Известны различные способы стабилизации межэлектродных зазоров при размерной электрохимической обработке с использованием электролита по параметрам процесса: температуре электролита, перепаду давления и т. д.
В предложенном способе для повышения точности в процессе обработки поддерживают постоянство температуры электролита на выходе из зазора, меняя величину выделяемой в зазоре мощности путем изменения рабочего напряжения и пропорционально связанной с ним скорости подачи.
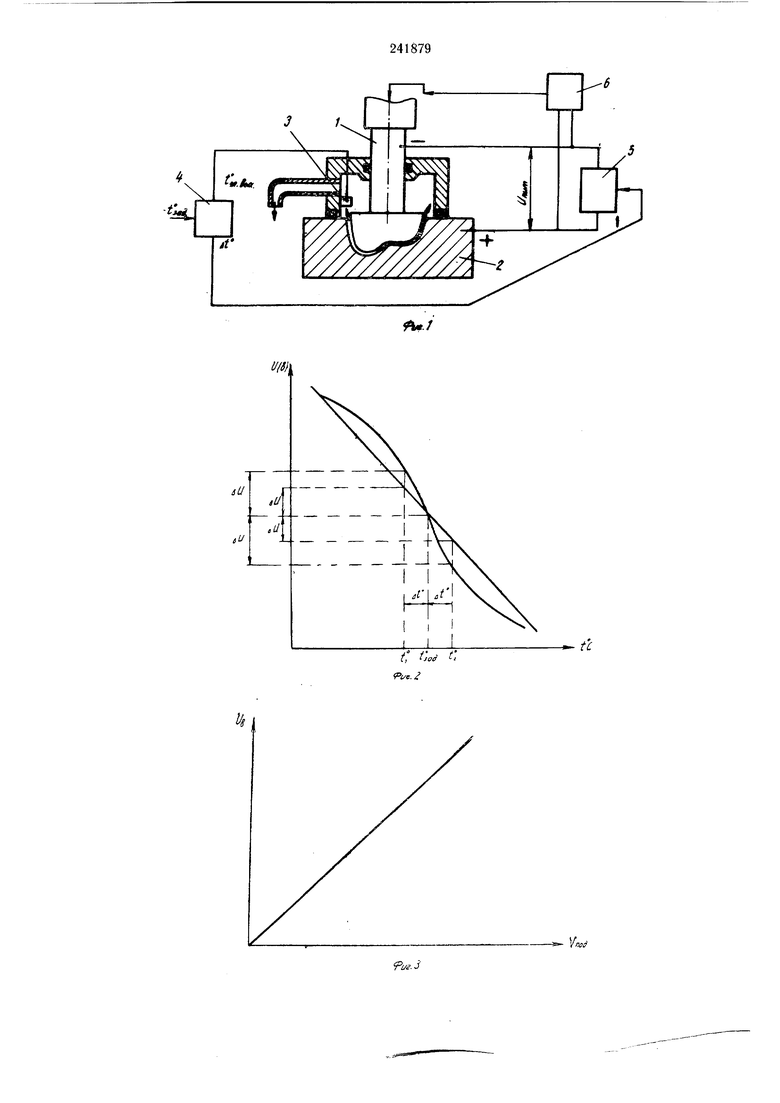
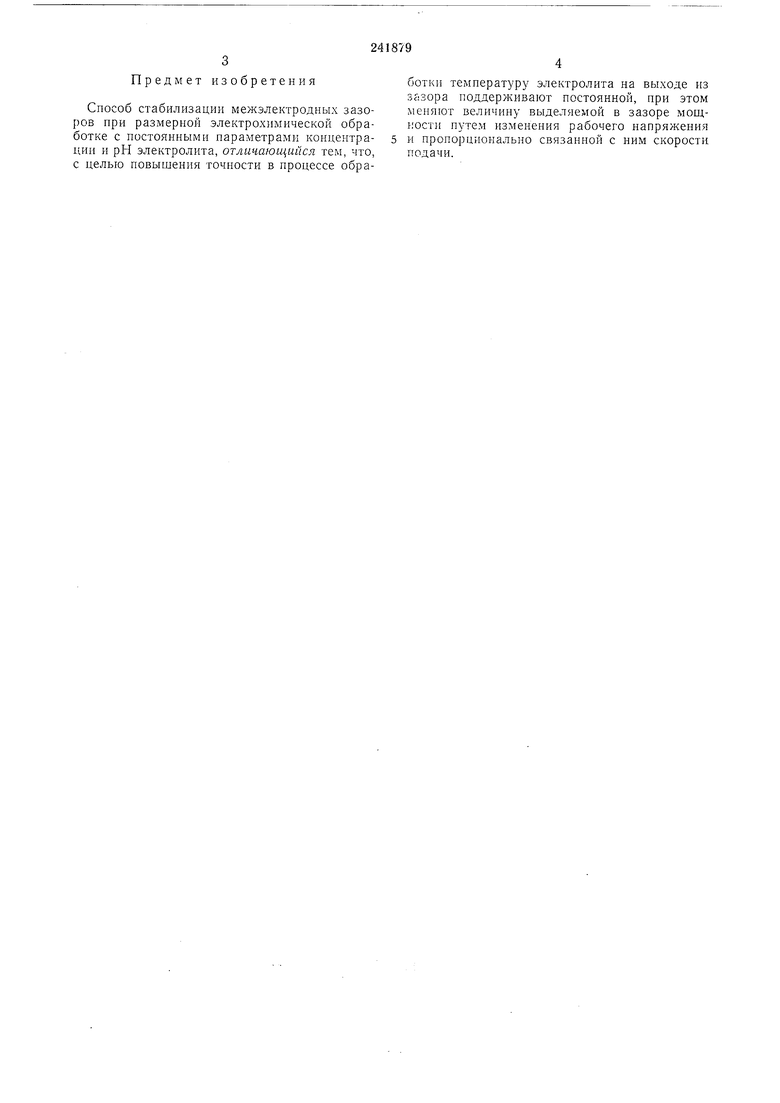
На фиг. 1 дана схема стабилизации межэлектродного зазора; на фиг. 2 - график зависимости напряжения источника питания от сигнала по температуре электролита на выходе межэлектродного зазора; на фиг. 3--график зависимости скорости подачи электродаинструмента от напряжения источника иитания при использовании регулятора подачи по напряжению.
