1.
Известны устройства для поддержания постоянного межэлектродного зазора при размерной электрохимической обработке посредством встроенного в рабочий электрод датчика, сигнал которого поступает на регулятор подачи.
Предлагаемое устройство отличается тем, что в качестве датчика плотности тока служит изолированный от рабочего электрода металлический штифт малого диаметра, представляющий собой электрод-зонд, подключенный параллельно рабочему электроду через шунт, сигнал с которого поступает на регулятор подачи.
Для -повышения надежности стабилизации межэлектродного зазора прим.еняется несколько электродов-зондов, каждый из которых подключен к регулятору подачи через диод, и регулирование при этом осуществляют по наиболее загруженному электроду-зонду.
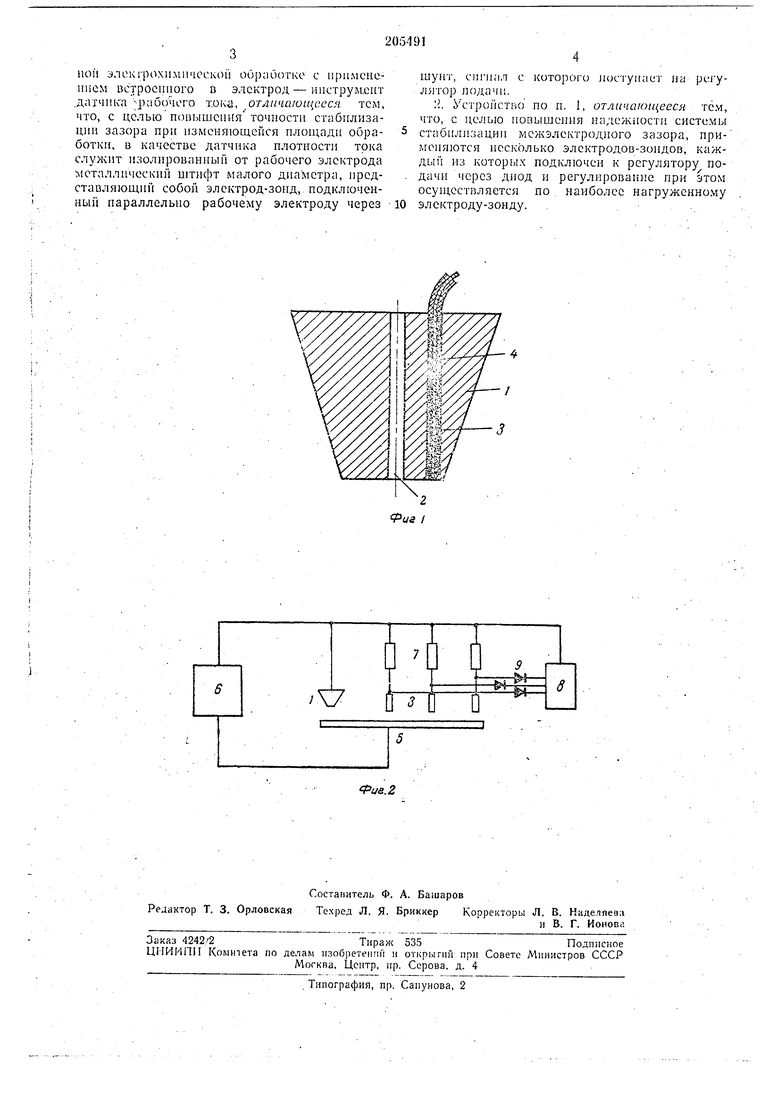
На фиг. 1 показан рабочий электрод - инструмент в продольном разрезе; на фиг. 2- схема включения дополнительных электродов-зондов.
В рабочем :;лектроде 1 имеются отверстия 2 для прокачки электролита и отверстие, в которое установлен электрод-зонд 3, изолированный от рабочего электрода.,В качестве изоляции 4 может служить эпоксидная смола, клей, хлорвиниловая трубка н т. п.
Напряжение на рабочий электрод и изделие 5 подается от источника 6. Зонды включены параллельно рабочему электроду через шунты 7, сигнал с когорых подается на регулятор подачи 8, в котором поступающий сигнал сравнивается, разность усиливается и сообщается исполнительному механизму, сближающему электроды по мере обработки изделия. В случае использования нескольких
зондов сигнал с них снимается через диоды 9, что обеспечивает регулирование зазора по наиболее нагруженному участку.
