RU2556698C1 |
| ЭКСТРЕМАЛЬНЫЙ РЕГУЛЯТОР ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1965 |
|
SU173348A1 |
| Устройство регулирования продувкой стали кислородом | 1990 |
|
SU1786102A1 |