Для поддерл ания постоянства зазора между электродом У и деталью 2 в ходе обработки осуществляют стабилизацию температуры электролита, а следовательно, и стабилизацию его электроироводпости путем изменения электрической мощности, выделяемой в электрохимическом промежутке, и одновременным изменением скорости подачи.
Сигнал эл. вых , пропорциональный температуре выходящего из зазора электролита, с датчика 3 поступает в измерительный орган 4, где сравнивается с задающим сигналом
зад . Рассогласование сигналов (зад - -Гэл. вых А/) поступает на вход управляемого источника питания 5. В зависимости от значения Д/° увеличивается или уменьшается на и напряжение источника питания.
Для сохранения при изменении рабочего напряжепия межэлектродного зазора необходимо пропорционально напряжению изменять
скорость подачи электрода-инструмента /. С этой целью предлагается применить регулятор по напрял ;ению без задающего параметра. Сигнал по напряжению источника питания 5 поступает на вход привода 6 подачи электрода-инструмента /.
Таким образом, предлагаемый способ обеспечивает постоянство величины зазора. При этом, благодаря линейной зависимости между
скоростью подачи и величиной тока и квадратной зависимости между этой скоростью (током) и выделяемой в зазоре тепловой мощностью, поддержание постоянной температуры в зазоре достигается при относительно небольПредмет изобретения
Способ стабилизации межэлектродиых зазоров при размериой электрохимической обработке с постоянными параметрами концентрации и рН электролита, отличающийся тем, что, с целью повышения точности в процессе обраоотки температуру электролита на выходе из зазора поддерживают постоянной, при этом мепяют величину выделяемой в зазоре MODJ,ьости путем изменеиия рабочего напряжения и пропорционально связанной с ним скорости подачи.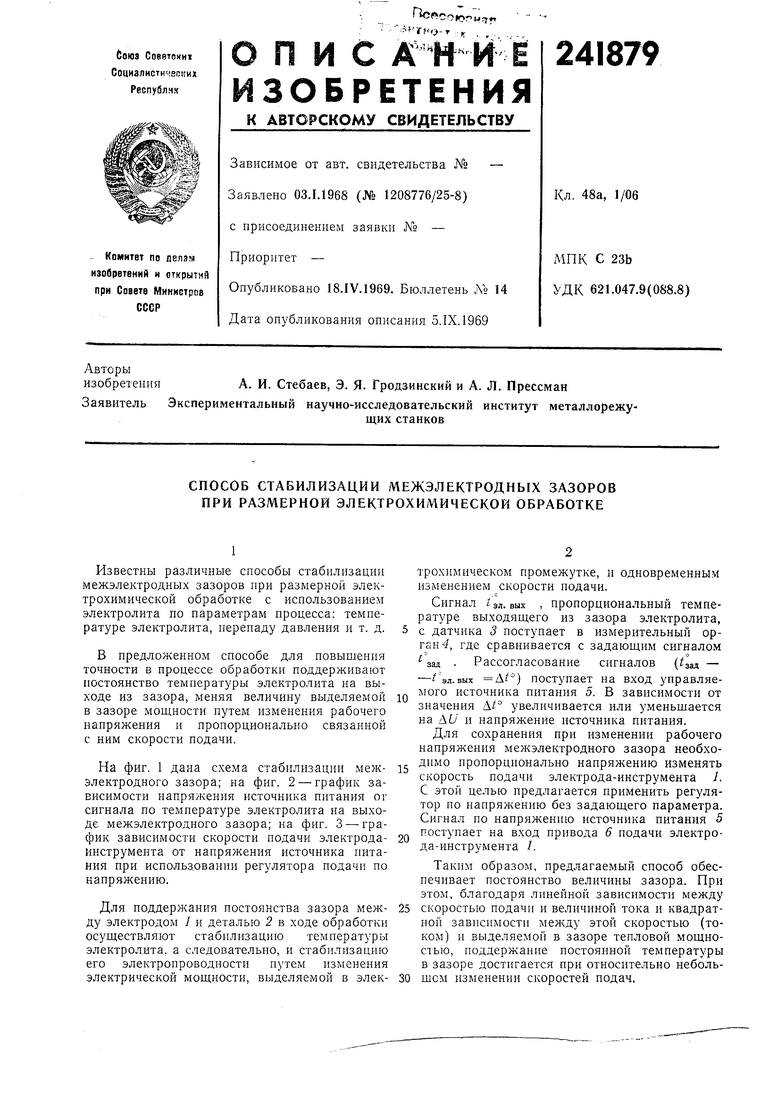
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсно-циклической электрохимической обработки | 1982 |
|
SU1042939A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1978 |
|
SU891309A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| Импульсный лазер на парах веществ | 1986 |
|
SU1145496A1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА ПРИ ЭЛЕКТРОЭРОЗИОННОМ ПРОФИЛИРОВАНИИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПОМОЩЬЮ АВТОМАТИЧЕСКОГО ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА | 2011 |
|
RU2486037C2 |
| Способ размерной электрохимической обработки деталей | 1976 |
|
SU865581A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2013 |
|
RU2553779C2 |