Известны горизонтальные млюгошниндельные токарные автоматы, на которых .вьниолняют фрезерные операции при помощи сиециальных фрезерных бабок, головки которых вращаются сиихрои.но со шп.инделямн и несут вращающуюся вокруг оси, периенд гкулярной оси шпинделя, инструментальную оправку с набором фрез. головки и инструментальной оправки осуществляется от центрального вала а втомата через ео.1ый вал. При фрезеровании деталей типа вкладьиией рулевого управления автомобилей ироисходит натяжка кинематической цеии привода головки инструментальной оправки, что ириводит к погреш:ностям обработки.
С целью улучщения качества обработки деталей типа вкладышей рулевого управления автомобилей, фрезериая бабка миогсщииндельного токарного станка снабжена головкой, получающей рабочее движение непосредственно от шпинделя с изделием через установленные на ней фикеаторы с помощью специального поводка, закрепленного на щп1И1деле, п предварительное, замедленное по сравнению со щпинделем движение от центрального вала станка через обгонную муфту, а инструментальная оправка с .набором фрез получает движение от планетарного редуктора через кон.ическую передачу с подпружиненным звеном.
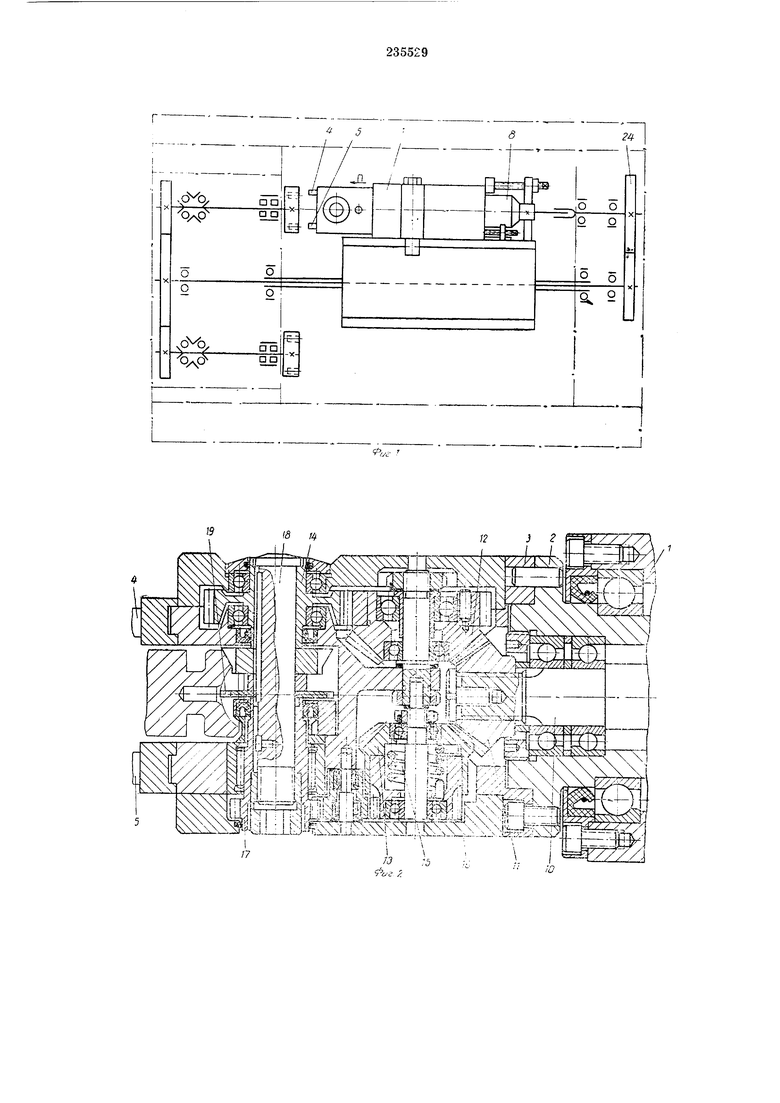
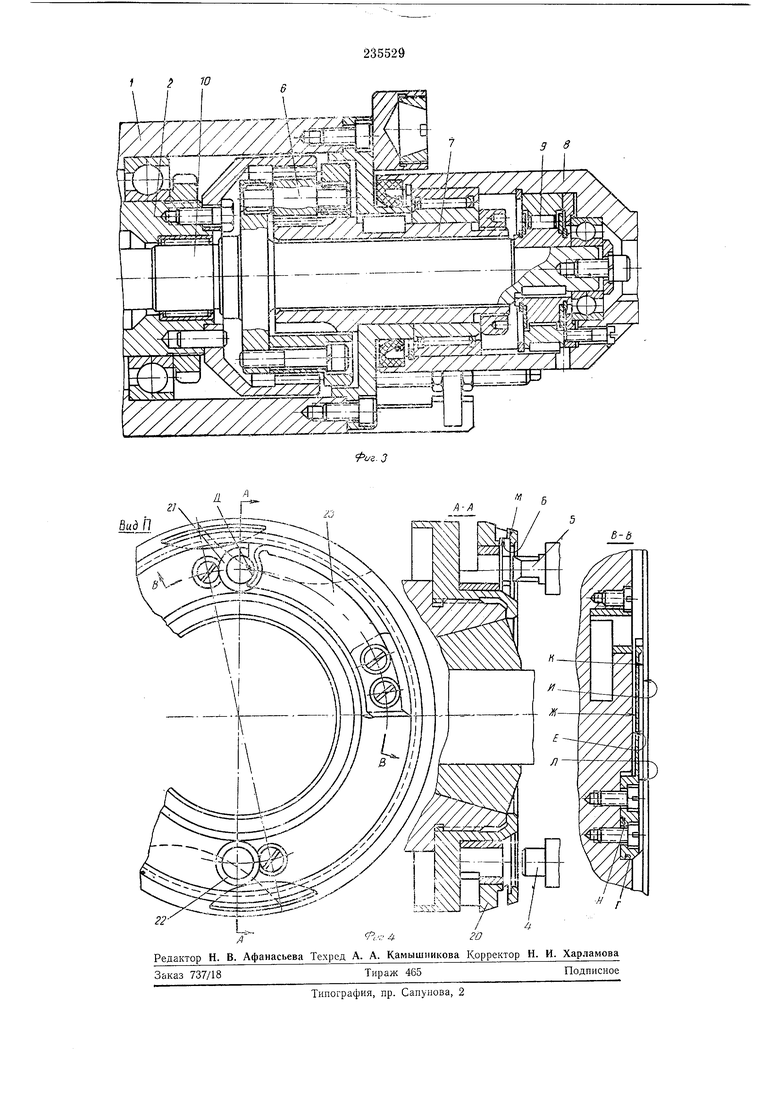
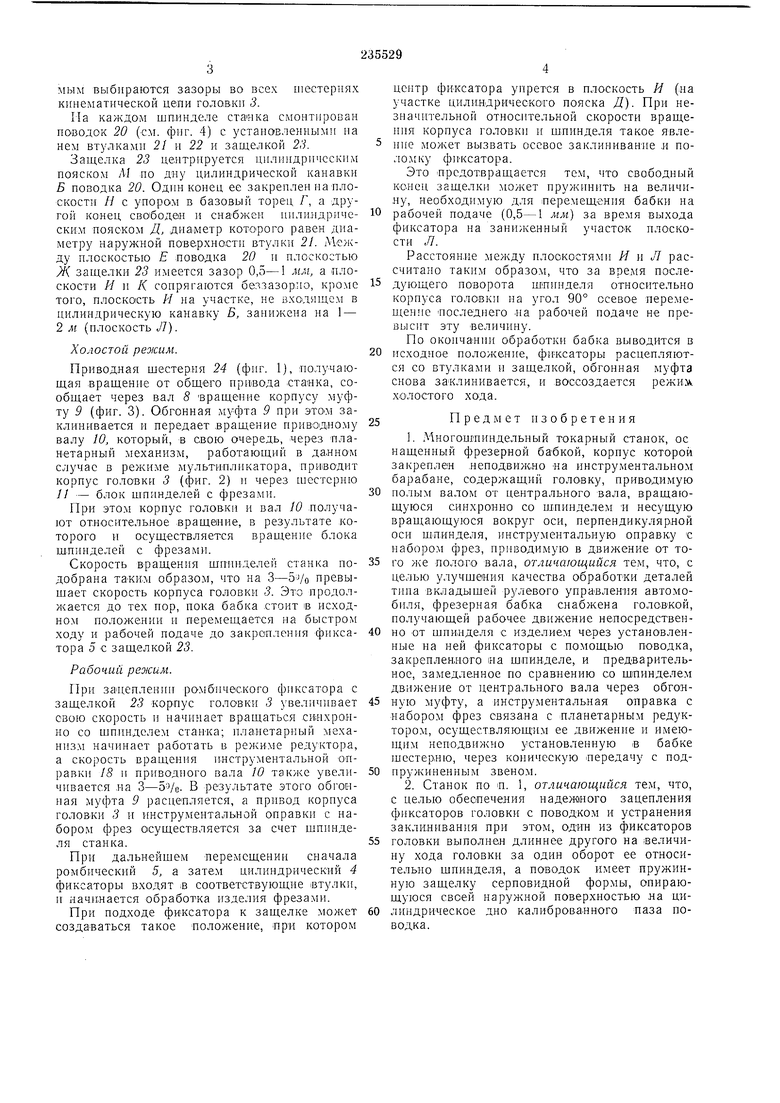
Па фиг. 1 представлена схема монтажа бабки 1на станке; на фиг. 2 и 3 - конструкция бабки: -на фиг. 4 - установка поводка на шпинделе.
В корпусе фрезерной бабки У смонтирована ступица 2, несущая корпус головки ,.
Па головке закреплены фиксаторы 4 и 5, одии из которых ццлиндрический, другой ромбический.
Стуинца 2, несущая головку 3, приводится в движение посредствоМ планетарного редуктора 6 (фиг. 3) с неподвижной центральной шестерней 7, закрепленной в корпусе бабки /. Вал 8 через зубчатое зацеплен)1е приводится Б движение от центрального вала станка, который, в свою очередь передает движеиие через обгоииую муфту 9 валу 10; на конец вала насажена коническая шестерня П, входящая в зацепление с коническими шестерпямц 12 и 13. ШестерНЯ 12 через зубчатую передачу связана со шпинделем 14, а шеетерия 13 посредством пруж1шы 15 соединена подвижно с шестер-ней 16 и далее через зубчатую передачу - со шпинделем 17.
Шппндели 14 и 17 соединены инструментальной оиравкой 18, несущей комилект фрез 19, причем шпиндель 17 имеет винтовой шпоночный паз, посредством которого при установке инструментальной оправки 18 осуществЛ1ЫМ выбираются зазоры во всех шестернях кинематической цепи головки 3.
Па каждом шпинделе станка смонтирован поводОК 20 (см. фиг. 4) с установленными на нем втулками 21 и 22 и заш,елкой 23.
Защелка 23 центрируется цилиндрическим пояском Л ио дну цилиндрической канавки Б поводка 20. Один конец ее закреплен иа плоскости // с упорам в базовый торец Г, а другой конец свобо/ден и снабжен цилиндрическим пояском /(, которого равен диаметру наружной поверхно;сти втулки 21. Между плоскостью Е поводка 20 и плоскостью Ж защелки 23 имеется зазор 0,5-1 мм, а плоскости И и /( сопрягаются белзазорно, кроме того, плоскость И на участке, не входящем в цилиндрическую канавку Б, занижена на 1 - 2 л; (плоскость Л).
