Известны многошпиндельные головки с планетарным движением инструментальных шпинделей и возвратно-поступательным перемеш,ением вдоль оси обрабатываемой детали, предназначенные для одновременной обработки, например сверления, нескольких отверстий во вращаюпдейся детали.
Однако известные головки не могут быть использованы в многошпиндельных токарных автоматах для одновременного резьбонарезания нескольких отверстий во вращающейся детали из-за отсутствия в этих станках механизма реверсирования инструментального шпинделя.
Предложенная головка позволяет осуществлять одновременное резьбонарезание нескольких отверстий, благодаря тому, что центральный вал планетарной головки соединен с нереверсируемым элементом станка, например, приводной втулкой инструментального шпинделя автомата, а вращающийся вокруг центрального вала корпус головки с инструментальными шпинделями связан с ним сцепной муфтой, одна полумуфта которой выполнена заодно с корпусом, а вторая, подвижная в осевом направлении полумуфта связана с центральным валом обгонным механизмом. Такая конструкция позволяет осуществлять вывертывание метчиков, используя разности скоростей вращения изделия и приводной втулки инструментального шпинделя.
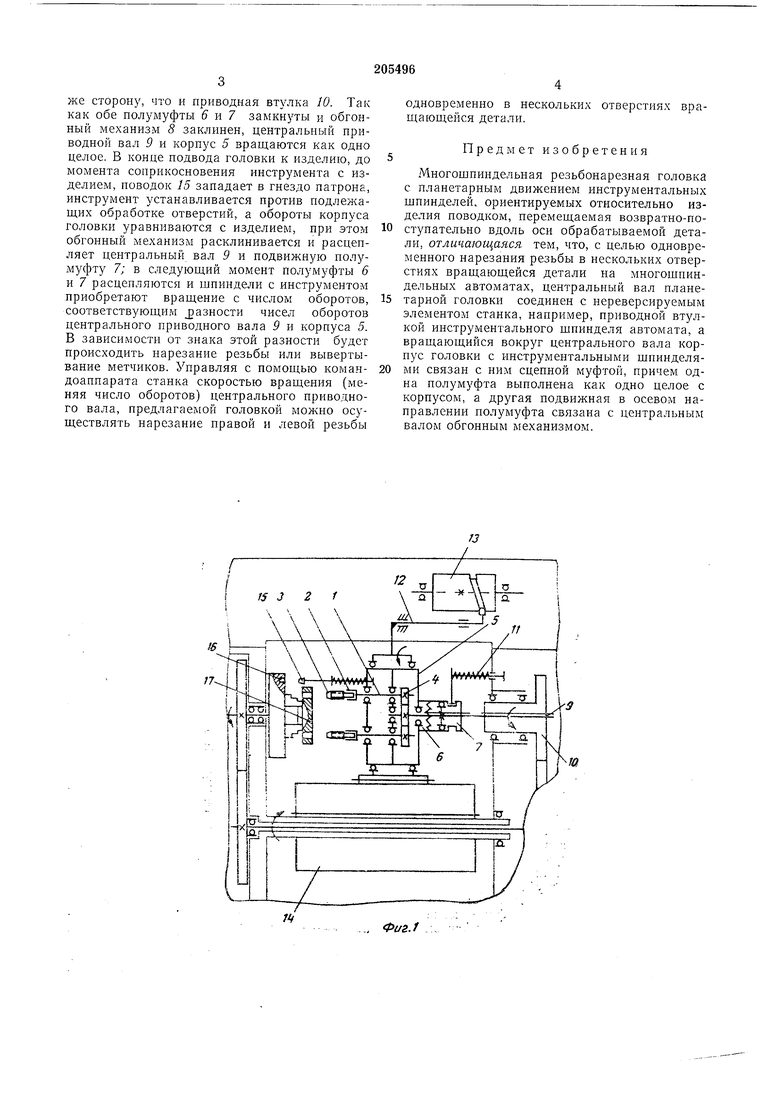
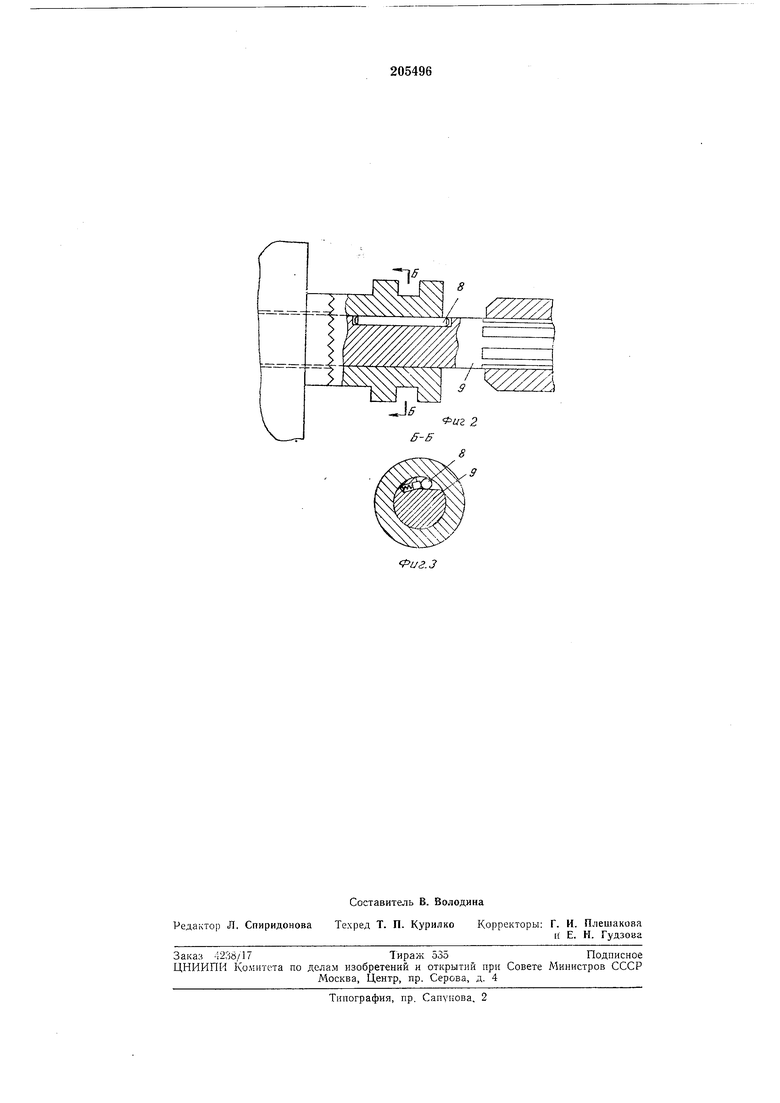
На фиг. 1 изображена принципиальная схема многошпиндельной головки; на фиг. 2 - конструкция сцепной муфты с обгонным механизмом; на фиг. 3 - обгонный механизм, поперечный разрез.
Инструментальные шпиндели У с закрепленными в патроне 2 метчиками 3 и планетарным приводом вращения 4 установлены во вращающемся корпусе 5, как одно целое с корпусом 5 выполнена полумуфта 6. Подвижная полумуфта 7 через обгонный механизм 8 связана с центральным валом привода 9, на котором располол ена приводная втулка 10 инструментального шпинделя, и под действием
пружины 11 постоянно сцеплена с полумуфтой 6. Вращающийся корпус 5 тягой 12 от кулачка 13 распределительного вала перемещается по направляющим продольного суппорта 14 станка.
Корпус 5 также снабжен подпружинным поводком 15, взаимодействующим с гнездом патрона шпинделя 16.
Работает многошпиндельная головка следующим образом.