Регулятор подачи 8 поддерживает величину зазора, соответствующую заданной величине сигналов. Настраивают регулятор подачи при включенном источнике технологического тока путем сблил ения электродов-зондов до соприкосновения, после чего они отводятся на заданную величину (0,1 -
0,3 мм и затем через электрод-зонд и изделие пропускается электрический ток. В этот момент величина сигнала с электрода-зонда сравнивается с величиной эталонного CSITHJ,.. ла регулятора 8, который нас1р.т ггРгся так,
чтобы разность этих сигналов равнялась нулю.
noil a.TLiKrp(.MiiiecK(Mi оОрпиотке с и)ил1оиением встроенного в электрод - инструмент .дахчнка -рабочего т.ок(, отличающееся тем, что, с целью поиышснияточноетн етабплизацнн зазора при нзменяющейся площадн обработки, в качестве датчика плотности тока служит изолированный от рабочего электрода металлнчоский штифт малого диаметра, иредстасляющнй собой электрод-зонд, подключенный параллельно рабочему электроду через
шунт, сигнал с которого нос1У ает на peiy лятор подачн.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения надежности системы стабилизации межэлектродного зазора, применяются несколько электродов-зондов, каждый из которых подключен к регулятору подачи через диод и регулирование при этом осуи естпляется по , наиболее нагруженному электроду-зонду. ,,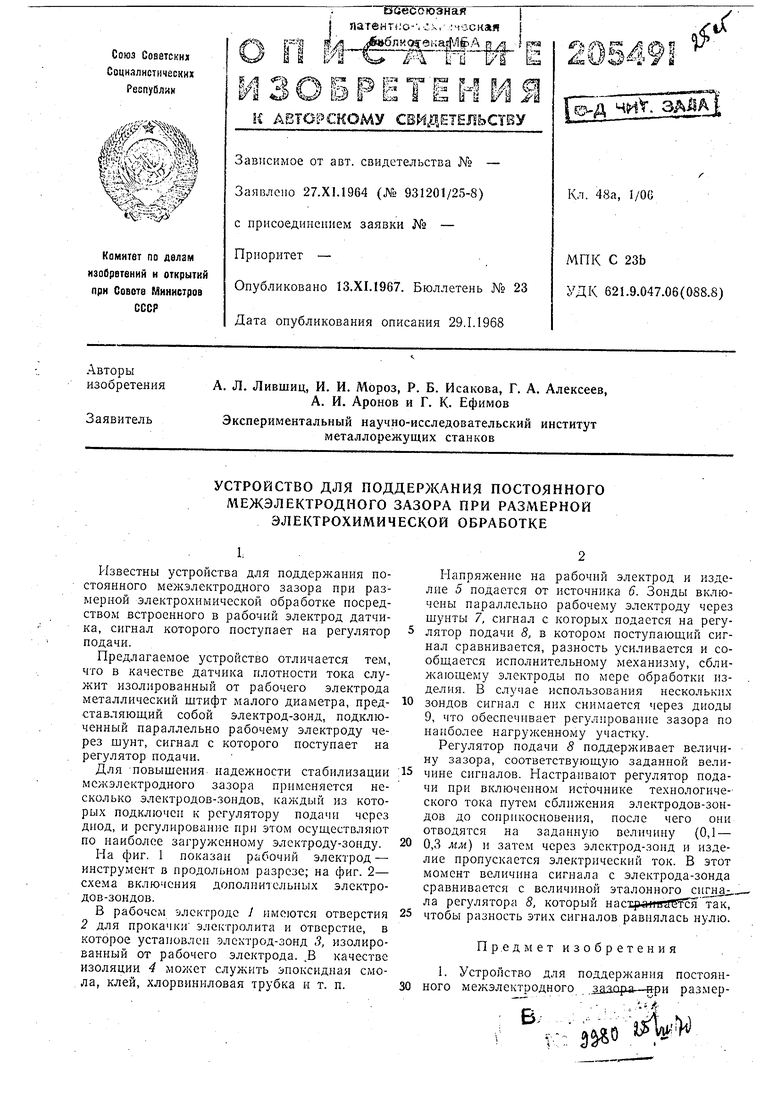
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРЕВЕРСИВНЫЙ РЕГУЛЯТОР ПОДАЧИ ЭЛЕКТРОДА-ИНСТРУМЕНТА | 1969 |
|
SU236965A1 |
| Устройство для автоматической сварки | 1976 |
|
SU685453A1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНБ1Х ЗАЗОРОВ ПРИ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 1969 |
|
SU241879A1 |
| АППАРАТУРА ДЛЯ БОКОВОГО КАРОТАЖА | 1970 |
|
SU267767A1 |
| Способ регулирования межэлектродного зазора при электроэрозионной обработке | 1980 |
|
SU1028459A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ПЕРЕПЛАВА МЕТАЛЛА В ДУГОВЫХ ВАКУУМНЫХ ПЕЧАХ | 1966 |
|
SU224541A1 |
| Устройство для электрохимической копировально-прошивочной обработки | 1972 |
|
SU485851A1 |
| Способ экстремального регулирования электроэрозионного процесса | 1978 |
|
SU770717A1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1978 |
|
SU828534A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНБ1Х ИЗДЕЛИЙ | 1968 |
|
SU218606A1 |