Холостой режим.
Приводная шестерня 24 (фиг. 1), получающая вращение от общего привода станка, сообщает через вал 8 -вращение корпусу муфту 5 (фиг. 3). О.бгонная муфта 9 при этОМ заклииивается и передает .вращение приводному валу 10, который, в свою очередь, через планетарный механизм, работающий в данном случае в режиме мультипликатора, приводит корпус головки 3 (фиг. 2) ц через шестерню // - блок шпинделей с фрезами.
Прп это.м корпус головки и вал W лолучают относительное вращение, в результате которого и осуществляется вращение блока щпинделей с фрезами.
Скорость вращения щиинделей станка иодобрана таКил образом, что на 3-5Vo превышает скорость корпуса головки 3. Это продолжается до тех пор, пока бабка стоит в исходном положении и перемещается на быстром ходу и рабочей подаче до закрепления фиксатора 5 с защелкой 23.
Рабочий режим.
При за цепленин ромбнческого фиксатора с защелкой 23 корпус головки 3 увеличивает свою скорость и начинает вращаться сшкхронно со щппнделем стай-ка; планетарный механизм начинает работать в режиме редуктора, а скорость вращения инструментальной онравкп 18 и приводного вала 10 также увеличивается на 3-5Vc. В результате этого обгоииая муфта 9 расцепляется, а привод корпуса головки 3 и инструментальной оправки с набором фрез осуществляется за счет шиинделя станка.
При дальнейшем перемещении сначала ромбический 5, а затем цилиндрическнй 4 фиксаторы входят iB соответствующие втулки, и начинается обработка изделия фрезами.
При подходе фиксатора к защелке может создаваться такое положение, при котором
цеитр фиксатора упрется в плоскость И (на участке цилиндрического пояска Д). При незначительной относительной скорости вращения корпуса головки и щпннделя такое явление может вызвать осевое заклинивание н поломку фиксатора.
Это предотвращается тем, что свободный конец защелки может пружинить на величину, необходимую для перемещения бабки на
рабочей подаче (0,5-1 мм) за время выхода фиксатора на заниженный участо-к нлоскости Л.
Расстояние между нлоскостямп И и Л рассчитано таким образом, что за время последующего поворота шпинделя относительно корпуса головки на угол 90° осевое перемещение последнего на рабочей подаче не превысит эту величииу. По окопчанпи обработки бабка выводится в
исходное положение, фиксаторы расцепляются со втулками и защелкой, обгонная муфта снова заклинивается, и воссоздается режиж холостого хода.
Предмет изобретения
1. Многоишиндельный токарный станок, ос нащенный фрезерной бабкой, корпус которой закреплен неподвижно на инструментальном барабане, содержащнй головку, приводимую
иолым валом от центрального вала, вращающуюся синхронно со шпинделем и несущую вращающуюся вокруг оси, перпендикулярной оси шпинделя, инструментальную оправку с набором фрез, ириводимую в движение от тосо же полого вала, отличающийся тем, что, с целью улучщения качества обработки деталей тцна вкладышей рулевого управления автомобиля, фрезерная бабка снабжена головкой, получающей рабочее движение непосредственно от шпинделя с изделием через установленные на ней фиксаторы с помощью поводка, закрепленного на щпинделе, и предварительное, замедленное по сравнению со шпинделем движение от центрального вала через обгонную муфту, а инструментальная оправка с набором фрез связана с планетарным редуктором, осуществляющим ее движение и имеющим нецодвижно установленную в бабке шестерню, через коническую 1передачу с подиружиненным звеном.