Из исходного положения головка перемещается тягой 12 влево по продольному суппорту 14 станка, при этом центральный вал привода 9 вращается против часовой стрелки приводной втулкой 10 с числом оборотов неже сторону, что и приводная втулка 10. Так как обе полумуфты & и 7 замкнуты и обгонный механизм 8 заклинен, центральный приводной вал 9 и корпус 5 вращаются как одно целое. В конце подвода головки к изделию, до момента соприкосновения инструмента с изделием, поводок 15 западает в гнездо патрона, инструмент устанавливается против подлежаш,их обработке отверстий, а обороты корпуса головки уравниваются с изделием, при этом обгонный механизм расклинивается и расцепляет центральный вал 9 и подвижную полумуфту 7; в следующий момент полумуфты 6 и 7 расцепляются и щпиндели с инструментом приобретают вращение с числом оборотов, соответствующим 2азности чисел оборотов центрального приводного вала 9 и корпуса 5. В зависимости от зпака этой разности будет происходить нарезание резьбы или вывертывание метчиков. Управляя с помощью командоаппарата станка скоростью вращения (меняя число оборотов) центрального приводного вала, предлагаемой головкой можно осуществлять нарезание правой и левой резьбы
одновременно в нескольких отверстиях вращающейся детали.
Предмет изобретения
Многощпиндельная резьбонарезная головка с планетарным движением инструментальных щпинделей, ориентируемых относительно изделия поводком, перемещаемая возвратно-поступательно вдоль осп обрабатываемой деталп, отличающаяся тем, что, с целью одновременного нарезания резьбы в нескольких отверстиях вращающейся детали на многощпиндельных автоматах, центральный вал планетарной головки соединен с нереверсируемым элементом станка, например, приводной втулкой инструментального щпинделя автомата, а вращающийся вокруг центрального вала корпус головки с инструментальными щпинделями связан с ним сцепной муфтой, причем одна полумуфта выполнена как одно целое с корпусом, а другая подвижная в осевом направлении полумуфта связана с центральным валом обгонным механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| Многошпиндельный автомат для нарезания резьбы | 1974 |
|
SU536904A1 |
| АВТОМАТИЧЕСКИЙ РОТОРНЫЙ СТАНОК | 1967 |
|
SU204107A1 |
| Резьбонарезной патрон | 1981 |
|
SU1006082A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Патрон для закрепления инструмента | 1981 |
|
SU982853A1 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1969 |
|
SU235529A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| Патрон для нарезания резьбы метчиками | 1979 |
|
SU872079A1 |
, Фаг. f
Ш