2. Станок по п. 1, отличаюи ийся тем, что, с целью обеспечения надежного зацепления фиксаторов головки с поводком и устранения заклинивания при этом, один из фиксаторов
головки выполнен длиннее другого на ;величину хода головкн за один оборот ее относительно шпинделя, а поводок имеет пружинную защелку серповидной формы, опирающуюся своей наружной поверхностью на цилиндрическое дно калиброванного паза поводка.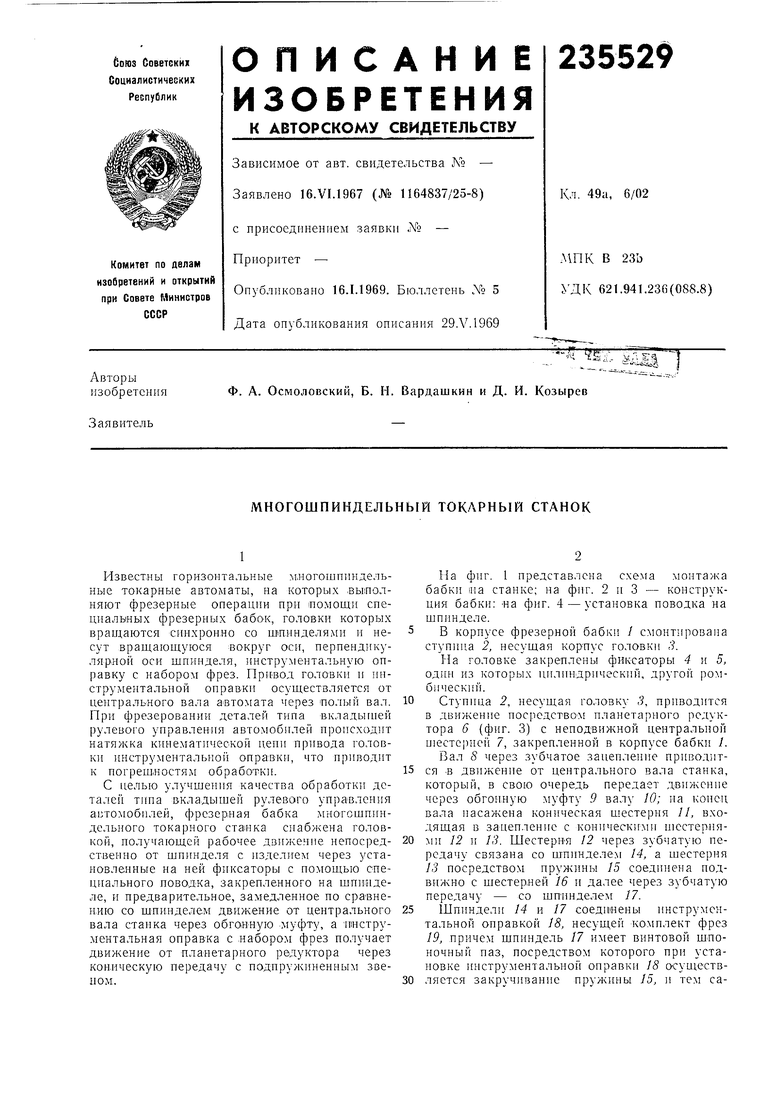
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный автомат | 1973 |
|
SU481368A2 |
| МНОГОШПИНДЕЛЬНАЯ РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1967 |
|
SU205496A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИТКОВ ЧЕРВЯЧНЫХ ФРЕЗИ ЧЕРВЯКОВ | 1972 |
|
SU331853A1 |
| Фрезерная головка | 1983 |
|
SU1110559A1 |
| Шпиндельная бабка горизонтальнорасточного станка | 1976 |
|
SU601088A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Фрезерно-расточная ползунковая бабка | 1983 |
|
SU1093431A1 |
| ПРИСПОСОБЛЕНИЕ К ФРЕЗЕРНЫМ И СВЕРЛИЛЬНЫМ СТАНКАМ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯКОВ С НЕРАВНОМЕРНЫМ ДУГОВЫМ ШАГОМ | 1949 |
|
SU84961A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |